1
Изобретение относится к машиностроению и может быть использовано для обработки цилиндрических зубчатых колес.
Известны червячные фрезы, передние поверхности зубьев которых выполнены плоскими и смещены по витку друг относительно друга на одинаковую величину 1.
Недостатком известного инструмента является то, что из-за наличия увеличенных отрицательных передних углов у режущих кромок одной из сторон профиля зубьев эти режущие кромки исключают из работы. Это в два раза уменьшает количество работающих режущих кромок червячной фрезы, что является причиной снижения производительности обработки, уменьшения стойкости инструмента. При этом у червячной фрезы одновременно уменьшается количество профилирующих режущих кромок, в связи с чем увеличивается огранка профиля зубьев обрабатываемых колес, что по сути является погрешностью их профиля- Таким образом, последнее снижает качество обработки из-за увеличения размеров огранки профиля.
Цель изобретения - повышение стойкости, улучщение качества обрабатываемых колес.
Поставленная цель достигается тем, что передние поверхности зубьев червячной фрезы выполнены нормальными к направлению витка.
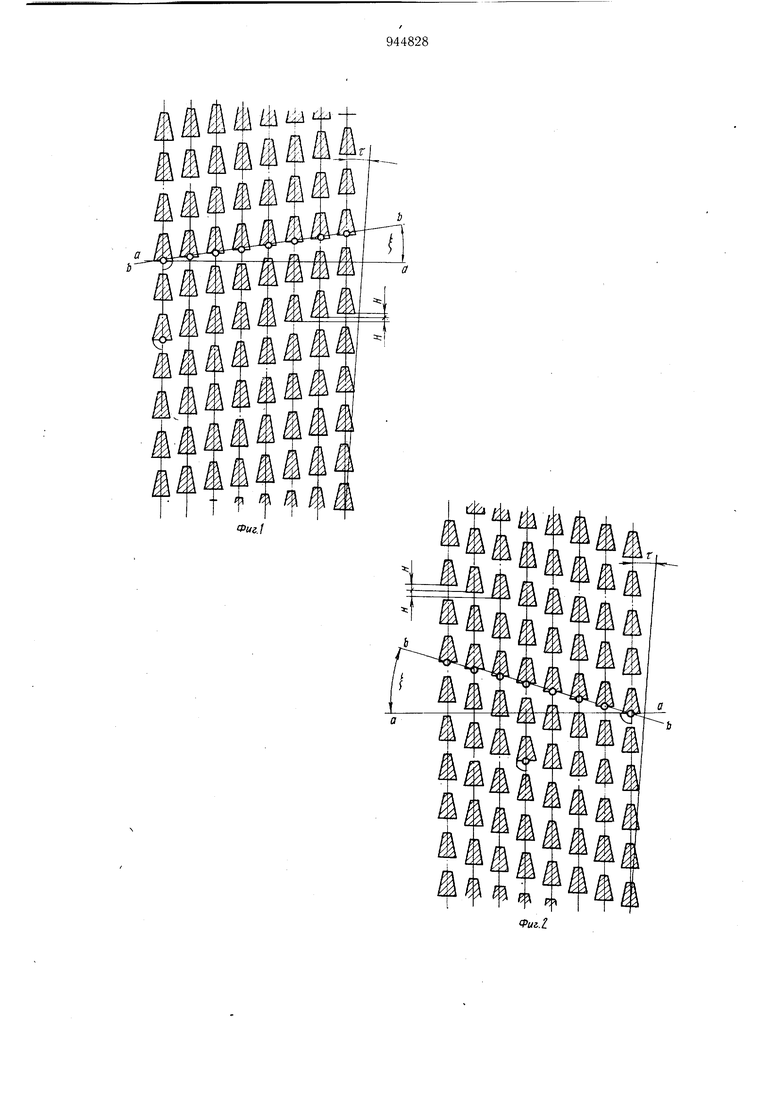
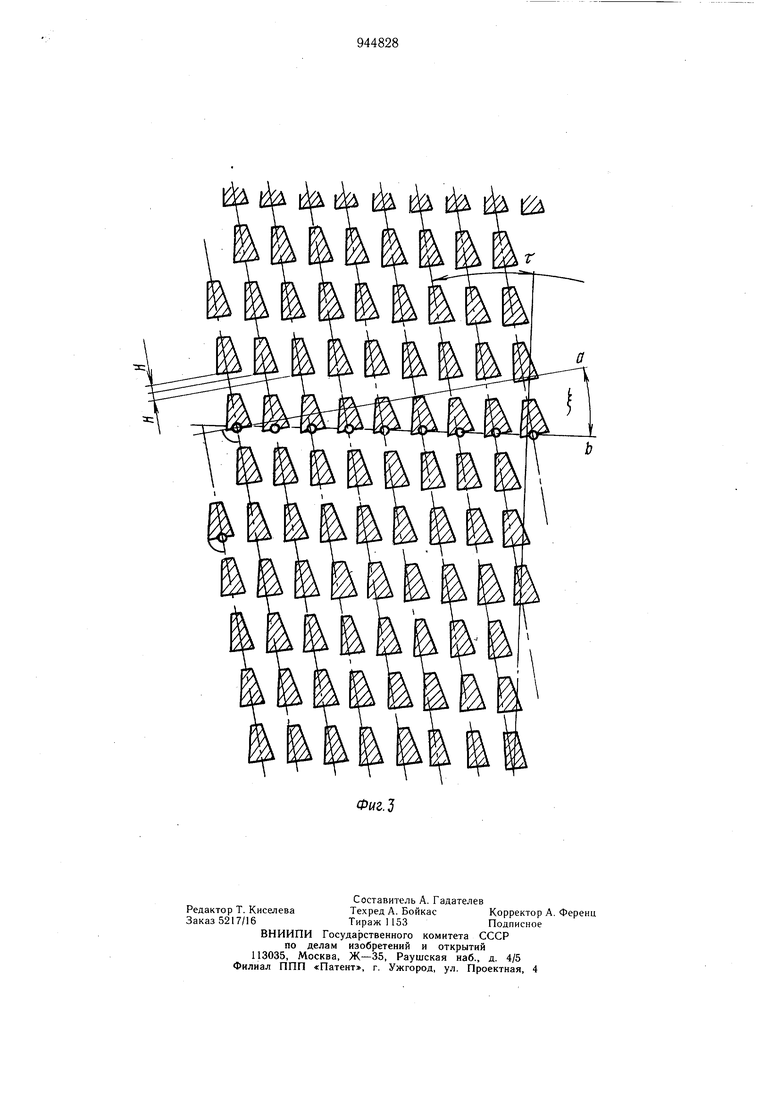
На фиг. 1 показана развертка цилиндрического сечения червячной фрезы, при отрицательном смещении зубьев; на фиг. 2 -
10 то же, при положительном смещении зубьев; на фиг. 3 - развертка цилинд1)ического сечения сборной червячной фрезы.
Червячная фреза имеет угол подъема витков на делительном цилиндре . Передняя поверхность каждого зуба червячной
IS фрезы выполнена плоской к нормальной винтовой линии витков червячной фрезы на ее делительном цилиндре - этим обеспечиваются одинаковые значения передних углов на противоположных сторонах профиля
20 зубьев инструмента.
Передняя плоскость каждого зуба червячной фрезы смещена по витку относительно передней плоскости предыдущего зуба на величину Н. Величина смещения Н может быть рассчитана либо определена экспериментально исходя из следующего. Плоская передняя поверхностькаждого зуба червячной фрезы должна быть смещена по витку относительно передней плоскости предыдущего зуба на такую величину Я, при которой в процессе зубофрезерования зуб зуборезной рейки, первым вступающий в работу, начал резание до выхода из работы зуба предыдущей зуборезной рейки, последним участвующим в резании. При назначении величины Я торец детали, например при фрезеровании прямозубых зубчатых колес, параллельной линии а-а, которая нормальна линии подъема витков зубьев червячной фрезы, будет пройден не сразу всеми зубьями каждой зуборезной рейки, а по очереди. Это повыщает плавность работы червячной фрезы, повыщает ее работоспособность и, положительно влияет как на качество зубообработки, так и на условия работы станка.
В зависимости от направления смещения Я червячная фреза может иметь либо противоположное, либо одноименное направление расположения передних поверхностей зубьев по отнощению к направлению витков червячной фрезы. Направление расположения передних поверхностей зубьев можно характеризовать углом наклона Si измеряемым между линией в-в проведенной через середины передних поверхностей зубьев червячной фрезы, и нормально к линии а-а подъема витков червячной фрезы. В зависимости от величины и направления (знака) смещения Я изменяется величина и направление отсчета угла Z. Это дает возможности назначать оптимальное по условиям резания значение величины Я и тем са.мым обеспечить равномерное врезание зубьев червячной фрезы в заготовку и равномерный их выход из резания на протяжение всей операции зуборезания - это увеличивает работоспособность червячной фрезы,позволяет создать благоприятные условия для оснащения ее зубьев твердым сплавом и др. высокотвердым материалом, прочность которых обычно ограничена.
Червячные фрезы могут быть выполнены сборными многозаходными с прямыми, параллельными оси инструмента, пазами под зуборезные рейки.
Величина смещения Я может быть выполнена не только постоянной, одинаковой для всех зубьев, но и переменной как по витку, так и вдоль каждого ряда зубьев. За счет этого можно варьировать загрузку каждого зуба червячной фрезы, тем самым добиваясь ее максимальной работоспособности путем выравнивания загрузки всех зубьев.
Применение червячных фрез описанной конструкции позволит повысить стойкость и улучщить качество зубообработки.
Формула изобретения
Червячная фреза с плоской передней поверхностью зубьев, которые смещены друг относительно друга по витку, отличающаяся тем, что, с целью повыщения стойкости и улучщения качества обработки, передние поверхности зубьев выполнены нормальными к направлению витка.
Источники информации, принятые во внимание при экспертизе 1. Шевченко А. Н. Современный зуборезный инструмент, М., НИИМащ, 1976.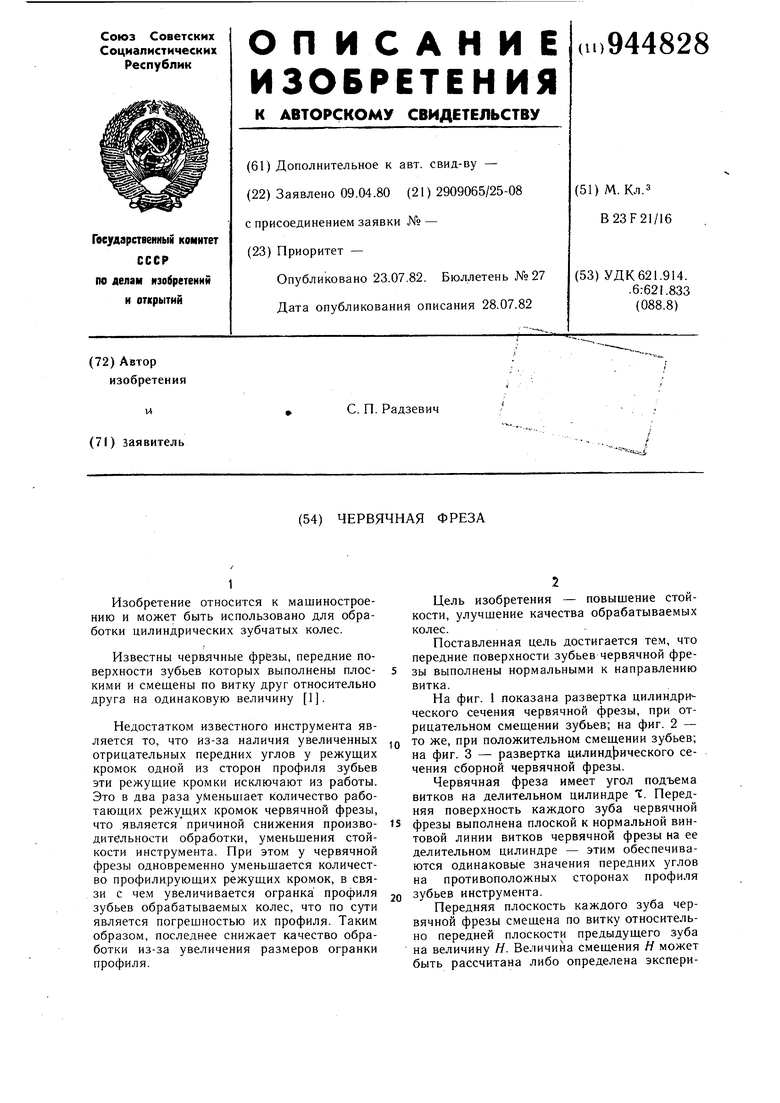
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| Червячная фреза | 1984 |
|
SU1187936A1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2151671C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |