I
Изобретение относится к машиностроению, к области зубообрабогки и может быть использовано при обработке цилиндрических зубчатых колес преимущественно крупного модуля.
Цель изобретения - повышение стойкости червячной фрезы путем перераспределения задних углов боковых профилирующих кромок ее зубьев.
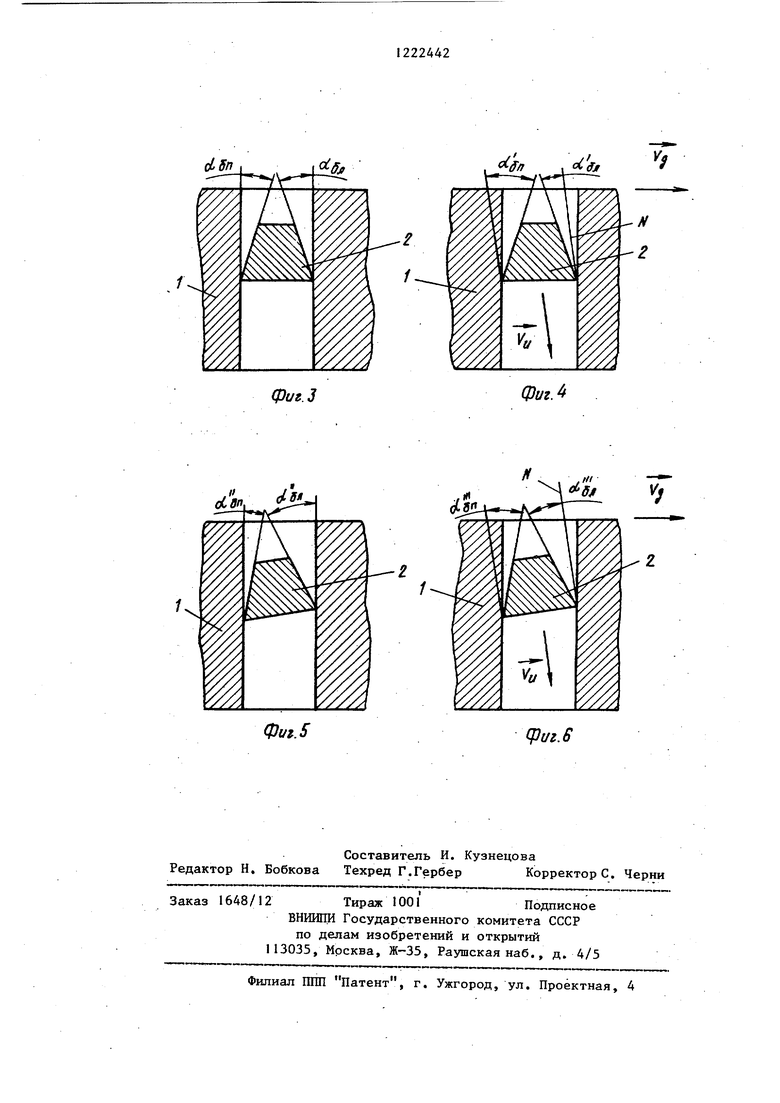
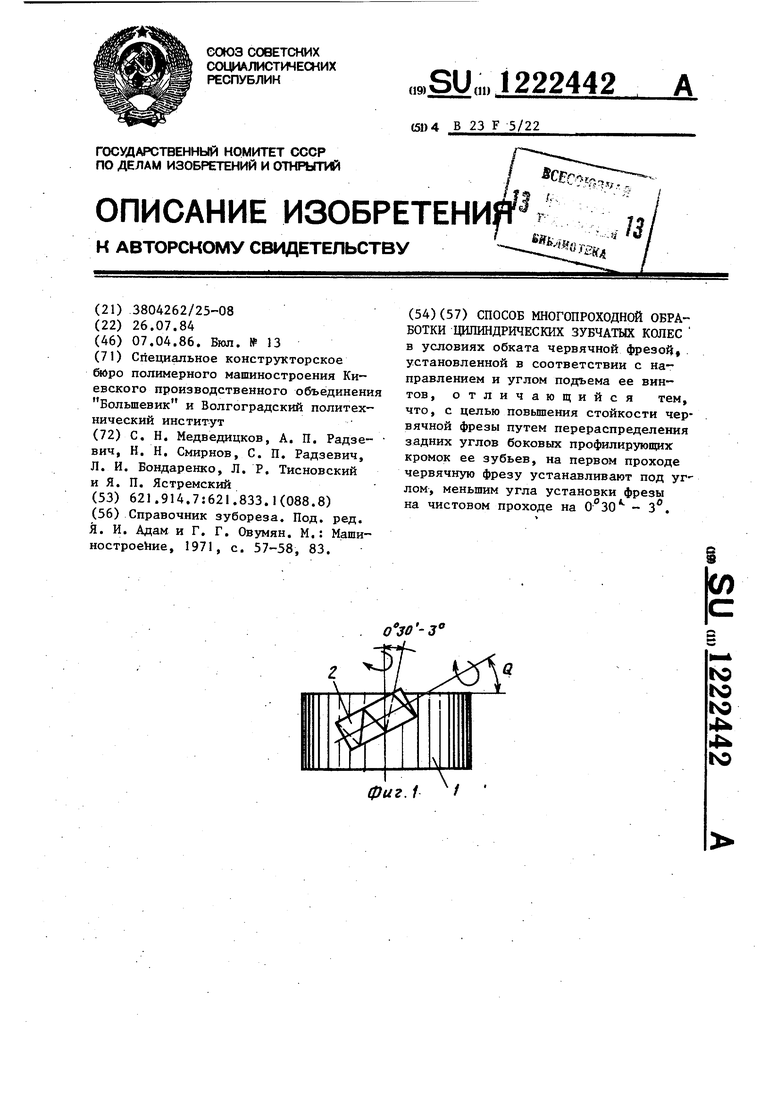
На фиг. 1 и 2 показаны схемы установки червячной фрезы при обработке прямозубого колеса соответственно на первом черновом и втором (чистовом) проходах; на фиг. 3 и 4- развертки на плоскости фрагмента сечения по среднему цилиндру обрабатываемого зубчатого колеса в статике и динамике соответственно; на фиг. 5 и 6.- развертки на плоскость фрагмента сечения по среднему цилиндру обрабатываемого колеса в статике и динамике соответственно.
При обработке цилиндрических зубчатых колес по предлагаемому способу на первом проходе фрезерования из-за уменьшения технологического угла установки на О 30 v 3°00 по отношению к его номинальному значению происходит перераспределение задних углов у боковых профилирующих режущих кромок зубьев червячной фрезы как в статике (фиг. 3), так и в динамике (фиг. 4). В первом случае задние углы «х; ел и Бц соответственно у правой и у левой боковых режущих кромок зубьев червячной фрезы отсчитываются от обработанной поверхности зубьев
6Р
детали 1, а во втором - углы ( отсчитьшаются от направления, коллинеарного направлению N резуль224422
тирующей скорости относительного движения детали 1 и червячной фрезы 2 и которое определяется векторной суммой мгновенных линейных скоростей
5 п и V( .вращательного движения соот- ветстренно детали 1 и инструмента. За счет уменьшения технологического угда установки на - 3 00 на столько же увеличивается задний
10 угол «5д и наиболее интенсивно изнашивающейся выходной боковой режущей кромки зубьев инструмента, чем повышается ее стойкость, лимитирующая стойкость всего инструмента.
15 На втором, чистовом проходе фрезерования технологический угол установки червячной фрезы 2 равен его номинальному значению. Поэтому зад- ,ние углы в статике равны и о рд
20 (фиг. 5), а в динамике - соответственно oi и о: (фиг. 6). Поскольку на втором проходе производится удаление небольшого объема материала из впадин между зубьями заготовки,
25 то неблагоприятное соотношение задних углов у боковых режущих кромок противоположных боковых сторон профиля зубьев червячной фрезы в этом случае не оказьшает существенного влияния
30 на стойкость инструмента.
Введение корректировки в значение технологического угла установки червячной фрезы позволяет выравнять
,, кинематические задние углы у противоположных боковых режущих кромок ее зубьев, в результате чего также выравнивается интенсивность износа режу пщх кромок, что обеспечивает
4Q повьш1ение стойкости инструмента.
QHOM
Фиг.г
Фиг.З
ФигЛ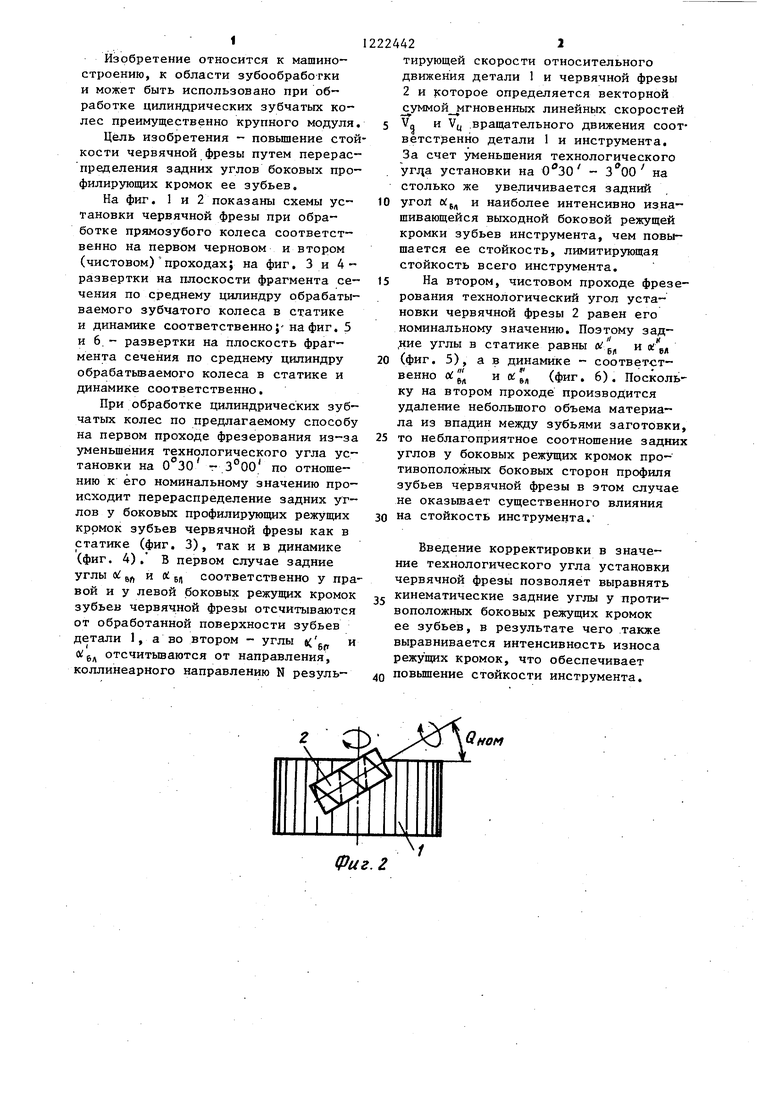
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1984 |
|
SU1187936A1 |
| Червячная фреза | 1980 |
|
SU990444A1 |
| Червячная фреза | 1980 |
|
SU944828A1 |
| Червячная фреза | 1983 |
|
SU1134318A2 |
| Косозубый долбяк | 1980 |
|
SU956187A1 |
| Способ профилирования долбяка | 1988 |
|
SU1641535A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| Червячная фреза | 1987 |
|
SU1537425A1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
Фиг.Е
Составитель И. Кузнецова Редактор Н. Бобкова Техред Г.Гербер Корректоре. Черни
Заказ 1648/12 Тираж 1001Подписное
ВНИШга Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фипиал imn Патент, г. Ужгород, ул. Проектная, 4
фиг. 6
| Справочник зубореза | |||
| Под | |||
| ред | |||
| Я | |||
| И | |||
| Адам и Г | |||
| Г | |||
| Овумян | |||
| М.: Маши- ностроейие, 1971, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
