(54) ЧЕРВЯЧНАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1984 |
|
SU1187936A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
| Червячная фреза | 1980 |
|
SU944828A1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| Червячная фреза | 1983 |
|
SU1134318A2 |
| Червячная фреза | 1987 |
|
SU1537425A1 |
| Косозубый долбяк | 1980 |
|
SU956187A1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| Червячная фреза | 1980 |
|
SU946833A1 |
1
Изобретение относится к машиностроению, приборостроению и инструментальному производству и может быть использовано для нарезания зубчатых деталей, например зубчатых колес, преимущественно с большим числом зубьев.
Наиболее близкой к изобретению является червячная фреза для нарезания цилиндрических зубчаты-х колес, зубья заходной и профилируюш ей частей которой имеют переднюю поверхность 1.
Недостатком известной червячной фрезы является ограниченная стойкость, так каи зубья заходной части быстро изнашиваются.
Целью изобретения является повышение стойкости червячной фрезы.
Для достижения цели передняя поверхность зубьев заходной части развернута относительно передней поверхности зубьев профилируюаей части в радиальном и тангенциальном направлениях.
При этом передняя поверхность зубьев заходной части выполнена плоской или винтовой.
Кроме того, заходная часть выполнена с обеих сторон фрезы.
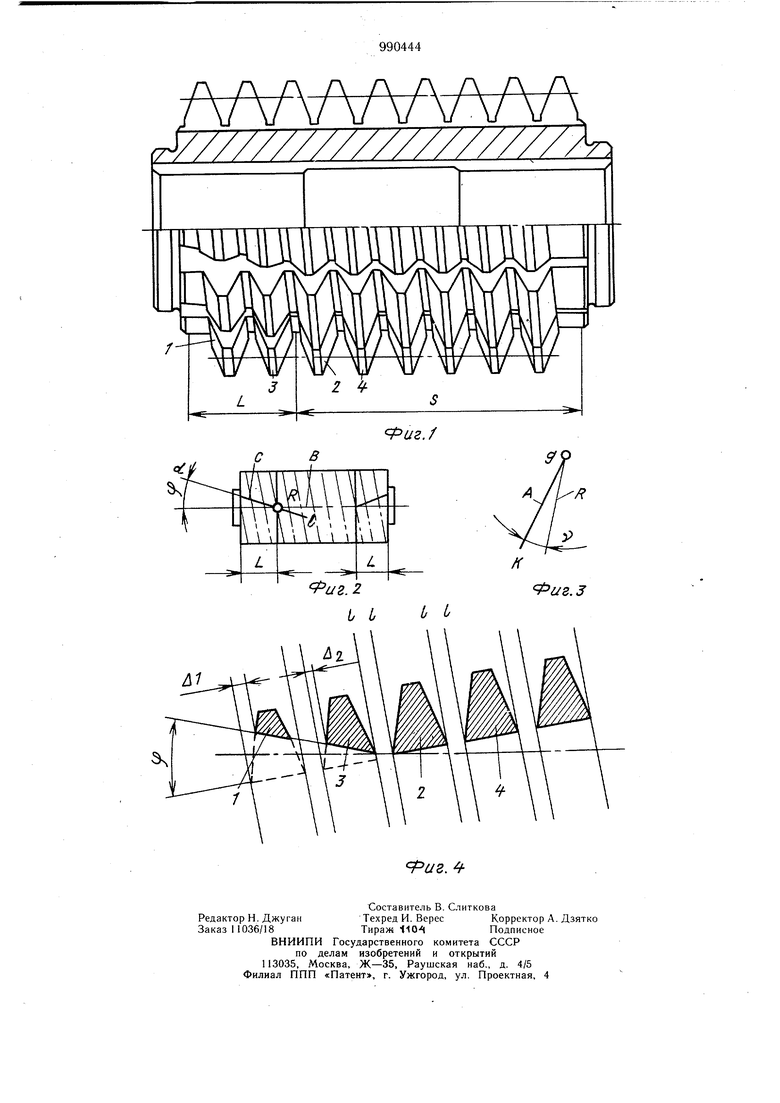
На фиг. Г изображена фреза, общий вид; на фиг. 2 - схема разворота передней поверхности в ее радиальном направлении; на фиг. 3 - то же, в тангенциальном направлении; на фиг. 4 - развертка сечения
червячной фрезы ее начальным цилиндром. Червячная фреза имеет заходную часть длиной L и профилирующую часть длиной S. Передняя поверхность А зубьев 1 заходной части L развернута относительно перед
10 ней поверхности В зубьев 2 профилирующей части S в радиальном и тангенциальном направлениях.
Положение передней поверхности А зубьев заходной части определяется двумя углами: углом f поворота в радиальном на15 правлении и углом 9 поворота в тангенциальном направлении. Передняя поверхность В зубьев 2 профилирующей части проходит через ось червячной фрезы. Через точку, лежащую в передней пов ерхности зуба чер20 вячной фрезы на ее -наружном цилиндре в конце заходной части, проходит радиус R (нормален плоскости чертежа (фиг. 2), изображен точкой R). Плоскость С.проходит через радиус R под углом «г к поверхности. В, следовательно, плоскость С повернута относительно поверхности В в радиальном направлении на угол . В плоскости С проходит прямая dl, касательно к наружному цилиндру червячной фрезы в конце ее заходной части. На фиг. 2 прямая dl совпадает с проецирующейся в линию плоскостью С, а на фиг. 3 прямая dl проецируется в точке g. Поворачивая плоскость С в тангенциальном направлении- (вокруг прямой dl) на угол ) , получают положение передней плоскости А зубьев заходной части (на фиг. 3 плоскость А проецируется в линию gK). Если передняя поверхность зубьев заходной части червячной фрезы винтовая то ее положение определяется аналогично рассмотренному примеру для червячной фрезы с плоской передней поверхностью зубьев заходной части с той лишь разницей, что угол наклона винтовой передней поверхности зубьев заходной части будет отличаться от соответствующего угла на профилирующей части червячной фрезы на угол чр .
Поворот передней поверхности зубьев заходной части червячной фрезы в радиальном направлении на угол ч обеспечивает образование передних углов (не показаны) у вершинных режущих кромок зубь ев заходной части и смещение боковых и вершинных режущих кромок зубьевзаходной части с поверхности исходного червяка.
В одном ряду фрезы расположены зубья 1-4 (фиг. 4). Исходный червяк, который должен воспроизвести режущие кромки зубьев червячной фрезы в относительном движении, пересекается начальным цилиндром по винтовым линиям, которые на развертке изображены прямыми линиями, т. е. боковые режущие кромки профилирующих зубьев 2 и 4 находятся на поверхности исходного червяка. Выполнение передней поверхности зубьев 1 и 3 заходной части развернутыми относительно передней поверхности профилирующих зубьев 2 и 4 способствует разгрузке наиболее нагруженных зубьев 1 и 3 и догрузке менее загруженных зубьев 2 и 4, что ведет к повышению общей стойкости инструмента. Левая боковая кромка зуба 1 смещена с витка на & , а зуба 3 - на AZ . Соответствующим образом уменьшается и толщина срезаемого ими припуска, т. е. уменьшается нагрузка на наиболее загруженные зубья 1 и 3 и таким образом увеличивается их стойкость, а следовательно, и стойкость инструмента в целом. Рациональные значения углов Ч к у могут быть определены экспериментально для каж дого конкретного случая обработки.
Важным эксплуатационным преимуществом предлагаемой червячной фрезы является то, что технология ее изготовления мало отличается от технологии изготовления стандартного инструмента, особенно в случае плоской передней поверхности зубьев заходной части.
Применение предлагаемых червячных фрез позволяет увеличить стойкость инструмента.
Формула изобретения
выполнена винтовой.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 297439, кл. В 23 F 21/16, 1969,
