СО
со со ел Изобретение относится к размерной электрохимической обработке, в частнести к плоскому и профильному шлифованию. Известно устройств.0 для размерной электрохимической обработки вращающимся электродом-инструментом, внутренняя поверхность которого через вы полненные на его периферии отверстия для подачи электролита соединена с рабочей зоной lJ . Недостатком известного устройства является невозможность предотвращения образования на обрабатываемой по верхности пассивной пленки, что приводит к резкому снижению плотности технологического тока в межэлектродном зазоре и уменьшению производител ности обработки. Цель изобретения - повьшение производительности обработки. Указанная цель достигается, тем, что устройство для размерной электрохимической обработки вращающимся электродом-инструментом, внутренняя поверхность которого через выполненные на его периферии отверстия для подачи электролита соединена с рабочей зоной, снабжейо охватывающим эпе трЬд-инструмент неподвижным кожуком, на внутренней поверхности которого закреплены направленные к оси электрода-инструмента пластины толщиной 0,2-1,0 мм, установленные с зазором 0,01-0,05 мм к рабочей поверхности электрода-инструмента, На фиг.1 изображено предлагаемое устройство, разрез,) на фиг.2 - схема обработки; на фиг.З - вид А на фиг.1. Устройство состоит из полого элек трода-инструмента 1 с отверстиями 2 для подачи электролита в зону обрабо ки, который закреплен на валу 3, и металлического кожуха 4, установленного снаружи соосно с электродом-инструментом 1 и закрепленного на шлифовальной головке 5 станка. На металлическом кожухе 4 консольно закреплены тонкие пластины 6толщииой 0,2 - 1 мм, которые с зазором 0,01 - 0,05 мм радиально подходят к поверхности электрода-инструмента 1 Внутрь вращающегося электрода-инструмента 1 установлено сопло 7, через которое подается электролит. Обр)абатываемая деталь 8 установлена с зазором по отношению к электроду-инструменту . Устройство работает следующим образом. Приводится во вращение электродинструмент 1, на внутреннюю поверхность которого через сопло 7 подают электролит. Вырывающиеся из от верстий 2 под действием центробежных сип частицы электролита воздействуют на койсольные тонкие плас- тины 6 металлического кожуха 4, в результате чего последние приходят в колебательное движение. Длина пластин 6 выбирается из условия соЗ|Дания колебаний их свободных концов с резонансной ультразвуковой частотой. Колеблющиеся с резонансной ультразвуковой частотой свободные концы пластин приводят в колебательное движение частицы электролита. Воз бужденные до резонансной ультразвуковой частоты частицы электролита прогоняются вращающимся электродом-инструментом 1 через межэлектродный зазор и предотвращают образование на обрабатываемой поверхности детали пленки пассивации, что приводит к увеличению плотности технологического тока и повышению производительности процесса. Пример. Бьши проведены испытания устройства на электрохимическом профильном-шлифовальном станке ЗЭ70ВФ2. В качестве электролита использовали 15%-ный раствор поваренной соли (NaCl). Материал обрабатываемых образцов - жаропрочный сплав ЖС6-К Размеры образцов 70x15x15 мм. Материал катода - нержавеющая сталь XI8Н9Т,.Скорость вращения катода 30 м/с, напряжение в зоне обработки 8 В, глубина обработки 3 мм, скорость подачи стола Vp 6 мм/мин. Первый образец обработали электродом-инструментом без кожуха, оснащенного тонкими консольными гшастинами, шесть образцов обработали с кожухом с пластинами различной длины: 10, 20, 30, 40, 50 и 64 мм. Зазор между катодом и кожухом вьщерживали в пределах 0,01-0,05 мм. Испытания показали, что увеличение длины тонких консольных пластин более 50 мм незначительно влияет на рост производительности обработки, при этом усложняется конструктивное выполнение устройства.
Сравнительные испытания показали, что если при обычном электрохимическом шлифовании образца из ЖСб-К щютность тока соответствует 42 А/см , то при использовании
предлагаемого устройства плотность тока возрастает до 100110 А/см, и соответственно в 2-2,5 раза увеличивается съем металла.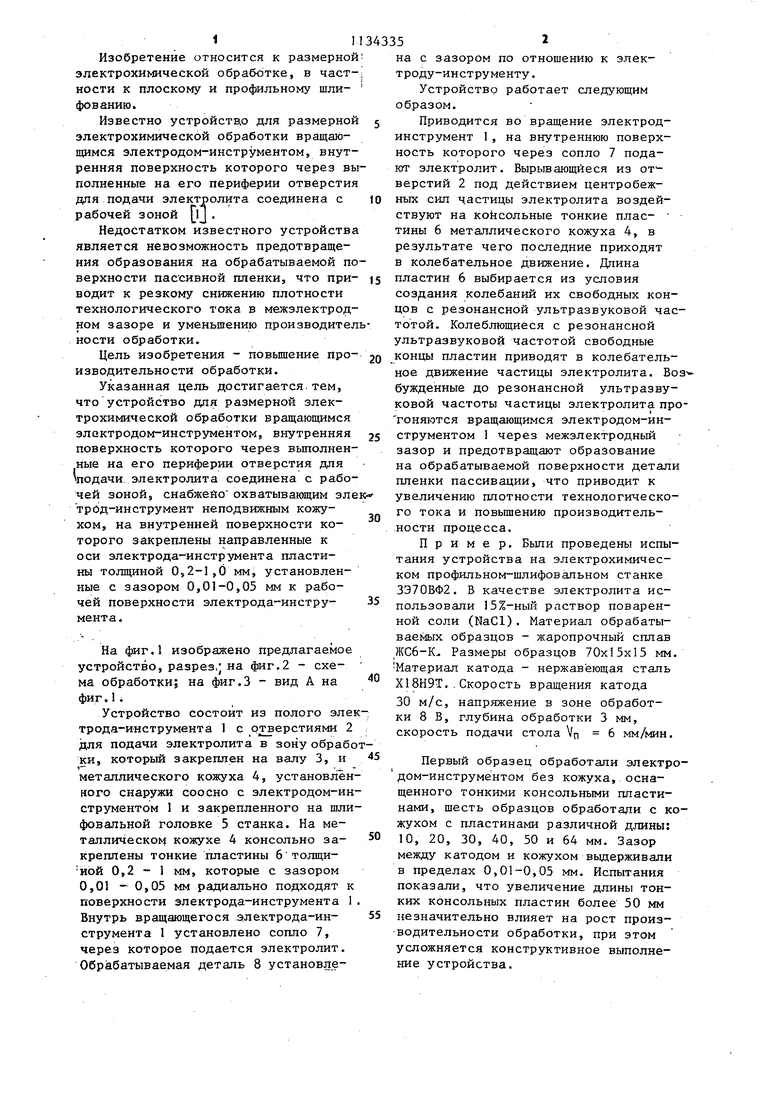

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| Способ импульсной электрохимической размерной обработки | 1981 |
|
SU1002123A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
УСТРОЙСТВО ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ вращающимся электродом-инструментом, внутреняя поверхность которого через выполненные на его периферии отверстия для подачи электролита соединена с рабочей зоной, о тл ич ающе ес я тем, что, с целью повьппения производительности обработки, оно снабжено охватывающим электрод-инструмент неподвижным кожухом, на внутренней поверхности которого закреплены направленные к оси вращения электрода-инструмента пластины толщиной 0,2-1,0 мм, установленные с зазором 0,01-0,05 мм к рабочей поверхности электрода-инструмента.
3
фигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU810423A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , | |||
