1
Изобретение касается электрофизических и электрохимических методов обработки металлов, в частности к конструкциям электродов-инструментов для электрохимической обработки, и может быть использовано, например, при плоском и профильном шлифовании.
Известен электрод-инструмент для электрохимической обработки, который вынолнен в виде полого тела вращения, снабженного в рабочей части отверстиями для подачи электролита в зону обработки, рабочая часть электрода надета на неподвижную втулку с узким продольным пазом, направленным в зону обработки 1.
Недостатком известного электрода-инструмента является низкая частота упругих колебаний, возникающих в электролите вследствие перепада давлений в отверстиях в зоне обработки и в зоне выхода из нее, что не позволяет значительно повысить качество обработки и производительность. Частота упругих колебаний в этом случае будет определяться зависимостью / п-г, где п - число оборотов электрода-инструмента в 1 с, а г - число отверстий на электродеинструменте. В данной конструкции отверстия расположены равномерно по окружности, чем и ограничивается их количество для достижения ультразвуковых колебаНИИ, которые позволяют значительно повысить качество обработки и съем металла. Увеличение же скорости вращения электрода-инструмента ограничено техническими возможностями.
Цель изобретения - новыщенне качества электрохимической обработки.
Это достигается тем, что отверстия расположены неравномерно по щирине диска и но длине его окружности.
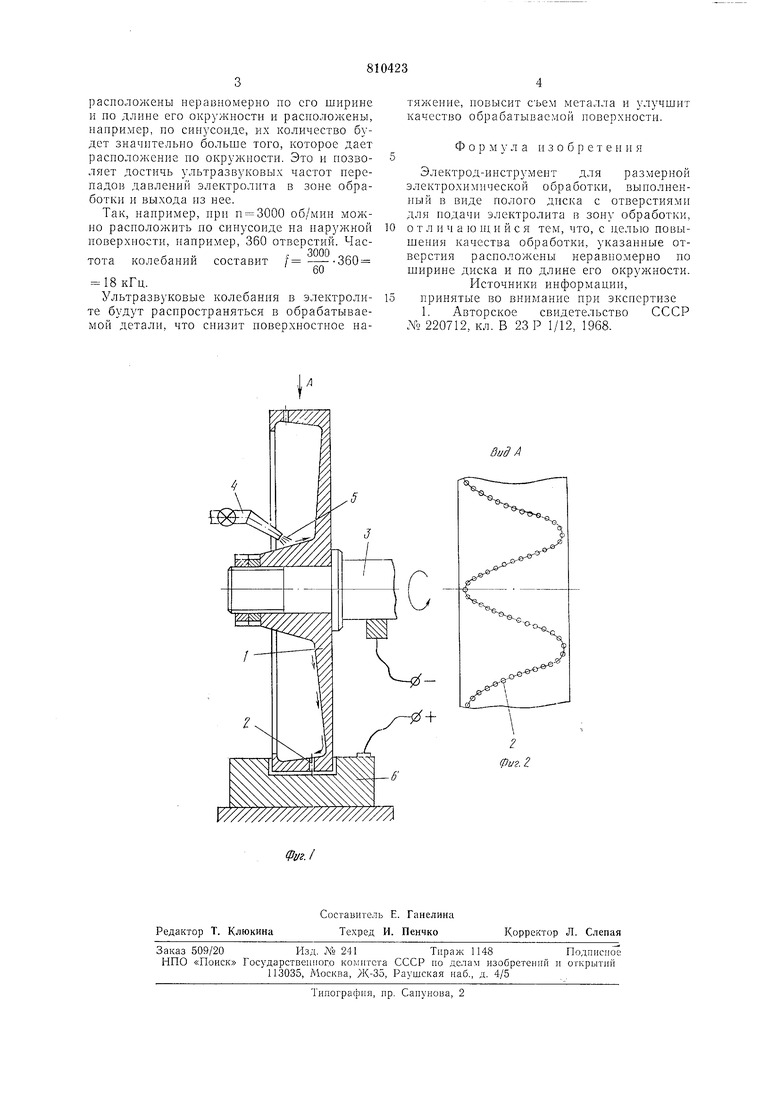
На фиг. 1 схематически изображен электрод-инструмент; на фиг. 2 - вид Афиг. 1. Электрод-инструмент выполнен в виде полого диска 1 с отверстиями 2 для иодачи
электролита в зону обработки, который закреплен на валу 3. Отверстия на диске выполнены неравномерно по всей ширине наружной поверхности диска и по длине его окружности, например, по синусоиде.
Устройство работает следующим образом.
Приводится во вращение диск 1, во внутреннюю полость которого через сопло 4 подается электролит 5, который под действием центробежных сил поступает через отверстия 2 в зону обработки, образуя в зазоре между деталью 6 и диском 1 слой электролита. Диск 1 и деталь 6 подключены к разноименным полосам источника тока. За счет того, что отверстия на диске
располол ены неравномерно по его ширине и по длине его окружности и располол ены, например, по синусоиде, их количество будет значительно больше того, которое дает расположение по окружности. Это и позволяет достичь ультразвуковых частот перепадов давлений электролита в зоне обработки и выхода из нее.
Так, например, нри п 3000 об/мин можно расположить по синусоиде на наружной поверхности, например, 360 отверстий. Часf 3000 „„„.
тота колеоании составит
60
18 кГц.
Ультразвуковые колебания в электролите будут распространяться в обрабатываемой детали, что снизит поверхностное натяжение, повысит съем металла и улучшит качество обрабатываемой поверхности.
Формула изобретения
Электрод-инструмент для размерной электрохимической обработки, выполненный в виде полого диска с отверстиями для подачи электролита в зону обработки, отличаюшийся тем, что, с целью повышения качества обработки, указанные отверстия расположены неравномерно по ширине диска и по длине его окружности.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №. 220712, кл. В 23 Р 1/12, 1968.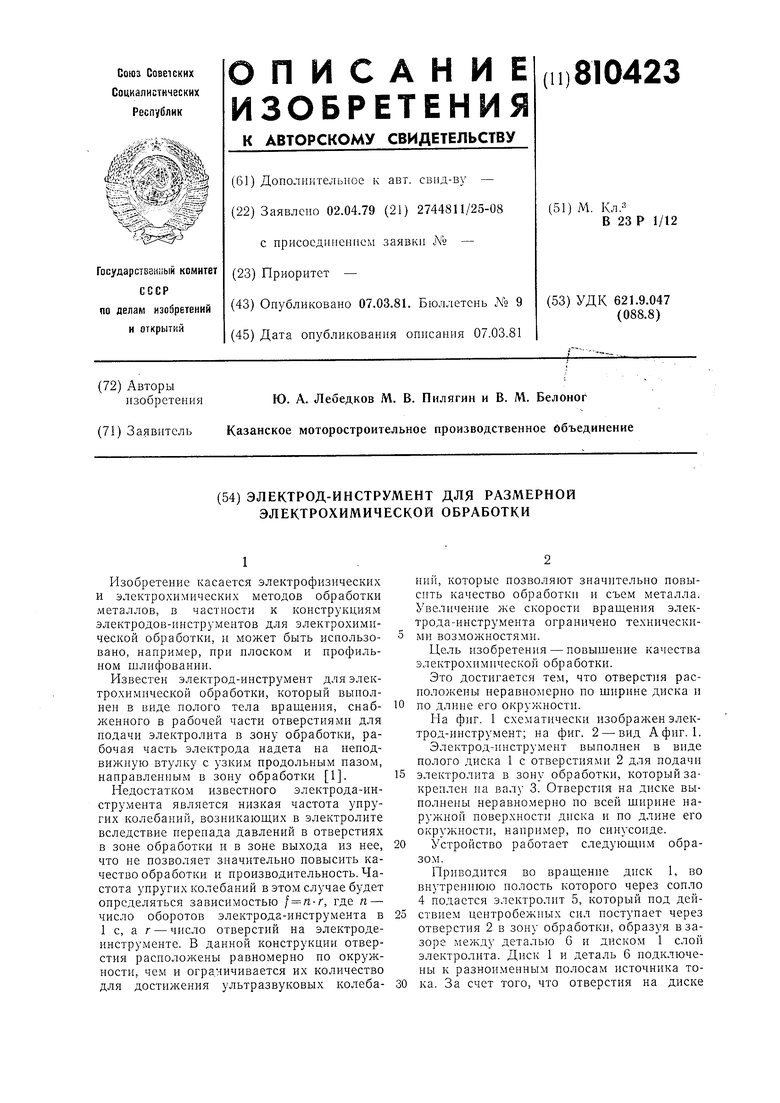
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2072002C1 |
| Способ электрохимической обработки импульсами технологического тока | 1980 |
|
SU944850A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| Устройство для размерной электрохимической обработки | 1983 |
|
SU1134335A1 |
| Способ электрохимической размерной обработки металлов | 1981 |
|
SU1007889A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2165341C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРОМОК КАНАЛОВ | 2005 |
|
RU2303087C2 |
W////// //////////////A
