Изобретение относится к способам охпа кдения проката в потоке стана или при его термообработке и может быт| использовано для охлаждения мелкосортного проката, например арматуры иди катанки.
; Иёвестен способ охлаждения проката в камере охлаждения движущимся-.пороком охладителя, направленным вдоль
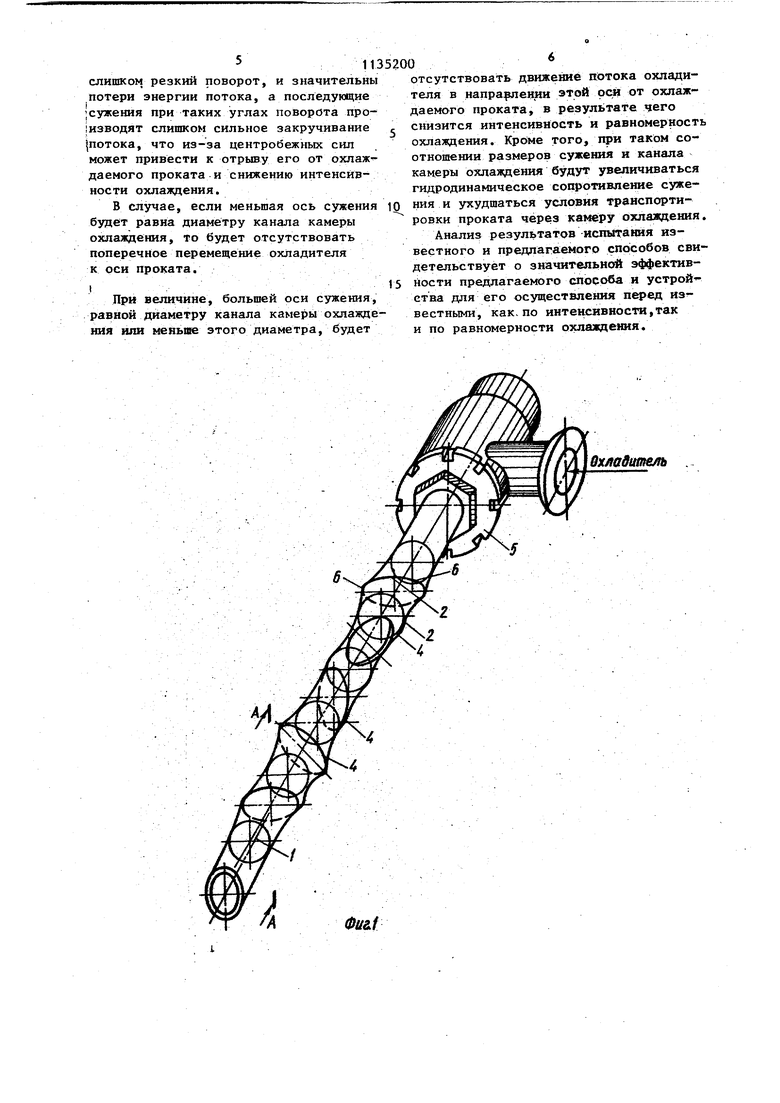
«си проката, когда потоку охладителя придают колебания в направлении, перпендикулярном его оси р. Этот способ осуществляется в устройстве, содержащем нагнетающую форсунку и камеру охлаждения с местными сужениями, образуе о 1ми криволинейными выступами, чередуюоршися в шахматном порядке на противоположных стенках камеры охлаждения. Цепью изобретения является иитенеифика|ср{я процесса охлая цения и повышение качества проката за счет улучшения равномерности охлаждения. Поставленная цель достигается тем, что в способе охяавдения проката, пре имущественно арматуры и катанки, в камере охлаящения потоком охладителя, направленным вдоль оси проката с коле баниями в направлении, перпендикулярном его оси, колебания совершают во взаимно перпендикулярных направлениях относительно оси проката с движением потока охладителя в одном направлеНИИ к оси проката, а в другом - ют нее, при этом потоку охладителя допол нительно придают вращательное движение относительно оси проката. Осуществляют этот способ в устройстве, содержащем нагнетаювопо форсунку и ка меру охлаждения ,с местшФш сужениями I по дпине ее канала, имекяцими в поперечном сечении канала камеры охлаждё, ния форму овала, причем меньшая ось овала меньше диаметра канала камеры охлаждения, а большая - превышает 9ТОТ диаметр, и каждое последующее сужение повернуто в одну и ту же сторону относительно прёДЁЗдущёго. на угол 30-60. Вращение охладителя увеличивает скорость его движения относительно Проката и тем саньм повйшает интенсив ность охлаждения. За счет перемещения в поперечном сечении камеры охлаждеаия потока охладителя при его вращении смещ иотся относительно поверхности проката паровые пуз1фи, окалина, различно нагретые потоки охладителя, н тем самьм повышается равномерность охлаждения проката. Пример, Периодический профиль № 10 из стали 35ГС, выходявщй из последней клети стана со скоростью 22 м/с охлая али в камере потоком охладителя, подаваемым через нагнетаюШУЮ форсунку под давлением 2,5 Ша, Температура профиля перед охлаждающим устройством составляла 1030-1070 С. В .камере охлаждения потоку придавали ко лебания от стенок камеры к оси проката в одном направлении и от оси прока та к стенкам камеры в направлении, перпендикулярном указанному Одновре;менно потоку охладителя придавали вра пчательное относительно оси Проката движение. Частота колебаний состав- I ляла 110 Гц, а скорость вращения по110. 4 тока охладителя - 50 . При таких условиях температура конца ускоренного охлаясдения составляла 720-750с. . Для сравнения проводили охлаждение этого же профиля по способам, описанным в аналоге ij и прототипе . Результаты испытаний приведены в таблице. На фиг. 1 изображено устройство для осуществления предлагаемого способа, общий вид; на фиг,2 - разрез А-А на фиг. 1. Устройство содержит нагнетаняцую форсунку 1 и камеру 2 охлаждения с местными сужениями 3, имекящми в поперечном сечении канала камеры охлаждения форму овала, при этом меньшая ось 4овала меньше диаметра канала камеры 5охлаждения, а большая б - превышает этот диаметр. Любое последующее местное сужение повернуто относительно предыдущего на угол 30 о 60. Устройство работает следующим образом. В нагнетавщую. форсунку 1 подают под давлением охладитель. Передний конец охлаждаемого проката вводят в камеру 2 охлаждения. При этом поток охладителя, проходя через овальные .сужения 3, растекается в направлении большей оси овала от оси проката и приближается к охлаждаемому прокату в местах сужения с малой осью 4, т.е он приобретает симметричные относительно оси проката колебания в двух направлениях. Перемещаясь по длине камеры охпая1дения, поток охладителя последовательно проходит все местные сужения 3, благодаря их последовательному повороту одновременно с колебательным приобретает вращательное движение. интервала угла поворота 30-60 каждого последующего сужения относительно предыдущего объясняется следующим. При углах меньше ЗО и длинах камер охлаждения, применяняцихся на современных станах, не удается создать вращакщийся поток охладителя, обеспечивающий равномерное омывание проката в течение всего цикла охлаждения. При углах поворота сужений более 60 у первы: по направлению движения потока охладителя сужений, когда охладитель еще движется прямолинейно,. за1фучивание потока затруднено, так как ему необходимо выполнить слишком резкий поворот, и значительны потери энергии потока, а последующие сужения при таких углах поворота проI изводят слишком сильное закручивание (потока, что из-за центробежных сил может привести к отрыву его от озспаждаемого проката и снижению интенсивности охлаждения. В случае, если меньшая ось сужения будет равна диаметру канала камеры охлаждения, то будет отсутствовать поперечное перемещение охладителя к оси проката. I . При величине, большей оси сужения, равной диаметру канала камеры охлажде ния или меньше этого диаметра, будет отсутствовать движение потока охладителя в напра:ртении этой оси от охлаждаемого проката, в результате чего снизится интенсивность и равномерность охлаяздения. Крбме того, при таком соотношении размеров сужения и канала камеры охлаждения будут увеличиваться гидродинамическое сопротивление сужения и ухудшаться условия транспортировки проката через камеру охлаждения. Анализ результатов испьГгания известного и предлагаемого способов свидетельствует о значительной эффективности предлагаемого способа и устройства для его осуществления перед из вестными, как.по интенсивности,так и по равномерности охлаждения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения проката | 1982 |
|
SU1039971A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889170A1 |
| Устройство для охлаждения проката | 1982 |
|
SU1065057A1 |
| Устройство для охлаждения проката | 1989 |
|
SU1668420A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| Устройство для охлаждения проката | 1986 |
|
SU1433989A1 |
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| Устройство для охлаждения катанки | 1979 |
|
SU845922A1 |
| Устройство для ускоренного охлаждения сортового проката | 1989 |
|
SU1577902A1 |

1. Способ охлаждения проката, преимущественно арматуры и катанки, в камере охлаждения потоком охладителя, направленным вдоль оси проката, с колебаниями в направлении, перпендикулярном его оси, отличающийся тем, что, с целью интенсификации процесса охлаждения и улучшения качества проката за счет повышения равномерности охлаждения, колебания совершают во взаимно перпендикулярньрс направлениях относительно оси проката с движением потока охладителя в одном направлении к оси проката, а в другом - от нее, при этом потоку охладителя дополнительно придают вращательное движение относительно оси проката, 2. Устройство для охлаждения проката, содержащее нагнетающую форсунку и камеру охлаждения с местными сужениями по длине ее канала, отличающееся тем, что, с целью интенсификации процесса охлаждения и улучшения качества проката за счет 8 повьшения равномерности охлажденияj местное сужение в поперечном сечении канала камеры охлаждения имеет форму овала, причем меньшая ось овала меньше диаметра канала камеры охлаждения, а большая - превышает этот диаметр, и каждое последующее сужение повернуто в одну и ту же сторону lAd относительно предьщущего на угол 30-60. :п ю
вхладат Фи& ль
1М
фиг. 2
| Устройство для охлаждения проката | 1976 |
|
SU582864A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Свайный вибромолот | 1954 |
|
SU101110A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
