дается профиль 8,подбирают из условия прохождения переднего конца проката максимального профилеразмера. Обычно при прокатке круглых и арматурных профилей диаметр внутреннего канала составляет 2-2,5 диаметра раската. Компактность устройства, характеризующаяся его длиной, выбирается из расчета минимальной длины, необходимой для охлаждения максимального профилеразмера проката с критической скоростью охлаждения. Расход воды определяется минимальным с условием создания условий охлаждения.
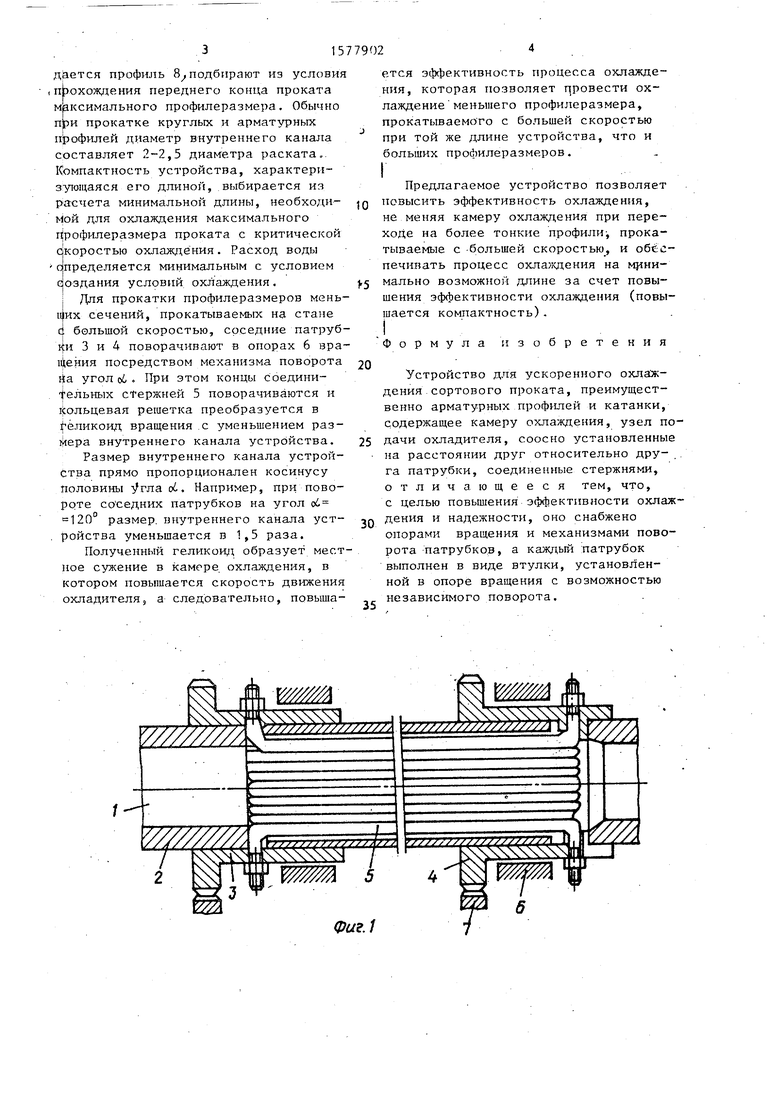
Для прокатки профилеразмеров меньших сечений, прокатываемых на стане с большой скоростью, соседние патрубки 3 и 4 поворачивают в опорах 6 вращения посредством механизма поворота на угол об. При этом концы соединительных стержней 5 поворачиваются и кольцевая решетка преобразуется в гепикоид вращения с уменьшением размера внутреннего канала устройства.
Размер внутреннего канала устройства прямо пропорционален косинусу половины у гла od. Например, при повороте соседних патрубков на угол о6 120 размер внутреннего канала устройства уменьшается в 1,5 раза.
Полученный геликоид образует местное сужение в камере охлаждения, в котором повышается скорость движения охладителя, а следовательно, повыша
ется эффективность процесса охлаждения, которая позволяет провести охлаждение меньшего профилеразмера, прокатываемого с большей скоростью при той же длине устройства, что и больших профилеразмеров.
I
Предлагаемое устройство позволяет повысить эффективность охлаждения, не меняя камеру охлаждения при переходе на более тонкие профили, прокатываемые с большей скоростью, и обеспечивать процесс охлаждения на минимально возможной длине за счет повышения эффективности охлаждения (повышается компактность).
Формул
изобретения
Устройство для ускоренного охлаждения сортового проката, преимущественно арматурных профилей и катанки, содержащее камеру охлаждения, узел подачи охладителя, соосно установленные на расстоянии друг относительно друга патрубки, соединенные стержнями, отличающееся тем, что, с целью повышения эффективности охлаждения и надежности, оно снабжено опорами вращения и механизмами поворота патрубков, а каждый патрубок выполнен в виде втулки, установленной в опоре вращения с возможностью независимого поворота.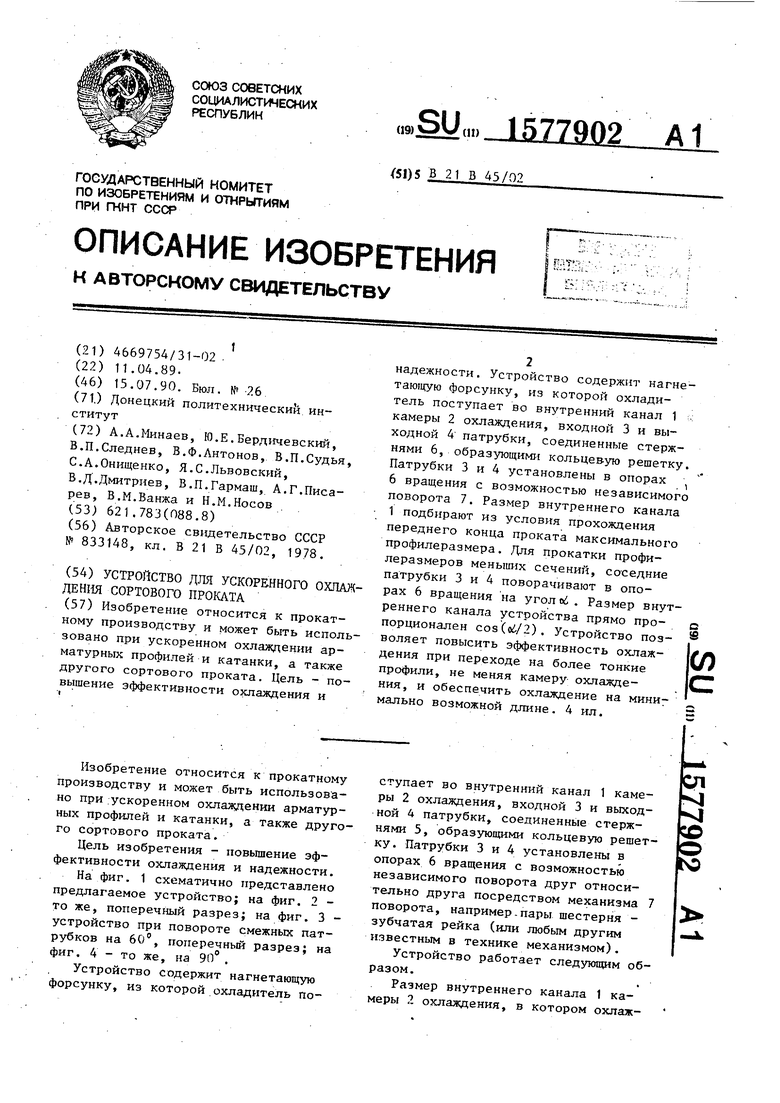
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ | 2008 |
|
RU2360979C1 |
| Способ поверхностной обработки движущегося проката охлаждающей средой | 1986 |
|
SU1398943A1 |
| Способ поверхностной обработки движущегося проката | 1988 |
|
SU1588781A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Устройство для термической обработки и гидротранспортирования прокатных изделий | 1981 |
|
SU1002372A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Устройство для охлаждения сортового проката | 1985 |
|
SU1340857A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМООБРАБОТКИ СОРТОВОГО ПРОКАТА В МНОГОСЕКЦИОННЫХ ТЕРМОУПРОЧНЯЮЩИХ УСТАНОВКАХ | 2005 |
|
RU2299916C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2222611C1 |
Изобретение относится к прокатному производству и может быть использовано при ускоренном охлаждении арматурных профилей и катанки, а также другого сортового проката. Цель - повышение эффективности охлаждения и надежности. Устройство содержит нагнетающую форсунку, из которой охладитель поступает во внутренний канал 1 камеры охлаждения 2, входной 3 и выходной 4 патрубки, соединенные стержнями 5, образующими кольцевую решетку. Патрубки 3, 4 установлены в опорах вращения 6 с возможностью независимого поворота 7. Размер внутреннего канала 1 подбирают из условия прохождения переднего конца проката максимального профилеразмера. Для прокатки профилеразмеров меньших сечений, соседние патрубки 3, 4 поворачивают в опорах вращения 6 на угол α. Размер внутреннего канала устройства прямо пропорционален COS(Α/2). Устройство позволяет повысить эффективность охлаждения при переходе на более тонкие профили, не меняя камеру охлаждения, и обеспечить охлаждение на минимально возможной длине. 4 ил.
8 Фиг. 2
Редактор Ю.Середа
Техред М.Ходанич Корректор М.Пожо
Заказ 1877
Тираж 418
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.З
Фиг А
Подписное
| Устройство для охлаждения проката | 1978 |
|
SU833148A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
