Изобретение относится к черной металлургии, а именно к прокатному производству, и может быть использовано для охлаждения катанки, арматуры и другого сортового проката в процессе прокатки.
Цель изобретения - увеличение срока службы устройства путем уменьшения износа выступов.
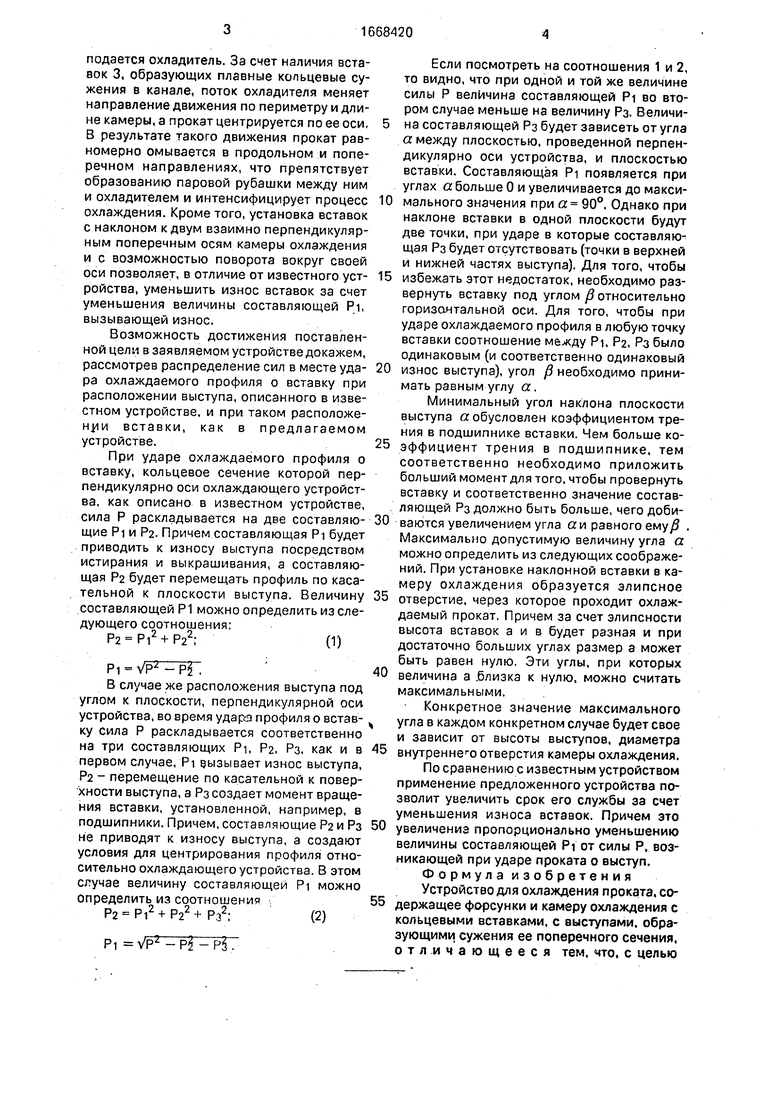
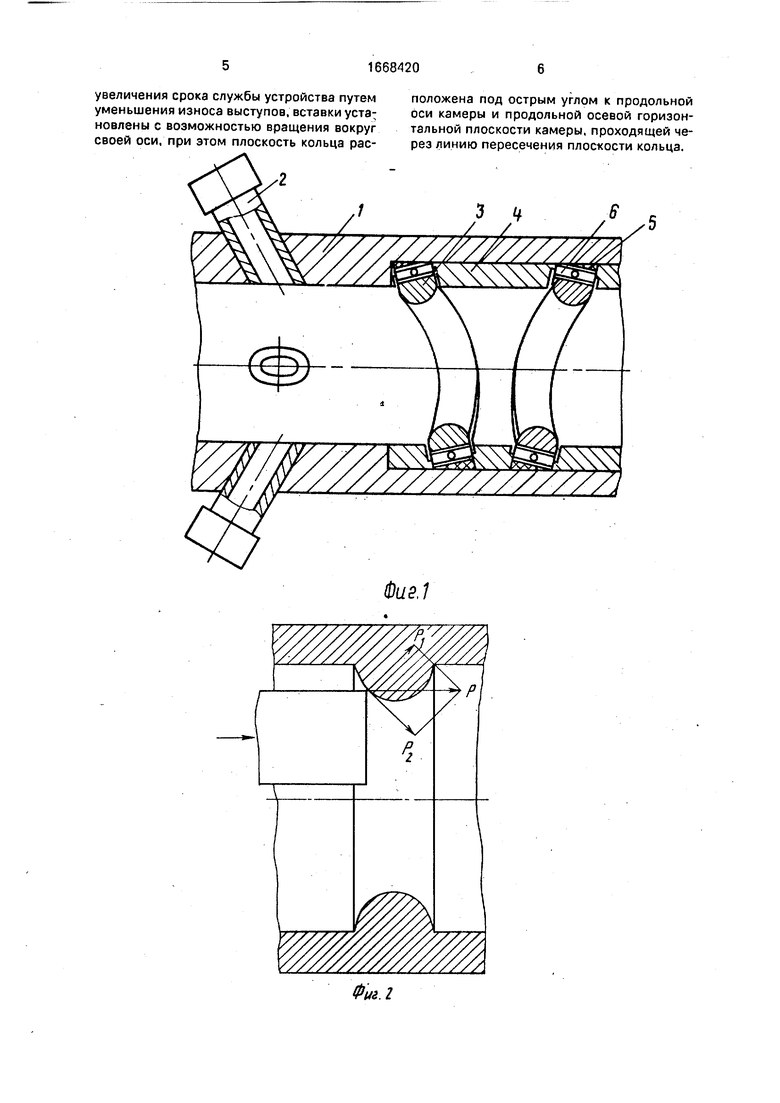
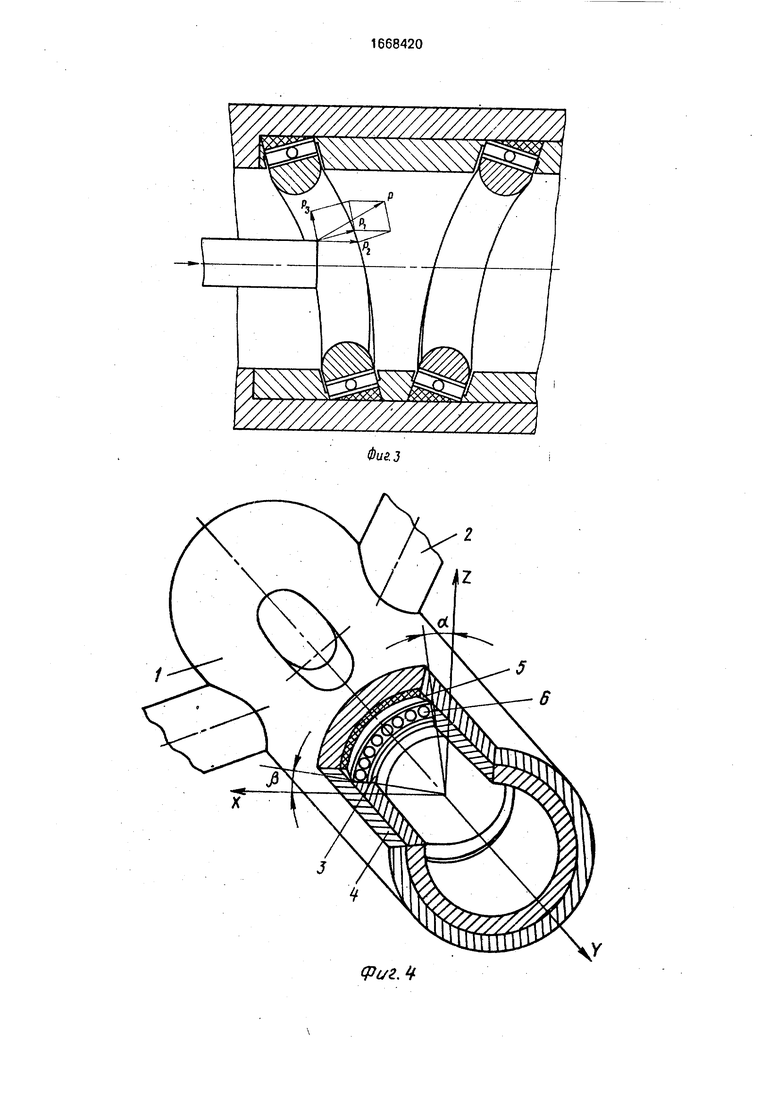
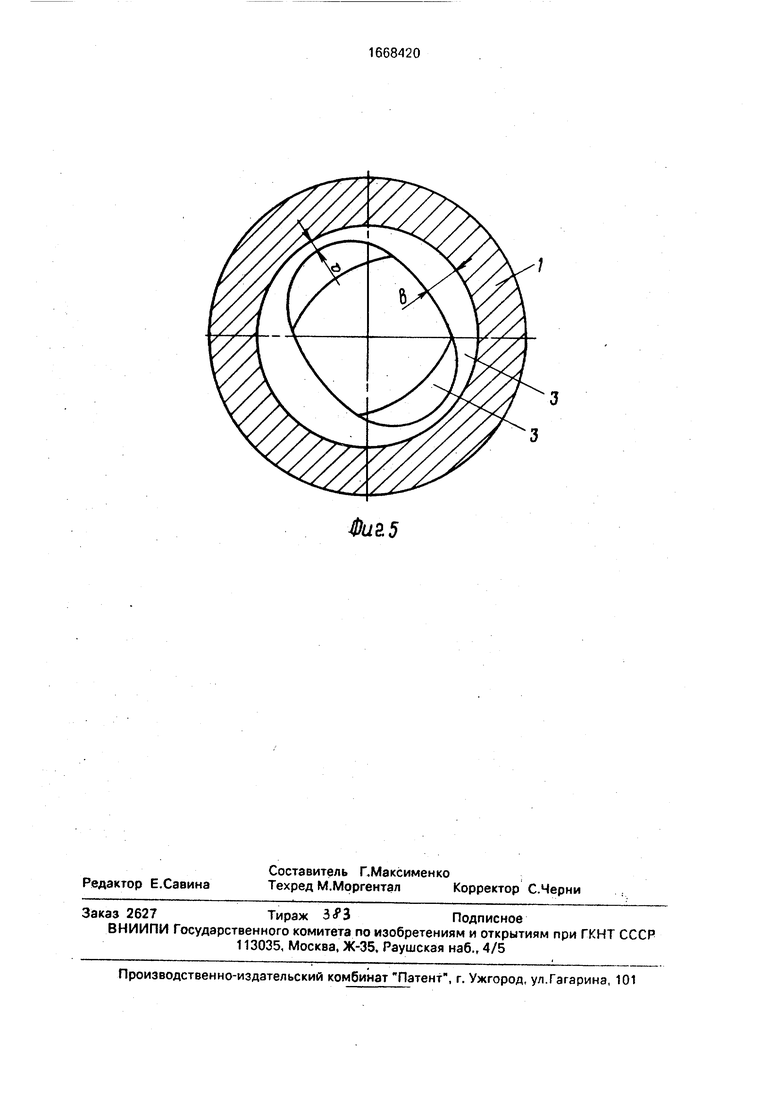
На фиг, 1 представлено предлагаемое устройство; на фиг 2 показана схема расположения сил при ударе профиля о неподвижную вставку, установленную перпендикулярно оси устройства (по известному способу); на фиг. 3 - схема расположения сил при ударе профиля о вставку при расположении ее под углом к двум взаимно перпендикулярным поперечным осям устройства; на фиг. 4 - углы, под которыми расположена вставка; нз фиг. 5 - вставки
при поперечном разрезе камеры охлаждения.
Устройство содержит камеру 1 охлаждения с форсунками 2, расположенными по ее периметоу В канале камеры охлаждения установлены вставки 3 с возможностью вращения вокруг оси, проходящей через центр окружности выступов под углом к продольной оси камеры, и вне плоскости проходящей через эту продольную ось Для размещения вставок 3 с определенным шагом между ними устанавливаются прокладки 4 распирающие наружное кольцо 5 подшипника 6.
Устройство работает следующим образом.
Через камеру 1 охлаждения навстречу движущемуся прокату посредством форсунок, расположенных по периметру камеры,
подается охладитель. За счет наличия вставок 3, образующих плавные кольцевые сужения в канале, поток охладителя меняет направление движения по периметру и длине камеры, а прокат центрируется по ее оси, В результате такого движения прокат равномерно омывается в продольном и поперечном направлениях, что препятствует образованию паровой рубашки между ним и охладителем и интенсифицирует процесс охлаждения. Кроме того, установка вставок с наклоном к двум взаимно перпендикулярным поперечным осям камеры охлаждения и с возможностью поворота вокруг своей оси позволяет, в отличие от известного уст- ройства, уменьшить износ вставок за счет уменьшения величины составляющей Pi, вызывающей износ.
Возможность достижения поставленной цели в заявляемом устройстве докажем, рассмотрев распределение сил в месте уда- ра охлаждаемого профиля о вставку при расположении выступа, описанного в известном устройстве, и при таком расположе- н,ии вставки, как в предлагаемом устройстве.
При ударе охлаждаемого профиля о вставку, кольцевое сечение которой перпендикулярно оси охлаждающего устройства, как описано в известном устройстве, сила Р раскладывается на две составляю- щие PI и Р2. Причем составляющая Pi будет приводить к износу выступа посредством истирания и выкрашивания, а составляющая Р2 будет перемещать профиль по касательной к плоскости выступа. Величину составляющей Р1 можно определить из следующего соотношения;
Р2 Р12 + Р22;(1)
Pi-VP -Pi .
В случае же расположения выступа под углом к плоскости, перпендикулярной оси устройства, во время удара профиля о встав- ку сила Р раскладывается соответственно на три составляющих PI, Р2, РЗ, как и в первом случае, Pi вызывает износ выступа, Р2 - перемещение по касательной к поверхности выступа, а Рз создает момент вращения вставки, установленной, например, в подшипники. Причем, составляющие Р2 и Рз не приводят к износу выступа, а создают условия для центрирования профиля относительно охлаждающего устройства. В этом случае величину составляющей Pi можно определить из соотношения
+ P22+Рз2;(2)
Pi VP -Р$ -РЗ.
Если посмотреть на соотношения 1 и 2, то видно, что при одной и той же величине силы Р величина составляющей PI во втором случае меньше на величину Рз. Величина составляющей Рз будет зависеть от угла «между плоскостью, проведенной перпендикулярно оси устройства, и плоскостью вставки. Составляющая Pi появляется при углах «больше 0 и увеличивается до максимального значения при а 90°. Однако при наклоне вставки в одной плоскости будут две точки, при ударе в которые составляющая РЗ будет отсутствовать (точки в верхней и нижней частях выступа). Для того, чтобы избежать этот недостаток, необходимо развернуть вставку под углом / относительно горизоятальной оси. Для того, чтобы при ударе охлаждаемого профиля в любую точку вставки соотношение между Pi, P2, Рз было одинаковым (и соответственно одинаковый износ выступа), угол /3 необходимо принимать равным углу а.
Минимальный угол наклона плоскости выступа а обусловлен коэффициентом трения в подшипнике вставки. Чем больше коэффициент трения в подшипнике, тем соответственно необходимо приложить больший момент для того, чтобы провернуть вставку и соответственно значение составляющей Рз должно быть больше, чего добиваются увеличением угла равного ему/ Максимально допустимую величину угла а можно определить из следующих соображений. При установке наклонной вставки в камеру охлаждения образуется элипсное отверстие, через которое проходит охлаждаемый прокат. Причем за счет элипсности высота вставок айв будет разная и при достаточно больших углах размер а может быть равен нулю. Эти углы, при которых величина а .близка к нулю, можно считать максимальными.
Конкретное значение максимального угла в каждом конкретном случае будет свое и зависит от высоты выступов, диаметра внутреннего отверстия камеры охлаждения.
По сравнению с известным устройством применение предложенного устройства позволит увеличить срок его службы за счет уменьшения износа вставок. Причем это увеличение пропорционально уменьшению величины составляющей Pi от силы Р, возникающей при ударе проката о выступ.
Формула изобретения
Устройство для охлаждения проката, содержащее форсунки и камеру охлаждения с кольцевыми вставками, с выступами, образующими сужения ее поперечного сечения, отличающееся тем, что, с целью
увеличения срока службы устройства путем уменьшения износа выступов, вставки установлены с возможностью вращения вокруг своей оси, при этом плоскость кольца расположена под острым углом к продольной оси камеры и продольной осевой горизонтальной плоскости камеры, проходящей через линию пересечения плоскости кольца.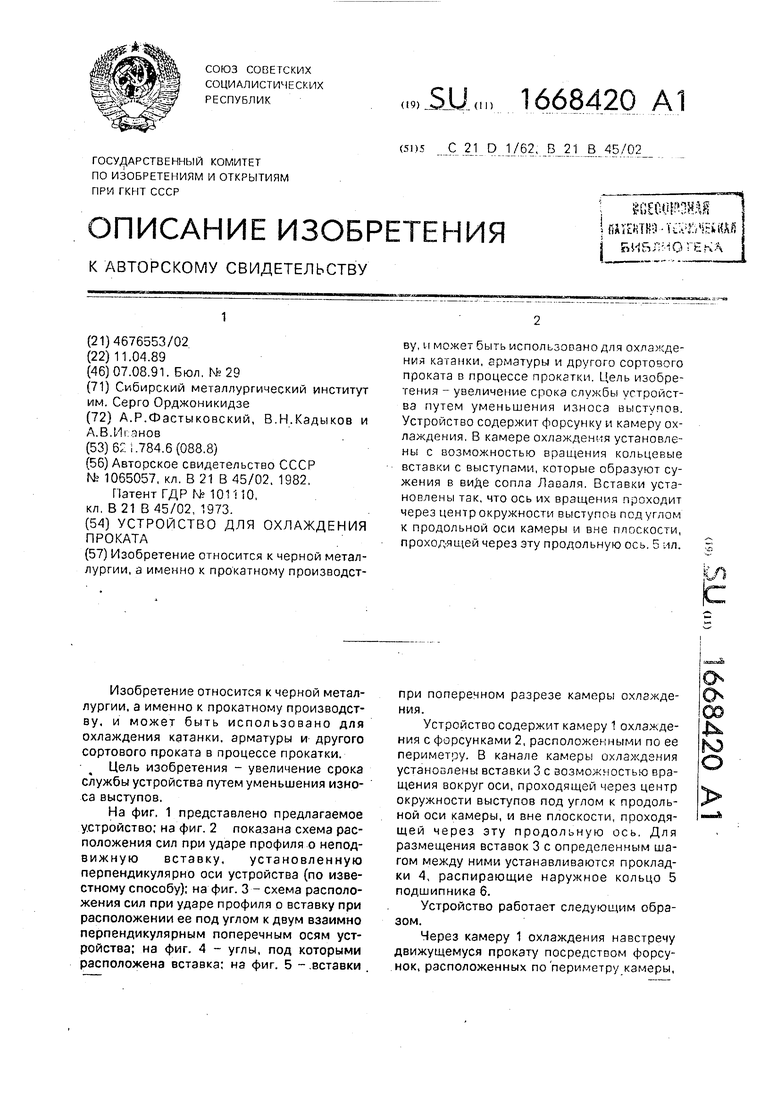
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения проката и устройство для его осуществления | 1982 |
|
SU1135200A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Способ поверхностной обработки движущегося проката | 1988 |
|
SU1588781A1 |
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| Устройство для охлаждения проката | 1982 |
|
SU1039971A1 |
| Устройство для охлаждения проката | 1982 |
|
SU1065057A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| Устройство для охлаждения проката | 1990 |
|
SU1788979A3 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| ОСЕВАЯ ТУРБИНА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2613104C1 |
Изобретение относится к черной металлургии, а именно к прокатному производству, и может быть использовано для охлаждения катанки, арматуры и другого сортового проката в процессе прокатки. Цель изобретения - увеличение срока службы устройства путем уменьшения износа выступов. Устройство содержит форсунку и камеру охлаждения. В камере охлаждения установлены с возможностью вращения кольцевые вставки с выступами, которые образуют сужения в виде сопла Лаваля. Вставки установлены так, что ось их вращения проходит через центр окружности выступов под углом к продольной оси камеры и вне плоскости, проходящей через эту продольную ось. 5 ил.
Фиг,1
Фиг. I
%% %%%ШЖ
ФигЛ
Фи25
| Устройство для охлаждения проката | 1982 |
|
SU1065057A1 |
