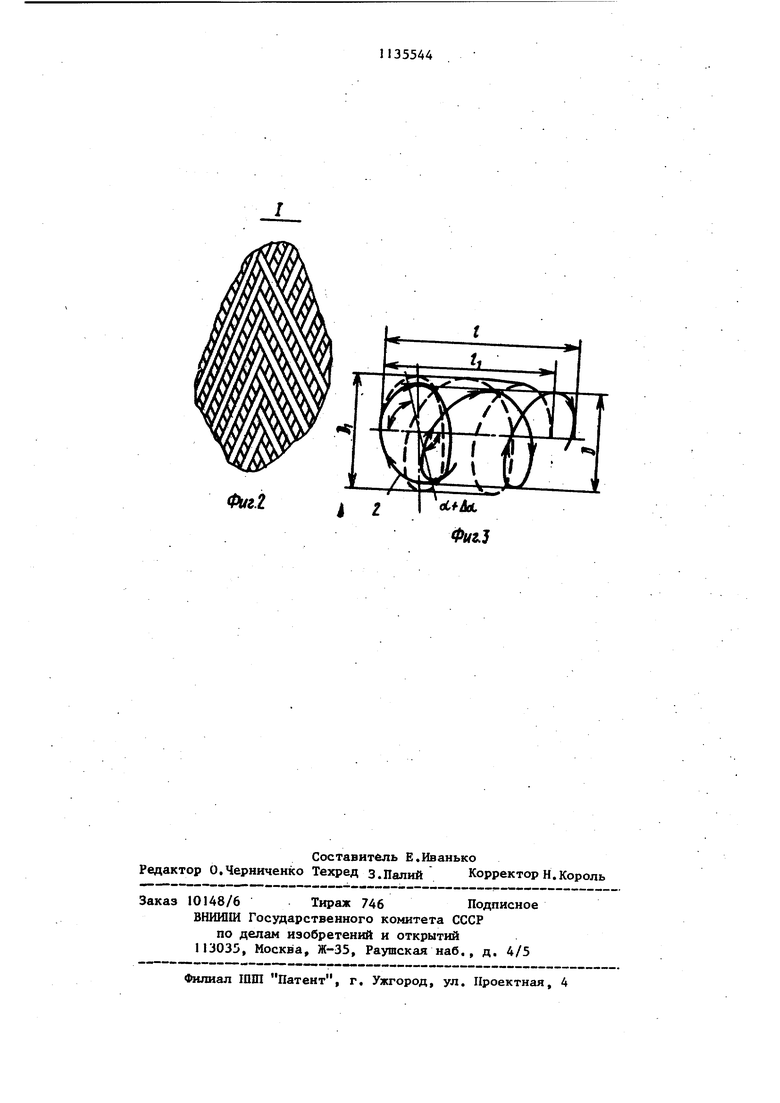
Изобретение относится к литейному производству и совершенствует конструкции литейных форм, используемых-;при производстве цилиндрических отливок. Известны разъемные литейные формы, например, для цилиндрических отливок или неразъемные формы с ;коническим уклоном, например,для слитков. Использование разъемных литейных форм предопределяет большую долю вспомогательного времени в технологическом процессе производст ства отливок в связи с конструктивной сложностью подобных форм Г. Однако литейные формы с коничес ким уклоном не позволяют получать Ц1шиндрическ1 1х отливок, что, в частности, обуславливаетесложную технологию изготовления поковок из слитков. Наиболее близкой к изобретению по технической сущности и достигаемому результату является литейная форма для цилиндрических отли.вок, содержащая в качестве опорного слоя две полуформы, на которые В сборе наносится облицовочный и противопригарный слой 2J , Недостатком известной литейной формы ЯБ шется необходимость изготовления формы по крайней мере из двух пояуформ. Конструктивная гром дкость известной формы определяет технологическую сложность в эксплуатации, которая выражается в необходимости затрат большой доли вспомогательного времени на извлечение отливки из формы и подготов ее к последующей заливке. Целью изобретения является повы шение технологичности литейной фо мы. Указанная цель достигается тем, что в литейной форме для цилиндрических отливок, содержащей металли ческий корпус с нанесенн«л4 на его внутренней поверхности облицовочным покрытием, металлический корпу выполнен путем крестовой намотки проволоки в виде бобины. На фиг.1 изображена предлагаема литейная форма,общий вид;на фиг.2узел на фиг. I (участок поверхности тейной формы, образованный крестов намоткой); на фиг.З - расположение проволоки в верхнем слое формы за один проход нитеводителя в одну сторону.j Для изготовления формы выбирают стержень определенного диаметра, который обычно равен диаметру отливки, и производят крестовую намотку проволоки на стержень. Для этого используют, например, станок типамодели БРМ-30. Затем форму в виде бобины 1 с размерами D, d, I устанавливают с фиксацией от перемещений на один из торцов. Внутреннюю noiaepxHocTb формы предварительно покрывают противопригарньм облицовочным слоем. В подготовленную таким образом форму заливают жидкий расплав. После затвердевания отливки к свободному торцу формы прикладывают сжимакяцее усилие и осаживают до высоты Ц.При этом эллиптические проволочные витки 2 (фиг.З), из которых состоит форма, находившиеся под углом в6 к продольной оси формы, сжимаются вдоль большой оси эллипса и устанавливаются под углом наклона к продольной оси оС Act. Это приводит к увеличению наружного D и внутреннего d диаметров в сравнеш. i с исходными их величинами, при этом форма имеет размеры D, d,,, 1 (фиг.1). Между наружной поверхностью отливкии внутренней поверхностью литейной формы в осаженном состоянии появляется зазор, благодаря которому отливка извлекается из формы без дополнительных операций разборки формы или выбивки. После извлечения отливки форму растягивают до исходных размеров.Прц этом противопригарный слой с внутренней поверхности формы осыпается под действием перемещения витков,что .существенно сокращает время подготовки формы под последующую отливку. После нанесения противопригарного слоя цикл повторяется . Таким образом, выполнение литейной формы в виде бобины крестовой намотки из жаропрочного материала на стержень, диаметр которого соответствует диаметру отливки. Экономический эффekт от внедрения предлагаемой литейной формы достигается сокращением вспомогательного времени на подготовку формы к заливке и извлечение отливки по крайней мере в три раза, а также уменьшения металлоемкости и трудоемкости изготовлення формы.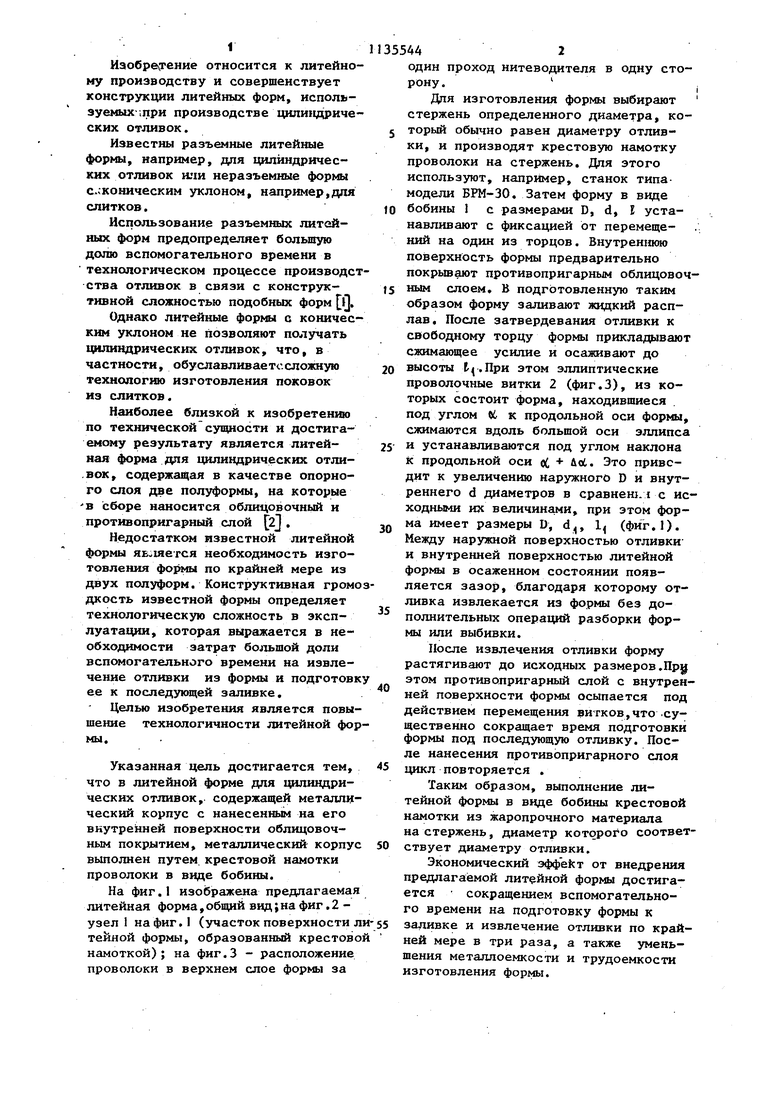
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлической формы | 1990 |
|
SU1734937A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| Стержень для получения полых отливок | 1983 |
|
SU1082554A1 |
| Стержень для получения полых отливок | 1989 |
|
SU1731418A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ | 1990 |
|
RU1700853C |
| СПОСОБ ПОЛУЧЕНИЯ СТЕРЖНЕЙ | 1992 |
|
RU2038892C1 |
| Способ изготовления износостойких отливок | 1985 |
|
SU1404170A1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2285577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК, содержащая ме-г таллический корпус с нанесенным на его внутренней поверхности облицовочным покрытием, о т л и ч а roll; а я с я тем, что, с целью повышения технологичности формы, металлический корпус выполнен путем крестовой намотки проволоки в виде бобины. S со ел СП 4;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аксенов II.И | |||
| Технология литейного производства | |||
| М., Машгиз, 1957, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 0 |
|
SU265393A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
