и fiemanb S б
00 СХ)
Т
00
00 CR
I
10 ПОРО 7
f/ шох tpuf,1 Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на сложные поверхности изделий, и может исполь зоваться для восстановления и упроч нения деталей автомобилей, тракторо и других машин. По основному авт. св. № 916093 известно устройство для нанесения покрытий из порошков, содержащее ин дуктор , электропроводящую оболочку, торцовые крьшки, вкладыши, ус-, тановленные в полости оболочки, цен рирующую оправку и упругий элемент, размещенный на верхней крышке, причем указанная крышка выполнена со сквозными отверстиями, а вкладьши с хвостовиками, установленными в отверстиях крьппки и связанными межд собой с помощью упругого элемента. Б качестве упругого элемента исполь зуют металлическое разрезное кольЦО ГП. Недостатком известного устройств является низкая точность формования порошковых покрытий, что обусло лено невозможностью обеспечения стр го фиксированного положения вкладышей в полости оболочки перед засыпкой порошка. Наличие одного упругог элемента, связывающего лишь с одной стороны вкладьш1И, не обеспечивает жесткости системы вкладыши - упруги элемент. Таким образом, необходимый зазор между деталью и вкладышами может быть гарантирован только лишь в области верхней торUOBqjt крьш1ки. Указанный недостаток юсобенно проявляется при получении покрытий на деталях значительной длины (например, шлицевьк валах) Цель изобретения - повьш1ение рав номерности покрытия по высоте детал Указанная цель достигается тем, что устройство для нанесения покрыт из порошков снабжено дополнительным упругим элементом, размещенным на нижней крыщке, последняя выполнена со сквозными отверстиями, а вкладыши снабжены в нижней части хвостови ками, установленными в отверстиях нижней крышки и связанными между собой с помощью дополнительного упр гого элемента, при этом крьш1ки зафи сированы относительно центрирующей оправки. На фиг. 1 схематично показано предлагаемое устройство; на фиг. 2 сечение А-А на 4мг. 1. Устройство состоит из индуктора 1, тонкостенной электропроводящей оболочки 2, крышек 3 и 4, вкладышей 5, выполненных с хвостовиками 6 и 7j упругих разжимных колец 8 и 9, размещенных в канавках хвостовиков 6 и 7, центрирующей оправки 10 и крепежных гаек 11 и 12, при этом крьш1ки 3 и 4 выполнены со сквозными прорезями, 13 и 14 соответственно, а хвостовики установлены в прорези крышек и связаны между собой при помощи упругих разжимных колец 8 и 9. Оправка 10 имеет один шлиц для фиксированной установки на ней детали и два (по одному с каждой стороны) для строго определенно установки крышек относительно оправки. Устройство работает следующим образом. Центрирующую оправку 10 с установленной на ней деталью (шестерня зак15епляют с помощью гайки 1 1 на крьш1ке 4. Вкладыши устанавливают во впадинах зубьев шестерни таким образом, чтобы хвостовики входили в прорези крьш1ки 4, после чего внешние поверхности вкладьшгей замыкают оболочкой 2 к на оправку устанавливают крьпику 3. Хвостовики 6 и 7 вкладышей связывают с помощью упругих разжимных колец 8 и 9 соответственно. При этом вкладьш И удаляются от оси симметрии, занимая исходное положение с обеспечением равномерного зазора относительно детали. Таким обравом образуется камера засыпки порошка, ограниченная с одной стороны поверхностью детали, а с другой - рабочей поверхностью вкладышей и внутренней поверхностью оболочки. Сняв крьш1ку 3, заполняют объем камеры засыпки порошком. Устанавливают на оправку крьш1ку 3, закрепляют ее гайкой 12, после чего сборку вводят в рабочий объем индуктора 1 магнитно-импульсной установки (не показана) На индуктор подают импульс тока. В результате пондеромоторного эффекта оболочка деформируется, перемещая в радиальном направлении вкладьши и уплотняя порошок. На вершинах зубьев уплотнение обеспечивается непосредственно оболочкой. После напрессовки одним из известных способов производят съем оболочки. При этом вкладыши вновь раздвигаются под действием разжимных колец. Снимают одну из крышек, извлекают деталь с напрессованным на ее поверхность порошковым слоем и осуществляют последующее спекание и припекание покрытия. Использование двух разжимных кол разжимающих хвостовики вкладышей с обеих сторон, позволяет избежать неравномерности слоя по высоте детали (в известном устройстве это им ло место, так как кольцо разжимало
8
Порошок
детам
фиг. г посредством хвостовиков вкладьппи, с одной стороны, а с другой стороны, они имели возможность сжиматься). Предлагаемое устройство обеспечивает получение покрытий из порошка ПЖ1М с максимальной неравномерностью толщины слоя ±0,1 мм, в то время как известное устройство дает колебания толщины слоя 0,5 мм. Таким образом, изобретение позволяет повысить точность формования покрытий, .их качество и снизить расход порошкового материала. Экономический эффект от его использования составит свыше 900 тыс.руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения покрытий | 1985 |
|
SU1258627A2 |
| Пресс-форма для гидростатического прессования из порошка полых заготовок | 1985 |
|
SU1310111A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей | 1987 |
|
SU1496928A1 |
| Капсула для прессования труб из порошковых материалов | 1979 |
|
SU1369666A3 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Устройство для получения покрытий из металлических порошков | 1976 |
|
SU552137A2 |
| Устройство для получения покрытий | 1978 |
|
SU697258A2 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности | 1987 |
|
SU1438927A1 |
| Установка для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических изделий | 1987 |
|
SU1498590A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ГОРОШКОВ по авт. св. № 916093, отличающееся тем, что, с целью повышения равномерности покрытия по высоте детали, оно снабжено дополнительным упругим элементом, размещенным на нижней крышке, последняя выполнена со сквозными отверстиями, а вкладьши снабжены в нижней части хвостовиками, установленными в отверстиях нижней крьпики исвязанными между собой с помощью дополнительного упругого элемента, при этом крышки зафиксированы относительно центрирующей оправки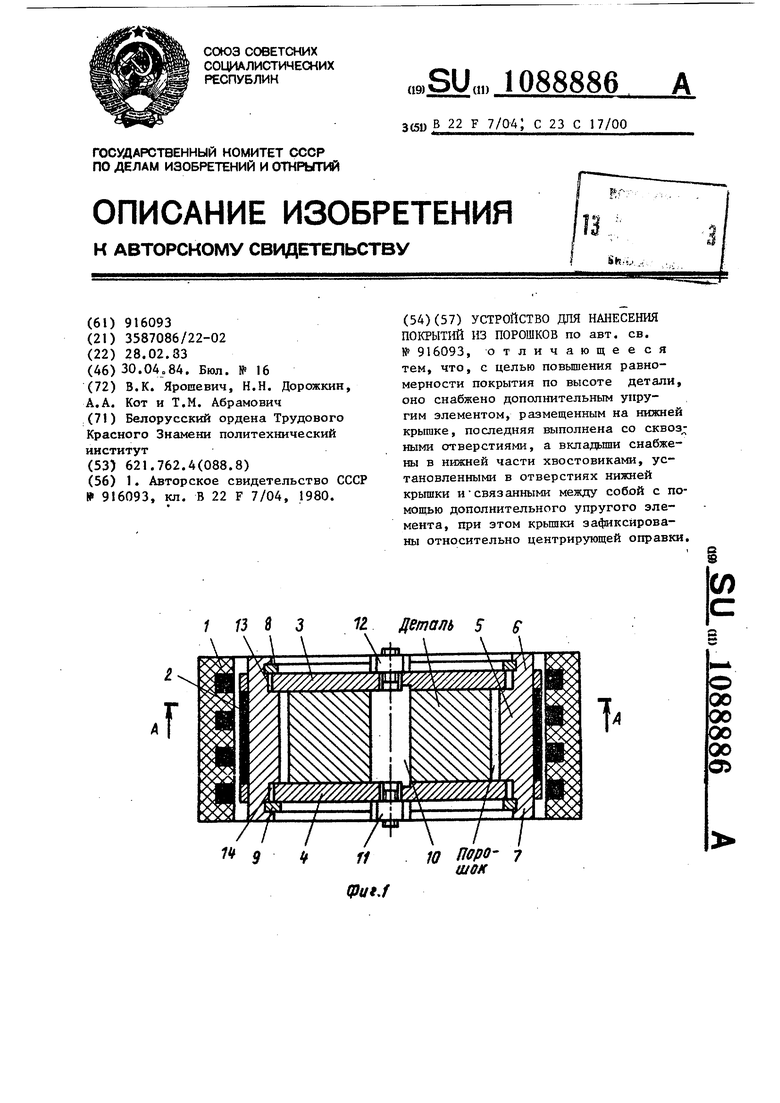
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 916093, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
