Изобретение относится к машиностроению, в частности к устройствам для зажима деталей в рабочем положении.
По основному авт. св. № 904979 известен прихват содержащий опорную резьбовую стойку с установочным элементом, выполнен1 ш в виде втулки и установленным с возможностью перемещения, и прижим, размещенный на установочном элементе, причем резьба на опорной стойке и во втулке выполнена на диаметрально противоположных секторах 1.
Недостатком устройства является то, что не обеспечивается надежность фиксации втулки, так как в процессе работы она может провернуться из-за уменьшения площади контакта резьбы. В результате чего втулка может выйти из резьбового зацепления. Кроме того, при установке втулки на зажимаемую деталь резьбовая нитка втулки может не совпадать с резьбовой ниткой опорной стойки и при заведении их в контакт образуется зазор между прижимом и деталью на величину шага резьбы, что снижает надежность закрепления. Отсутствие возможности выбора зазора между деталью и прижимом ограничивает- диапазон закрепляемых деталей, по высоте.
Цель изобретения - повышение надежности закрепления деталей и расширение диапазона закрепления деталей по высоте. Эта цель достигается тем, что прихват, содержащий опорную резьбовую стойку, с двух противоположных сторон которой сняты лыски, с установочным элементом в виде втулки, установленным с возможностью перемещения, и прижим, размещенный на установочном элементе, снабжен фиксирующей щайбой с двухсторонними лысками в отверстии, соответствующими лысками опорной стойки, и секторной канавкой на наружной поверхности, стопорным винтом, установленным в канавке, и пружинным кольцом, причем фиксирующая щайба размещена в выполненном во втулке торцовом отверстии, а прижим выполнен резьбовым.
На фиг. 1 изображен универсальный прихват, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Универсальный прихват содержит опорную стойку 1, представляющую собой некруглой формы болт, так как с двух противоположных сторон сняты лыски, т. е. резьба остается на двух диаметрально противоположных секторах. На опорной стойке 1 закреплен с возможностью перестановки установочный элемент, выполненный в виде втулки 2 с внутренней и наружной резьбой. Внутренняя резьба выполнена не по всему
диаметру втулки 2, а только на двух противоположных секторах по 90°, на двух других она срезана до диаметра на 1 мм больше, чем наружный диаметр резьбы опорной стойки 1. Втулка 2 имеет торцовое отверстие с канавкой, а также резьбовое отверстие под стопорный винт 3. В торцовом отверстии втулки установлена фиксирующая щайба 4 с отверстием, в котором выполнены двусторонние лыски по диаметру на
1 мм больше, чем наружный диаметр резьбы опорной стойки 1, а также с секторной выборкой по наружному диаметру шайбы 4 под стопорный винт 3. Шайба 4 удерживается пружинным кольцом 5. На втулке 2
установлен резьбовой прижим 6.
Универсальный прихват работает следующим образом.
Установленный, например, в Т-образный паз стола, прихват подводят по пазу к зажимаемой детали, поворачивают втулку 2
на 90° относительно опорной стойки t. При повороте втулка 2 своими секторами, на которых нарезана резьба, попадает на лыски, выполненные на опорной стойке i. В этом случае втулка 2 свободно перемещается
вдоль опорной стойки 1, ее перемещают вниз до тех пор, пока прижим 6 не упрется в зажимаемую деталь. Затем поворачивают втулку 2 на 90° относительно опорной стойки
1,при этом шайба 4 не проворачивается, так как в шайбе 4 выбраны лыеки, которые
фиксируются в лысках упорной стойки 1. При повороте втулки 2 осуществляется зацепление резьбы опорной стойки i и втулки
2,так как резьба выполнена в виде двух противоположных секторов и удерживается стопорным винтом 3, .упирающимся в фиксирующую шайбу 4. После установки втулки 2, окончательный зажим детали осуществляют резьбовым прижимом 6.
Благодаря такому выполнению универсального прихвата повышается надежность
закрепления деталей и расширяется диапазон обрабатываемых деталей. Именно наличие фиксирующей шайбы и стопорного винта обеспечивает надежность закрепления втулки на опорной стойке, предохраняя ее от проворота в процессе зажима детали резьбовым зажимом.
Диапазон обрабатываемых деталей по высотерасширяется также за счет фиксирующей шайбы, которая позволяет удерживать втулку, пока прижим не выберет зазор между ней и деталью. Прижим обеспечивает возможность закрепления детали как консольно, так и через отверстие детали .по оси.
Фиг2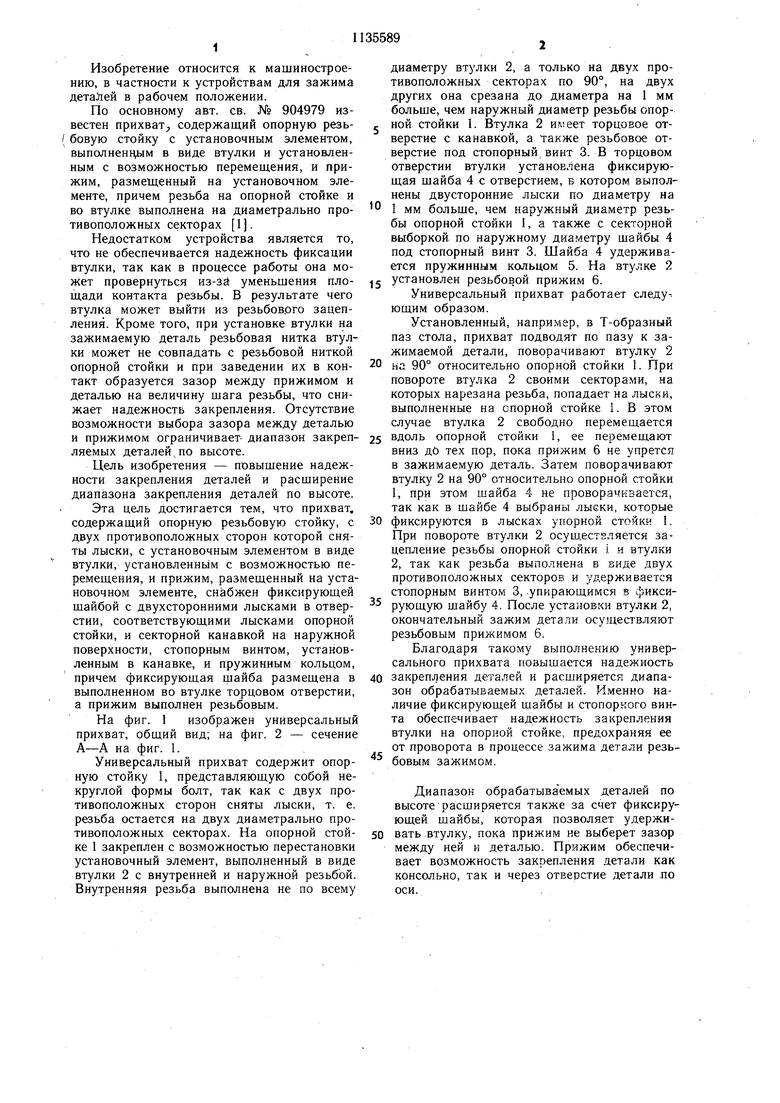
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный прихват | 1980 |
|
SU904979A1 |
| Контроллер управления железнодорожным транспортом и способ его работы | 2022 |
|
RU2788226C1 |
| Регулируемое соединение охватываемой детали с охватывающей Иванова Ю.В. | 1991 |
|
SU1761988A1 |
| Винто-рычажный прижим | 1978 |
|
SU740464A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Базовая плита универсально-наладочного приспособления | 1987 |
|
SU1466908A2 |
| Устройство для фиксации гайки | 1975 |
|
SU549608A1 |
| Контроллер управления железнодорожным транспортом и способ его работы | 2023 |
|
RU2808302C1 |
| Универсальная кухонная машина | 1990 |
|
SU1699342A3 |
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |

УНИВЕРСАЛЬНЫЙ ПРИХВАТ по авт. св. № 904979, отличающийся тем, что, с целью повышения надежности закреп ления деталей и расширения диапазона закрепляемых деталей по высоте, прихват снабжен фиксируюшей шайбой с двухсторонними лысками в отверстии, соответствующими лыскам опорной стойки, и секторной канавкой на наружной поверхности, стопорным винтом, установленным в канавке, и пружинным кольцом, причем фиксирующая шайба размешена в выполненном во втулке торцовом отверстии, а прижим выполнен резьбовым. СО СП СП 00 ;о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Универсальный прихват | 1980 |
|
SU904979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ,1 | |||
