1
Изобретение относится к обработке материалов резанием, а именно к приспособлениям для установки деталей на станках с ЧПУ, и является усовершенствованием изобретения.по авт. св. № 13481.29.
Цель изобретения - расширение технологических возможностей путем закрепления деталей различной конфигурации.
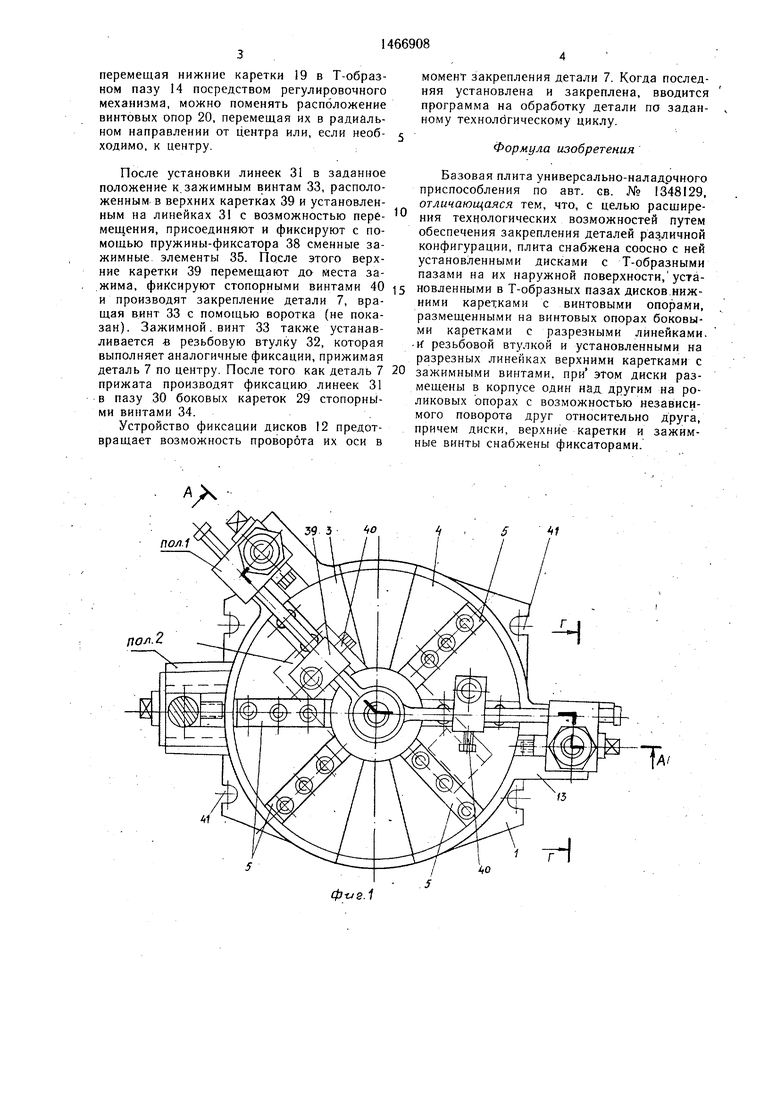
На фиг. 1 изображена предлагаемая базовая плита, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 узел И на фиг. 2; на фиг. 6 - вид В на фиг. 5; на фиг. 7 - узел И на фиг. 2; на фиг. 8 - разрез. Г-г на фиг. 1.
Базовая плита включает корпус 1, к которо.му с помощью центрирующего вала 2 присоединены секторы 3 и 4 базовой .плиты, в Т-образных пазах которых установлены линейки 5 с отверстиями. В отверстия линеек 5 и отверстие в центрирующем валу 2 могут устанавливаться сменные базовые элементы 6, на которые может устанавливаться деталь 7. Фиксация секторов 3 и 4 производится с помощью втулки 8 и винта 9, расположенных в кольцевом Т-образном пазу 10.
В нижней части корпуса i по периметру на роликовых опорах 11 один над другим расположены диски 12, имеющие утолщенные части 13 с Т-образным пазом 14 на наружной поверхности. С внутренней стороны Д.ИСКОВ 12 выполнены трапецеобразные пазы Г5, расположенные с постоянным шагом /.
В корпусе 1 базовой плиты напротив дисков 12 с двух противоположных сторон размещены фиксаторы дисков 12, состоящие из пружины 16 и щарика 17, вставленных в отверстие 18. В Т-образный паз 14 дисков 12 установлены нижние каретки 19 с винтовыми опорами 20. Нижние каретки 19 установлены в Т-образных пазах 14 с возможностью перемещения посредством регулировочных механизмов, состоящих из винта 21 с резьбовой частью, гладкой центрирующей частью и четырехгранника под ключ, крыщки 22, щайбы 23, штифта 24 и крепежных винтов 25.
На винтовых опорах 20 посредством пружины 26, щайбы 27 и гайки 28 установ- ленЫ боковые каретки 29 с пазами 30.
В пазах 30 боковых кареток 29 установлены две разрезные линейки 31, соединенные между собой резьбовой втулкой 32, в которой установлен зажимной винт 33. Фиксация линеек 31 производится винтом 34. Зажимной винт 33 имеет устройство для присоединения и фиксации сменных зажимных элементов 35, которое выполнено в виде гладкой центрирующей части 36 и отверстия 37, в которое вставляется пружина-фиксатор 38. На каждой разрезной линейке 31 установлены верхние каретки 39 с зажимными винтами 33 и стопорными винтами 40. ЗажИмные винты 33 также снабжены аналогичным устройством 5 присоединения и фиксации зажимных элементов- 35. Корпус 1 имеет пазы 41 для .крепления на столе станка (не показан).
Базовая плита работает следующим образом.
Базовая плита устанавливается на стол станка и закрепляется с помощью пазов 41, расположенной в нижней части корпуса 1. Секторы 3 и 4 и линейки 5 не закреплены и находятся в произвольном положении. Перед установкой детали 7 по карте 5 наладки, имеющейся в техпроцессе, производят наладку базовых щтырей 6 в установочной плоскости. Наладку можно производить универсальным способом с помбщью эталонных концевых мер, с помощью специальных шаблонов или с помощью эта- 30 лонной детали. После наладки производят фиксацию секторов 3 и 4 .и линеек 5 посредством втулки 8- и винта 9, а также с помощью винтов через отверстия в линейках 5. Затем производят установку детали по базовым щтырям 6. После установки 35 детали 7 производят ее закрепление, которое осуществляется следуюш,им образом. Линейки 31 не законтрены в боковых, каретках 29 и имеют возможность перемещаться. Путем вращения гаек 28 и воз- . 40 действия пружин 26 боковые каретки 29 устанавливаются на заданную в кцрте наладки высоту. Затем путем вращения дисков 12 производят разворот боковых кареток 29 с линейками 31 в / положение, заданное в. карте наладки. Если габариты 45 детали 7 превышают диаметр установочной плоскости базовой плиты и она может зацепиться за винтовые опоры 20, тогда.
перемещая нижние каретки 19 в Т-образном пазу 14 посредством регулировочного механизма, можно поменять расположение винтовых опор 20, перемещая их в радиальном направлении от центра или, если необ- холимо, к центру.
После установки линеек 31 в заданное положение к.зажимным винтам 33, расположенным в верхних каретках 39 и установленным на линейках 31 с возможностью пере- мещения, присоединяют и фиксируют с помощью пружины-фиксатора 38 сменные зажимные элементы 35. После этого верхние каретки 39 перемещают до места за- .жима, фиксируют стопорными винтами 40 и производят закрепление детали 7, вращая винт 33 с помощью воротка (не показан). Зажимной, винт 33 также устанавливается -в резьбовую втулку 32, которая выполняет аналогичные фиксации, прижимая деталь 7 по центру. После того как деталь 7 прижата производят фиксацию линеек 31 в пазу 30 боковых кареток 29 стопорными винтами 34.
Устройство фиксации дисков 12 предотвращает возможность проворота их оси в
момент закрепления детали 7. Когда последняя установлена и закреплена, вводится программа на обработку детали по заданному технолбгическому циклу.
Формула изобретения
Базовая плита универсально-наладочного приспособления по авт. св. № 13 48129, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения закрепления деталей различной конфигурации, плита снабжена соосно с ней установленными дисками с Т-образными пазами на их наружной поверхности, установленными в Т-образных пазах дисков.нижними каретками с винтовыми опорами, размещенными на винтовых опорах боковыми каретками с разрезными линейками, и резьбовой втулкой и установленными на разрезных яннейках верхними каретками с зажимными винтами, при этом диски размещены в корпусе один над другим на роликовых опорах с возможностью независимого поворота друг относительно друга, причем диски, верхние каретки и зажимные винты снабжены фиксаторами.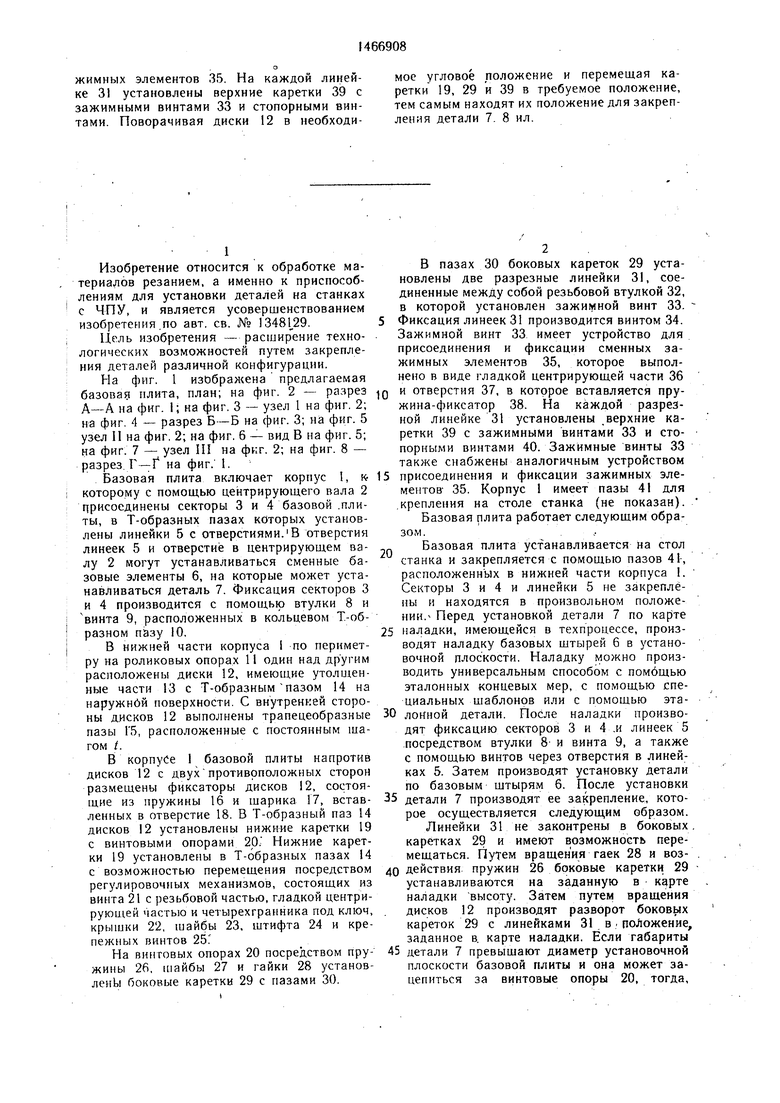
| название | год | авторы | номер документа |
|---|---|---|---|
| Базовая плита универсально-наладочного приспособления | 1986 |
|
SU1348129A1 |
| Универсальное приспособление для установки деталей на станках с ЧПУ | 1986 |
|
SU1454640A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Приспособление для сверления отверстий | 1981 |
|
SU1114495A1 |
| Устройство для зажима деталей | 1986 |
|
SU1399051A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
Изобретение относится к обработке материалов резанием, а именно к приспособлениям для установки деталей на станках ЧПУ, и позволяет расширить технологические возможности за счет зажима деталей различной конфигурации. К корпусу -1 с помощью центрирующего вала 2 присоединены секторы 3, 4 базовой пли-- ты, в Т-образных пазах которых установлены линейки с отверстиями. В отверстия на линейках ив центрирующем валу 2 могут устанавливаться сменные базовые щтьг- ри 6, на которые может устанавливаться деталь 7. Фиксация секторов 3, 4 производится с помощью втулки 8 и винта 9, расположенных в кольцевом Т-образном па- зу 10. В нижней части корпуса 1 по периметру на роликовых опорах М один над другим -расположены диски 12, имеющие утолщенные части с Т-образнып пазом 14. С внутренней стороны дисков 12 выполнены трапецеобразные пазы. В корпусе I напротив дисков 12 с двух противоположных сторон размещены фиксаторы дисков 12. .В Т-образный паз 14 дисков 12 установлены нижние каретки 19 с винтовыми опорами 20 с возможностью перемещения посредством регулировочного механизма На винтовых опорах 20, посредством пру,- жины 26, шайбы 27 и гайки 28 установлены боковые каретки 29, в последних - две разрезные линейкн 31, соединенные между собой резьбовой втулкой 32, в которой установлен зажимной винт 33 для фиксации линеек 31. Зажимной винт 33 имеет фиксатор для присоединения сменных зас (Л
41
ф-iJS.I
1
-н
/40
1в
фь/г.
20
fpvg.S
///
se
;
/ X
)
К:
/
38
-37
35
ф-иг.7
6-6
t-co-nsb
0t/g.4
BtfdB
Ф-иг.б 5
Г-Г
| Авторское свидетельство | |||
| Базовая плита универсально-наладочного приспособления | 1986 |
|
SU1348129A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
