Изобретение относится к машиностроению, а именно к вспомогательному оборудованию сборочно-сварочного производства, и может быть использовано при изготовлении каркасных конструкций из балок различных профилей трубопроводов при изготовлении транспортных и других пространственных объектов, в частности в самолетостроении, судостроении и других областях промышленности,
Известна конструкция устройства для сборки изделий под сварку, содержащая регулируемые по длине продольные и поперечные элементы с хвостовиками на монтажной плите. С помощью технологических штангенреймусов в начале выставляют по высоте и закрепляют продольные элементы с хвостовиками, на которых закрепляют поперечные элементы, каждый из которых другим концом крепят на монтажной плите 1.
Недостатки известной конструкции - низкая производительность в связи с использованием промежуточных технологических устройств и сложность контроля изделий по определению поводок (коробления) деталей, появившихся в процессе сварки.
Наиболее близким к предложенному является устройство для сборки изделий под сварку. На основании устройства предварительно размещают стойки без фиксаторов, Выставляют их по координатным отверстиям шаблона и закрепляют. На стойки надевают и, выставив на нужную высоту, закрепляют фиксаторы для деталей изделия, фиксируют детали и производят сварку изделия. При этом используется устройство, содержащее основание с сеткой станочных пазов, смонтированные на основании с возможностью установочного перемещения стойки квадратного сечения с прижимными планками, ззжимными винтами и гайками, набор сменных фиксаторов для изделия, закрепленных на стойках, и шаблон с координатными отверстиями квадратного сечения для стоек. Зажимной винт размещен внутри стойки и шарнирно соединен с прижимной планкой, а зажимная гайка размещена на свободном конце стойки 2.
Недостатком данного устройства является установка фиксаторов на стойки только по их высоте. Выставка углового положения фиксатора в горизонтальной плоскости по данному способу осуществляется за счет выставления стоек по шаблону. Выставка углового положения фиксатора в вертикальной плоскости невозможна, что приводит к снижению функциональных возможностей устройства. Кроме того, для устройства характерны низкая производительность в связи с использованием дополнительных технологических принадлежностей (прокладок и различного инструмента) и сложность контроля изделий по определению поводок (коробления) деталей, появившихся в процессе сварки.
Целью изобретения является расширение функциональных возможностей и повышение производительности (сокращение
0 времени) сборки за счет угловой установки деталей.
Указанная цель достигается тем, что в устройстве для сборки под сварку пространственных металлоконструкций каждый фик5 сатор детали смонтирован на втулке с возможностью установочного поворота в плоскости, параллельной опорной плоскости плиты, и оснащен базовой поверхностью для детали и прижимом для крепления
0 деталей к базовой поверхности, при этом прижим расположен на фиксаторе с возможностью установочного поворота в плоскости, параллельной базовой поверхности фиксатора, а каждый фиксатор детали смон5 тирован на стойке с возможностью установочного перемещения относительно нее.
На фиг. 1 изображено монтажное положение шаблона с устройством для сборки под сварку, вид в плане; на фиг. 2 - то же,
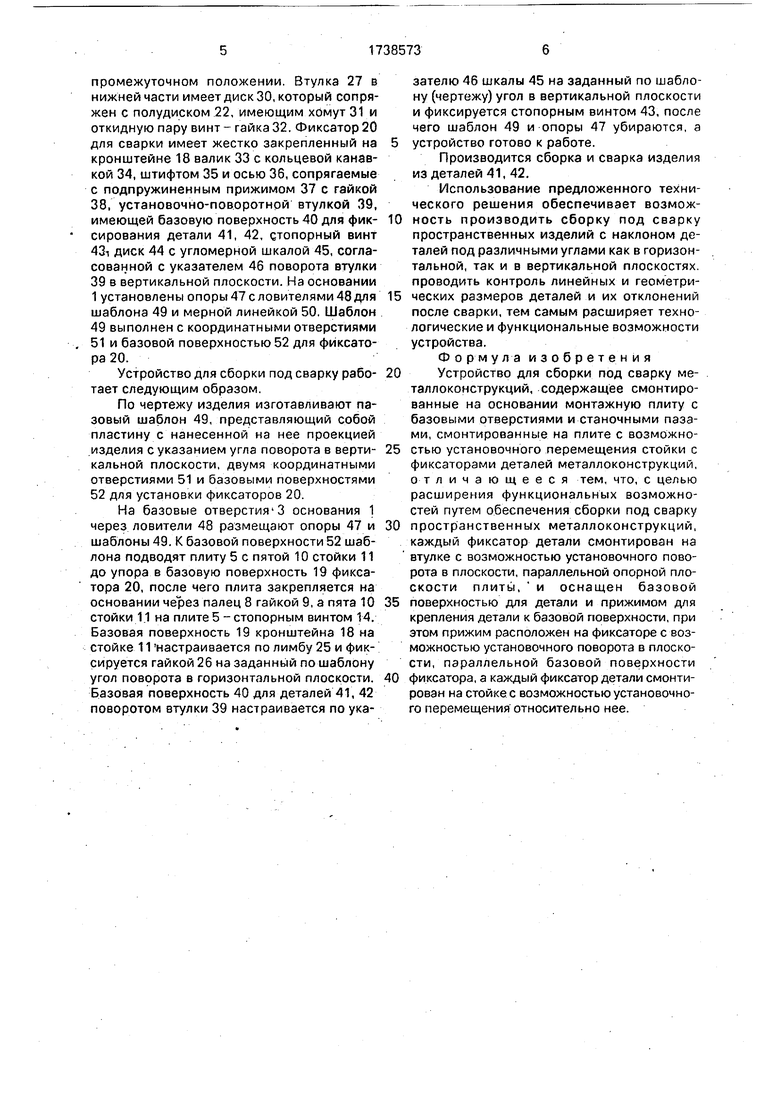
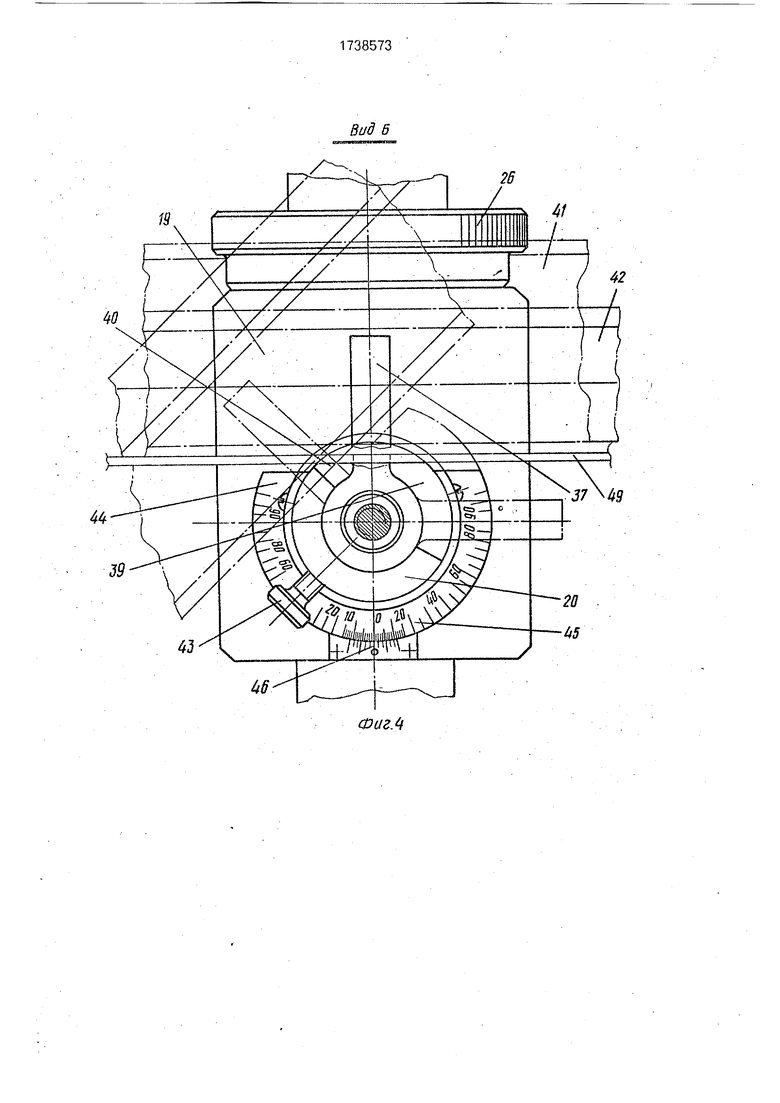
0 вид спереди; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - вид В на фиг. 3.
Устройство для сборки под сварку содержит основание монтажной плиты 1 ссет5 кой станочных пазов 2, базовых отверстий 3 и мерной линейкой 4, размещенные на плите переходные плиты 5 со станочным пазом 6, мерной линейкой 7. зажимным пальцем 8 и гайкой 9. Пята 10 полой стойки 11 с коорди0 натными отверстиями 12 имеет указатель 13 перемещения стойки в зоне между пазами 2 плиты 1, стопорный винт 14 и размещена в пазу 6 плиты 5. ha полой стойке 11 круглого сечения с лыской 15 стопорным винтом
5 16 закреплен фиксатор 17 детали, выполненный в виде П-образного кронштейна 18 с базовой поверхностью 19 и фиксатором 20 для сварки с возможностью фиксированного поворота на 360° в горизонтальной пло0 скости, В кронштейн 18 входят верхний диск 21 и нижний полудиск 22. Отверстие 23 диска 21 сопряжено с наружной поверхностью втулки грибкового диска 24, имеющего лимб 25 и резьбу под гайку 26, Диск 24
5 жестко соединен с втулкой 27, имеющей ограничительную планку 28, сопряженную с лыской 15, фиксатор 17 детали при помощи координатных отверстий 12 и штыря 29 может быть закреплен в одном из заданных положений, при помощи винта 16-е любом
промежуточном положении. Втулка 27 в нижней части имеет диск 30, который сопряжен с полудиском 22, имеющим хомут 31 и откидную пару винт - гайка 32. Фиксатор 20 для сварки имеет жестко закрепленный на кронштейне 18 валик 33 с кольцевой канавкой 34, штифтом 35 и осью 36, сопрягаемые с подпружиненным прижимом 37 с гайкой 38, установочно-поворотной втулкой 39, имеющей базовую поверхность 40 для фиксирования детали 41, 42, стопорный винт 43i диск 44 с угломерной шкалой 45, согласованной с указателем 46 поворота втулки 39 в вертикальной плоскости. На основании 1 установлены опоры 47 с ловителями 48 для шаблона 49 и мерной линейкой 50. Шаблон 49 выполнен с координатными отверстиями
51и базовой поверхностью 52 для фиксатора 20.
Устройство для сборки под сварку работает следующим образом.
По чертежу изделия изготавливают пазовый шаблон 49, представляющий собой пластину с нанесенной на нее проекцией изделия с указанием угла поворота в вертикальной плоскости, двумя координатными отверстиями 51 и базовыми поверхностями
52для установки фиксаторов 20.
На базовые отверстия13 основания 1 через ловители 48 размещают опоры 47 и шаблоны 49. К базовой поверхности 52 шаблона подводят плиту 5 с пятой 10 стойки 11 до упора в базовую поверхность 19 фиксатора 20, после чего плита закрепляется на основании через палец 8 гайкой 9, а пята 10 стойки 11 на плите 5 - стопорным винтом 14. Базовая поверхность 19 кронштейна 18 на стойке 11 настраивается по лимбу 25 и фиксируется гайкой 26 на заданный по шаблону угол поворота в горизонтальной плоскости. Базовая поверхность 40 для деталей 41, 42 поворотом втулки 39 настраивается по указателю 46 шкалы 45 на заданный по шаблону (чертежу) угол в вертикальной плоскости и фиксируется стопорным винтом 43, после чего шаблон 49 и опоры 47 убираются, а 5 устройство готово к работе.
Производится сборка и сварка изделия из деталей 41, 42.
Использование предложенного технического решения обеспечивает возмож0 ность производить сборку под сварку пространственных изделий с наклоном деталей под различными углами как в горизонтальной, так и в вертикальной плоскостях, проводить контроль линейных и геометри5 ческих размеров деталей и их отклонений после сварки, тем самым расширяет технологические и функциональные возможности устройства.
Формула изобретения
0 Устройство для сборки под сварку металлоконструкций, содержащее смонтированные на основании монтажную плиту с базовыми отверстиями и станочными пазами, смонтированные на плите с возможно5 стью установочного перемещения стойки с фиксаторами деталей металлоконструкций, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения сборки под сварку
0 пространственных металлоконструкций, каждый фиксатор детали смонтирован на втулке с возможностью установочного поворота в плоскости, параллельной опорной плоскости плиты, и оснащен базовой
5 поверхностью для детали и прижимом для крепления детали к базовой поверхности, при этом прижим расположен на фиксаторе с возможностью установочного поворота в плоскости, параллельной базовой поверхности
0 фиксатора, а каждый фиксатор детали смонтирован на стойке с возможностью установочного перемещения относительно нее.
Фиг.З
ft
91
/
W
6
Ш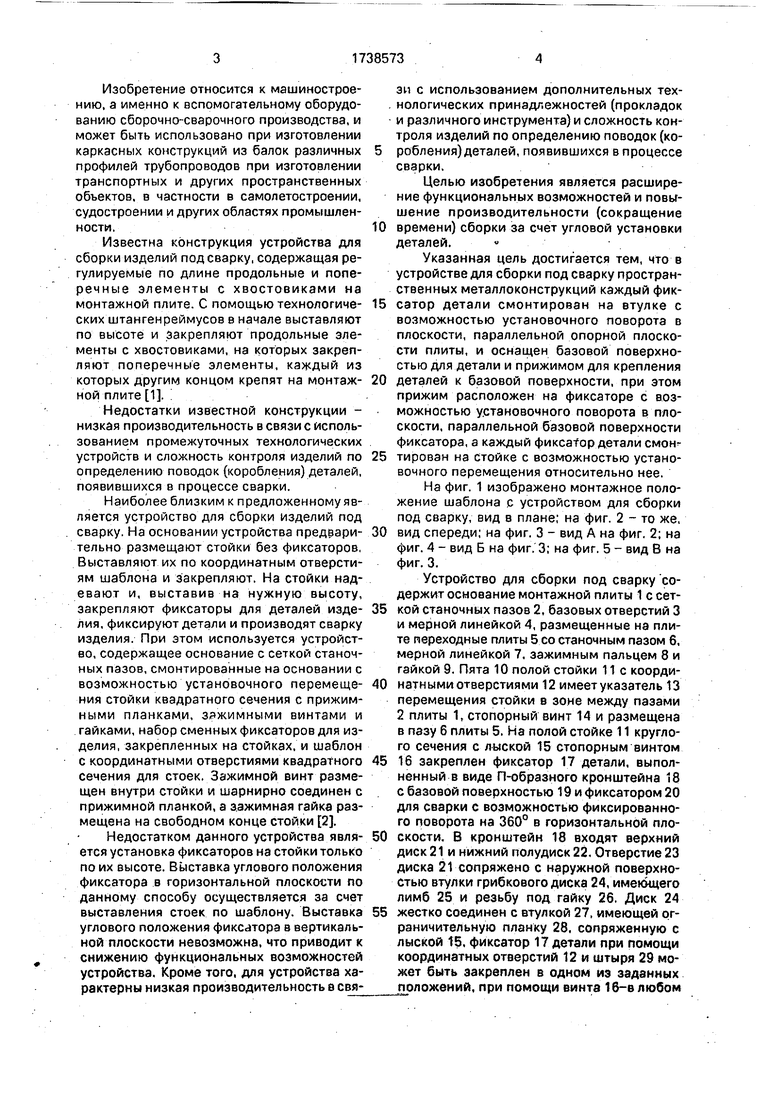
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки изделий под сварку и устройство для его осуществления | 1985 |
|
SU1315205A1 |
| Стенд-верстак | 1990 |
|
SU1757863A1 |
| Стенд для сборки и сварки трубчатых изделий с лопатками | 1988 |
|
SU1593866A1 |
| Устройство для базирования детали по отверстию | 1988 |
|
SU1523760A1 |
| Универсальное сборно-разборное приспособление | 1990 |
|
SU1773670A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2011 |
|
RU2477700C2 |

Изобретение относится к области сварки, а именно к конструкции устройства для сборки под сварку металлоконструкций. Цель изобретения - расширение функциональных возможностей путем обеспечения сборки под сварку пространственных металлоконструкций. Устройство содержит монтажную плиту 1 с базовыми отверстиями и станочными пазами стойки 11с фиксаторами 17 деталей металлоконструкции. Каждый фиксатор 17 детали смонтирован с возможностью установочного поворота в плоскости, параллельной опорной плоскости плиты 1, и оснащен базо- .вой поверхностью для детали и прижимом для прижима детали к базовой поверхности. Благодаря такой конструкции обеспечивается сборка под сварку изделий с наклоном под различными углами. 5 ил. ел С VI со 00 ел VJ со
С198С11
Вид В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки под сварку | 1980 |
|
SU927472A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сборки изделий под сварку и устройство для его осуществления | 1985 |
|
SU1315205A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
