В известных устройствах для изготовления коротких железобетонных труб в вертикальных формах для загрузки бетона применяется бункер с лотком. При этом процесс загрузки формы продолжителен, и бетон подается предостаточно равномерно.
Устройство, выполненное согласно изобретению, с целью ускорения процесса формовки и равномерного распределения бетона в форме, имеет реверсивно-поворотный относительно вертикальной оси питатель с подвешенными па пем лопатками, которые предназначены для подачи бетона в форму и для снятия излишков бетона с одновременным заглаживанием торцовой поверхности трубы при обратном врашении питателя.
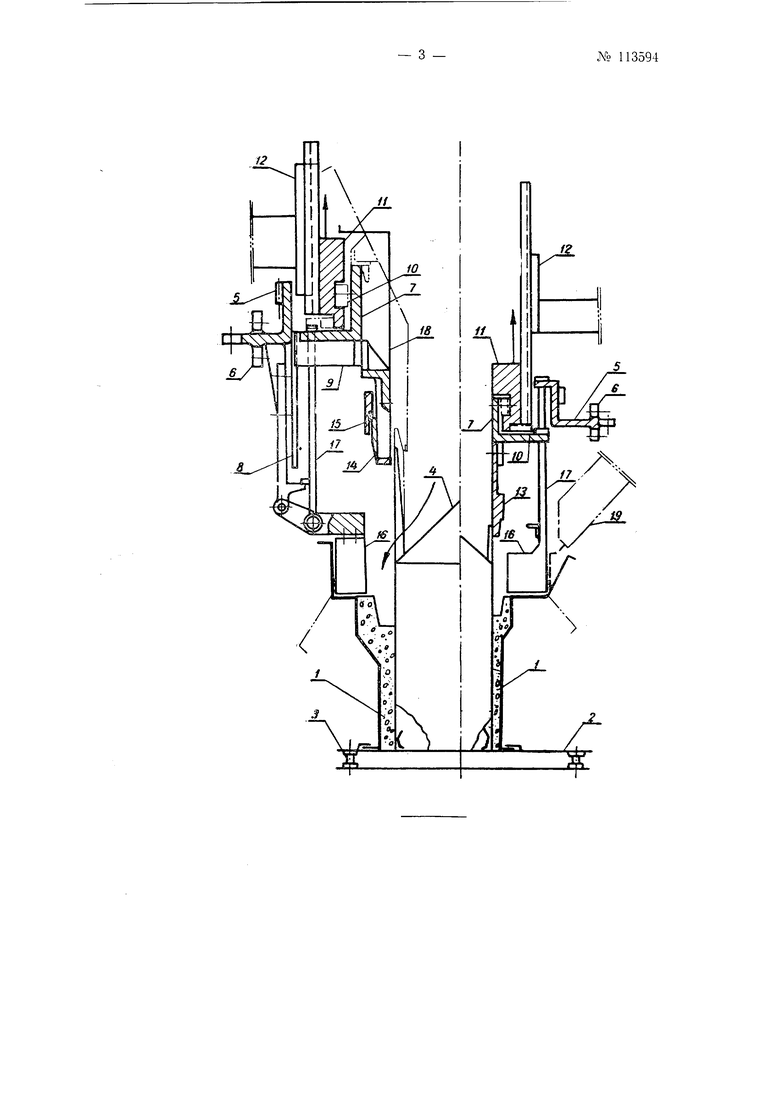
На чертеже показан вертикальный разрез устройства в двух вариантах выполнения, причем на левой стороне от оси симметрии изображено устройство, в котором при изготовлении труб больших диаметров наполнение формы производится центрально, через полость прессуюш,его кольца, а справа от оси симметрии изображено устройство для изготовления труб малого диаметра с боковой подачеймассы в форму.
Устройство включает в себя наружную сменную форму /, укрепленную на столе 2, свободно колеблющемся в горизонтальной плоскости на упругих подкладках 3, подъемный сердечник 4 с жестко укрепленным в нем вибратором, передающим форме круговые горизонтальные колебания, и питатель с прессующим механизмом.
Последний состоит из зубчатого венца 5, опирающегося на ролики 6 и вращающегося совместно с кольцом 7 благодаря взаимодействию поводка 8 со щекой 9 кольца, которое снабжено на наружной поверхности роликами 10, входящими в кольцевую выточку подъемного кольца //, перемещающегося в направляющих 12.
На кольце 7 укреплено прессующее кольцо 13, имеющее профиль внутреннего контура верха формуемой трубы, или прессующее кольцо 14 со свободно лежащим на нем кольцом 15.
К венцу 5 подвещены лопатки 16 при помощи тяг 17, скользящих в проушинах кольца 7.
.V 113594
Загрузочная воронка 18 крепится на прессующем кольце 14 или свободно лежит на кольце 7.
Для изготовления трубы форму / жестко закрепляют на столе 2. В форму опускают сердечник 4, устанавливая его в ограничителях на столе 2. Опускают прессующие кольца до уровня цилиндрической части сердечника и наполняют бетоном загрузочную воронку 18, которая садится на сердечник 4. Затем включают вибратор сердечника, поднимают прессующие кольца, включают привод венца 5 и наполняют форму бетоном через кольцевую щель между сердечником и воронкой 18. Лопатки 16 при этом сдвигают бетон в форму.
При боковой подаче бетона в летку 19 предварительно опускают прессующее кольцо 13, а затем включагот привод венца 5, заполняя лопатками 16 уширенный верх формы бетоном и после этого, не прерывая вращения кольца, поднимают его и производят равномерное наполпение формы, сдвигая в нее лопатками бетон. По заполнении формы подачу бетона прекращают, меняют направление вращения венца, одновременно опуская прессующее кольцо на бетон, и производят прессование бетона совместно с вибрацией. При этом излишки бетона удаляются лопатками из формы через окно в борту ее или через откидную часть борта и производится заглаживание кольцами и лопатками верха трубы. После этого вибратор выключают, производят подъем сердечника и поднимают прессующие кольца.
В конце подъема их тягами 17 поднимаются также и лопатки 16.
В период прессования бетона кольца.ми 14 и 15, кольцо 14 лежит на кольце 15, прессуя бетон собственным весом. Нижнее положение кольца 15 фиксируется упором его в кронщтейны лопаток. При подъеме кольцо 15 после отрыва от бетона подхватывает кольцо 14, предотвращая этим возможность нарушения внутренней кромки раструба или фальца.
Отформованную трубу вместе с фор.мой / снимают со стола и транспортируют к месту твердения, где форму снимают с трубы.
Гладкие и раструбные трубы перемещаются в формах без поддонов за счет сцепления бетона с формой 1- Фальцовые трубы твердеют на поддонах, которые скрепляются на период формовки и транспортировки с формой.
Предмет изобретения
Устройство для изготовления бетонных и т. п. труб, с применением прессующего кольца для уплотнения массы в вертикальной форме с вибросердечником, отличающееся тем, что, с целью увеличения производительности, прессующее кольцо укреплено на реверсивно-поворотном относительно вертикальной оси подъемном питателе с подвешенными на нем лопатками, предназначенными для подачи бетона в форму и для снятия излишков бетона с одновременным заглаживанием торцовой поверхности трубы при обратном вращении питателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления бетонных и т.п. труб | 1944 |
|
SU65950A1 |
| Станок для формования камней и т.п. изделий | 1942 |
|
SU66252A1 |
| Подвижная установка для изготовления железобетонных изделий | 1955 |
|
SU112911A1 |
| Способ изготовления строительных блоков и станок для формовки их | 1953 |
|
SU105274A1 |
| Вибропрессовальный станок для изготовления строительных блоков | 1960 |
|
SU133384A1 |
| Станок для формовки бетонных и железобетонных безнапорных труб | 1948 |
|
SU95700A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБ ИЗ БЕТОННОЙ И ПОДОБНОЙ СМЕСИ | 1971 |
|
SU317519A1 |
| Устройство для образования миогорядных щелевидных пустот при формовании крупных бетонных блоков | 1957 |
|
SU111571A2 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ ПОЛЫХ КАМНЕЙ И Т. П. ИЗДЕЛИЙ | 1942 |
|
SU70482A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБОФИЛЬТРОВДРЕНАЖНЫХ | 1972 |
|
SU339419A1 |