Изобретение относится к области ироизводства бетонных и железобетонных труб промышленности строительных материалов.
Известна установка для формования труб из бетонной и подобной смеси, содержащая раму с бункером, поворотный стол, на котором установлена форма с сердечником, имеющим вибратор и смонтированным с воз.можностью вертикального перемещения, и поддон. Однако на этой установке может быть заформована только одна труба, иначе говоря, она не обеспечивает одновременного формования нескольких труб и имеет низкую производительность.
В предлагаемой установке для обеспечения одновременного формования нескольких труб и повышения производительности внутри формы концентрично установлена цилиндрическая сменная перегородка, соединенная с формой посредством кольцевого поддона и замков, а вибратор закреплен в полости сердечника с помощью упругих диафрагм. Между бунке.ром и формой установлен питатель, лопасти которого расположены по винтовой линии. Перегородка выполнена с полостью, внутри которой становлены ребра, а стол снабжен кольцевыми фи.ксаторами.
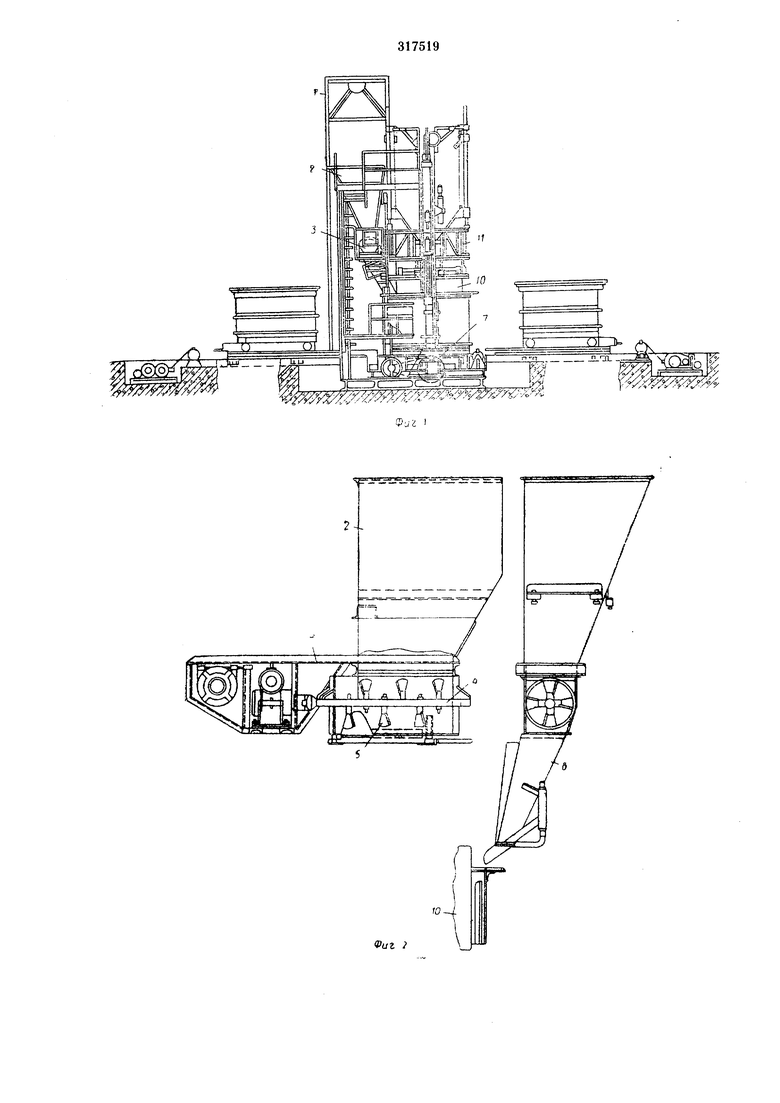
Па фиг. 1 изображена описываемая установка, общий вид; на фиг. 2-питатель, продольный разрез и вид с торца; на фиг. 3-форма, становленная на поворотном столе, продольпый разрез; на фиг. 4 - сечение по А-А на фиг. 3.
Установка для формования труб содержит раму /, на которой установлен бункер 2 для бетонной смеси с закрепленным под ним питателем 3, снабженным приводным валом 4 с расположенными на последне.м по винтовой линии лопастями 5 и загрузочным лотком 6.
В нижней части установки размещены поворотный стол 7 с кольцевыми фиксаторами 8, в которых установлена форма 9 с сердечником JO, и каретка с прессующим кольцом П. Перемещается форма на тележках, приводимых в движение с помощью лебедок.
Форма выполнена с кольцевым поддоном 12, снабженным замковым механизмом (не показан), причем внутри формы концентрично установлена цилиндрическая сменная перегородка 13 с ребрами 14.
Сердечник представляет собой полый цилиндр, внутри которого с помощью упругих диафрагм }5 закреплен вибратор 16. В полостях а и б формы расположены формуемые изделия.
Установка для формования труб работает следующим образом. Очищенная и смазанная форма вместе со сменной перегородкой устанавливается на кольцевой поддон и соединяется с ним при помощи замков (не показаны), затем устанавливается на тележку в крайнем
правом положении, где л полосгп а и б формы устанавливаются арматурные каркасы. Включают привод лебедки, и тележка с формой подается на поворотный стол, в этот момент сердечник и каретка с прессующим кольцом находятся в крайнем положении.
Далее включают привод каретки, опускают ее на форму, при помощи захватных устройств, смонтированных на каретке, форма поднимается вместе с кареткой и освобождает тележку, которая после включения лебедки возвращается в исходное положение. Включается привод, и кар:етка .вместе с формой опускаются, причем форма ставится на поворотный стол и центрируется -на нем кольцевыми фиксаторами. Затем включают привод сердечника, опускают его внутрь сменной перегородки и цент.риру.ют фиксаторами, установленными на поворотном столе. Форма отсоединяется от каретки, которая после включения при-вода поднимается п исходное положение.
;В:ключают привод поБоротного стола н питателя, и бето} ная смесь из бункера при помощи вращающ,егося вала п установленных на нем по винтовой линии лопастей через загрузочный лоток поступает во вращающуюся фор.му, причем бетонная смесь, проходя че1К3 питатель и дополнительно перемещиваясь, приобретает более высокие качества.
Вибратор сердечника включают в процеосе формирования по мере необходимости уплотнения бетонной смеси в форме, при этом высокий эффект виброуплотнения достигается в результате передачи энергии через упругие диафрагмы, соеди яющие вибратор с сердечником и ребра сменной перегородю.
iBo время формования труб на одно11 из тележек, например па правой, подготавливается аналогичная вторая форма. После заполнения формы бетонной смесью отключают привод питателя, затем включают привод каретки с Прессующи.м кольцом, опускают ее на верхний торегц формы п производят отделку то;.Г,а формуемых труб. Далее отключают привод поиоротпого стола, вклю а1от гидропривод )i поднимают в верхнее исходное положение сердечник. иосрсдстппм захватшлх стройст 5
соединяют с кареткой н включают гидропривод, поднимают каретку вместе с формой вверх, после чего при помощи лебедки на поворотный стол подается свободная тележка, например левая, на которую после .включения привода опускается .форма с кареткой. Затем форма с отформованным изделием отсоединяется от каретки. Последняя поднимается в исходное положение, а тележка с формой и изделнямп отводится с поворотного стола в исходное положение. Потом форма с изделиями транспортируется в пропарочную камеру, в которой форма н сменная перегородка размыкаются с кольцевым поддоном и транспортируются в исходное положение для последующего 1|)ормова;1ия, а изделия остаются на кольцевом поддопе для термообработки с .
Далее рабочий цикл труб повторяется. Все пперацип могут быть легко автоматизированы.
Для обеспечения работы установки требуется ;;--1 формы., что позы.шает производительность.
П р е д м е т и з о б р с т с п и я
1. Устано15ка для фо.рмования }13 бетои} oii и чодобной смеси, содержащая раму с бхнкаром, noBOpOTHbiii -стол, на котором становлепа форма с сердечником, меюпдим вибрато; и смо;гг 1рован;1Ы.1 с возможностью ве)тикал15;1ого перемещения, и поддон, отличаюи аяLSI тем, что, с целью одновременного формования нескольких труб и повышения производ :тельности, внутри формы концентрично установлена цилиндрическая с.менная перегородка, соединенная с формой посредством кольцевого 11 замков, а вибратор закреплен в полостл се)дечпика с помощью диа||)рл i-M.
2. Установка по ч. 1, отличающстсл тем, чти между 6yase)OM и форлюй устаповлп; питатель, лопасти iiOTOporo расположен 1 по )вой линии.
3.Установка по п. 1, отличающаяся тем, что перегород1 ;а выпо.чпена с полостьк, ;5путр;
которой vcianoBJieniji ребра.
4.Устапо 5ка по п. 1, отличающаяся тем, что етол выполнен с лольц-.выми фиксаторами. т 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| УСТАНОВКА ДЛЯ ВЕРТИКАЛЬНОГО ФОРМОВАНИЯ ТЕЛ ВРАЩЕНИЯ | 1972 |
|
SU337265A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ полых ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 1968 |
|
SU231356A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Станок для формовки бетонных и железобетонных безнапорных труб | 1948 |
|
SU95700A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1973 |
|
SU399381A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ТРУБ | 1970 |
|
SU260475A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБОФИЛЬТРОВДРЕНАЖНЫХ | 1972 |
|
SU339419A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ APMOHEMEHTfiblX НАПОРНЫХ ТРУБь5'^:=-иТ1;Л | 1965 |
|
SU168168A1 |

Фаг ;
