. Предметом мзобрете:1ия яв.чяется станок для изготовления бетонныл и железобетонных безнапорных Т1)уб с удалением избыточной воды в пронессе формовки через фнльтрующие обкладки формы.
Известные сташчн для формоЕЖи бетонных н железобетонных труб сиссобом вакуумкрогзання е применением фильтрующих обкладок форм требуют использовання еложной и дорогостоящей вакуумной установки.
Конструктнвнля особенность описываемого станка заключается в применении paзъe : CЙ формы с фильтрующими обкладками в сочетании с вибрирующим сердечником. Сердечник служит одновременно унлотннтелем бетона и внутренней оналубкой формуемой трубы.
Станок снабжен также прессующим щтамном для выпрессовки стыкового раструба формуемой трубы.
Такое устройстве станка устраняет необходимость в фнменении вакуумно установки, новыщает производительность труда, унрощает конструкцию и удещевляет изготовление труб.
На фиг. 1 изображена кинематическая схема станка; ил фиг. 2-вибрирующий наконечник; на фиг. 3-форма для трубы, снабженной раструбом; на фиг. 4-поворотный стол или карусельная платформа; на фнг. 5-6 - бункер с питателем (вид сбоку и спереди); на фиг. 7-наиравляюо1,ая каретка нрессующего ,1нтампа.
Станок для формовки труб с внутренним диаметром 500-1000 мм сдвоенный. Основные части: электродвигатели / новоротных столов (карусельных нлатформ); тексронные нередачи 2 от электродвигателей с двухскоростнымн редукторами 3: зубчатые конические передачи 4 приводов поворотных столов; зубчатые венцы 5 поворотных столов; барабаны 6 вибрирующих сердечников; вибраторы 7 сердечников, выполненные в виде вал- с двумя дебалансами, переменный экснеитриситет которых из-меняется в соответствии с величииой формуемых труб; электродвигатели 8 Bii6paTCpoB; редукторы 9 питателей, подаюи1.их бетон в форму, тексропные передачи 10 от электродвигателей к редуктора.м питателей; электродвигатели 11 питлтелен; каретки 12 гитачпов, вылреесовывающих раструбы формуемых труб; направляющие 13 кареток штампов.; гидравлические цилипдры 14 для подъема п опускания кареток со штампом; цепи 15 Галля для подъема и опускания кареток со штампом; гидравлические цилипдры 16 для опускания и вытаскивания вибрирующих сердечников из отформованных труб; цепи /7 Галля для опускания и вытаскивания вибрирующих сердечников.
Вибрирующий наксиечиик (фиг. 2) состо - т из наружного смеиного цилиндра 18, который служит внутренней опалубкой формуемой трубы, и внутреннего цилиндра 19, служащего корнусол; вибратора. При смене царз-жного цилиндра в зависимости от диаметра формуемой трубы внутренний цилиидр вытягивается вверх. Во внутреннем цилиндре смонтирован электродвигатель 6. который закреплен на резиновых амортизаторах 20: электродвнгатель соединен с валом вибратора гибкой муфтой 21 из резиио-тканевого толстостенного рукава.
Возбудителем вибрационных колебаний является вал 22 с двумя закреплсиньгмн на нем дебалансами 23. В целях изменения кинематического момента вибратора в зависимости от размера формуемых труб дебалансы выполнены составными из двух частей: одна часть 24 наглухо соединена с валом, а другая часть 25 вынолнеиа подвижной. Для изменения кинематического момента подвижные части обоих дебалансои смещают относительно ненсдвижиых частей на один и тот же згол и скрепляют с нимн болтами. Во избежание закручивагщя цодъемной цепи Галля вибрирующего сердечника цепь закрегглена на особой головке, снабжеп.ой цод1Ц1 пниками 26. В этой же головке расно.южены кольцевые к()такть: из ко:;ец 27 и щеток 28 для подвода тока к электродвигателю вибрцруюи;его сердечника.
Форма (фиг. 3) для труб, снабженны.х раструбом, выполнена разъeMHOii i: трех секций; стенки 29 формы из листовой стали при с ирикленан {ылП1 уголками 30 д. придания боль;ней жесткости. С внутренней сторо.чы ферма обложе ;а (:1)ильтру-ощей обкладког 31 и двумя слоями цроволоч1ЮЙ сетки (пе пслазана па чертеже). Фильтрующая обкладка и сетка крепятся к форме сверху Цйжим1-ы.мц секторами 32, а ио остальной поверхности формы-специальными болтлми.
Поск сборки формь на ве)хний ее торец накладыгзают нлоског бортовое кольцо 33 для сбрасыван :я на него излщнкон бетона при выпрессокло паструба трубы. С кольца бетон а15томатически с)езается с;7ециаль;:ь; л иожом сбрасывается по лотку на тачку. Отдельные секцик формы кренят между собой клиновыми замками 34.
Поддон цредаазцачается для цредуиреждения сл.ещеиия бетона в форме при транснортированин отформованной трубы к месту расналубки. Форма в сборе с поддоном при установке на поворотный стол направляется и центрируется относительно нентра врантения тремя конусами, СОСТОЯЩИМ : из сва|зиых стоег;, резиновых амортизато юв и стальных иаклядок. Сам поддон онирается на поворотный стол посредством щести амортизаторов, прикрепленных к поддону с нижней его стороны.
Форму на поддоне крепят тремя откидными штырями с клиньями. Кроме того, на поддоне приварен упор, который удерживает форму ог поворота относительно поддона. Для предупреждения поворота самого цоддо а относительпо поворотного стола к поддону приварен захват, которып -пцрается в соответствующий упор иа поворотном столе.
По:,э::отный стел или карусельная платформа (фиг. 4) состоит из диска vO. полой оси 36 с щаровой опорой и опорного круга 37, составляющсгс одно целое с з бчптым пенцом 5. Оло-жый кшт стола, лeжиf
-2-
па трех роликах 38 и приводится во вращателы-юе приводом, который состоит из зубчатой цилиндрической иередачи и коиической передачи 4, а также двухскоростиого 1едуктора /J, соединеиного с лектродвигателем / тексропной передачс-м 2. Пере1,ч1Очение скоростей вращения стола производится рукояткой 39. Для предупреждения расплескивания воды, выделяющейся из бетона при формовке труб, стол снабжен предохранительным бортом 40; вода из-под стола отводится в канализацию.
Стол вместе с приводом смонтирован на раме 41, которая крепится на обн1,ей станине станка. Сверху рама стола прикрыта стальными рифлеными листами 42, расположенными иа одном уровне с поверхностью стола и пола ,здания.
Бункера с питателями (фпг. 5-6) крепят на cTain-ine станка посредством опорных уголков. Бетон в бункер нодается из отде,:1ьно11 бетономеП1алкн или центральной бетоносмееительной установки, которые не входят в комплект оборудования станка.
В нижней части бункер разделен на два рукава, снабженные каждый лопастным питателем (фпг. 6). Пнтатель состоит из квадратпого вала 43, па котором закреплены лопасти 44, расположенные по винтовой лииии; в местах выхода вала из корпуса иитателя установлепы лабиринтные кольцевые уплотнения 45, ппедупреждаоище нопадапие бетона в подшиппики. Ка/кдый питатель имеет саМОстояте.чьный привод, СОСТОЯН.1ИЙ из редуктора 5, тексропной передачи 10 и электродвигателя //. Выпуск бетона из питателей производится через затворы 46, уп-. равляемые рычлжной системой 47 и рукоятками 48. Бетон из каждого иитателя наиравляется в формы но особым лоткам (на чертеже не показаны), которые отводятся в сторону при выпресоавке раструба формуемой трубы и съемке готовой трубы со станка.
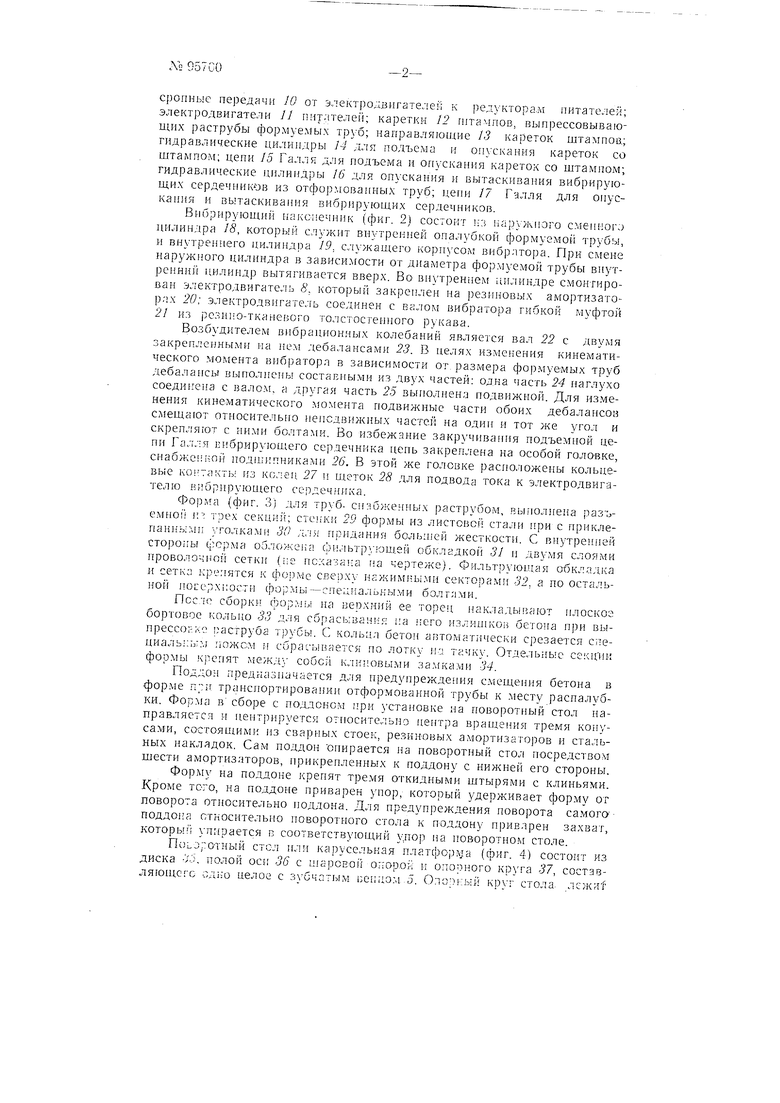
Прессующий штамп состоит из нлправляюпхей каретки и прессующих колец-пижнего и верхнего, надеваемых -ка каретку со,ответственно диаметру формуемых труб с раструбамн (фпг. 7), Подъем и опускание каретки с кольцами производятся цеиями 15 Галля, связанными с гидроприводом. Ход каретки вниз ограничивается устан.ов,очнымн кольцами 49 на направляющих каретки, на которые последняя опирается своими буксами 50.
Нижнее кольцо предназначается для выпрессовки раструба и снабжено двумя лапами для крепления его к направляющей каретке прессующего штампа. Для предохранения от абразивного действия бетона нижнее кольцо снабжено сменными защитными кольцами и упором для верхнего кольца, надеваемого па нижнее прессующее кольцо.
Верхнее кольцо предназначается для срезання излишнего бетона нри выпрессовке раструба, а также для подпрессовки и заглаживания верхнего торца труб. Для предохранения от истирання к нижней поверхности верхнего кольца прикреплепо смепное защитное кольцо. Для срезания излишнего бетона служат косые приливы, которые срезают и сдвигают излишек бетона на бортовое кольцо формы. Для сдвига излишка бетона с борта формы в лоток верхнее кольцо снабжено ножомскребком.
При переходе формовки с одного размера труб на другой, соответственно заменяют: ф.орму, штампы раструба и наружный барабан сердечника-вибратора, для чего станок должен быть укомплектован требуемыми сменными частями.
--3-Л 95700
Предмет изобретения
1. Станок для формовки бетонных и же;1езобетонных безнапорных труб с применениел фильтрующих обкладок формы для изготовляемых труб, отличающийся тем, что, с целью повышения производительности станка, форма с фильтрующими обкладклми для удаления из бетона избыточной воды выполнена разъемной с помещенным внутри нее сердечником, который является корпусом вибратора и служит одновременно уплотнителем бетона и внутренпей опалубкой формуемой трубы. 2. Станок по п. I, от л и ч а ю щ и и с я тем, что он снабжен прессующим щтампом для выпрессовки станкового раструба формуемой трубы. 3. Станок по ип. 1-2, отличающийся тем, что, с целью одновременного выпуска труб двух различных типов или размеров, станок выполнен сдвоенным.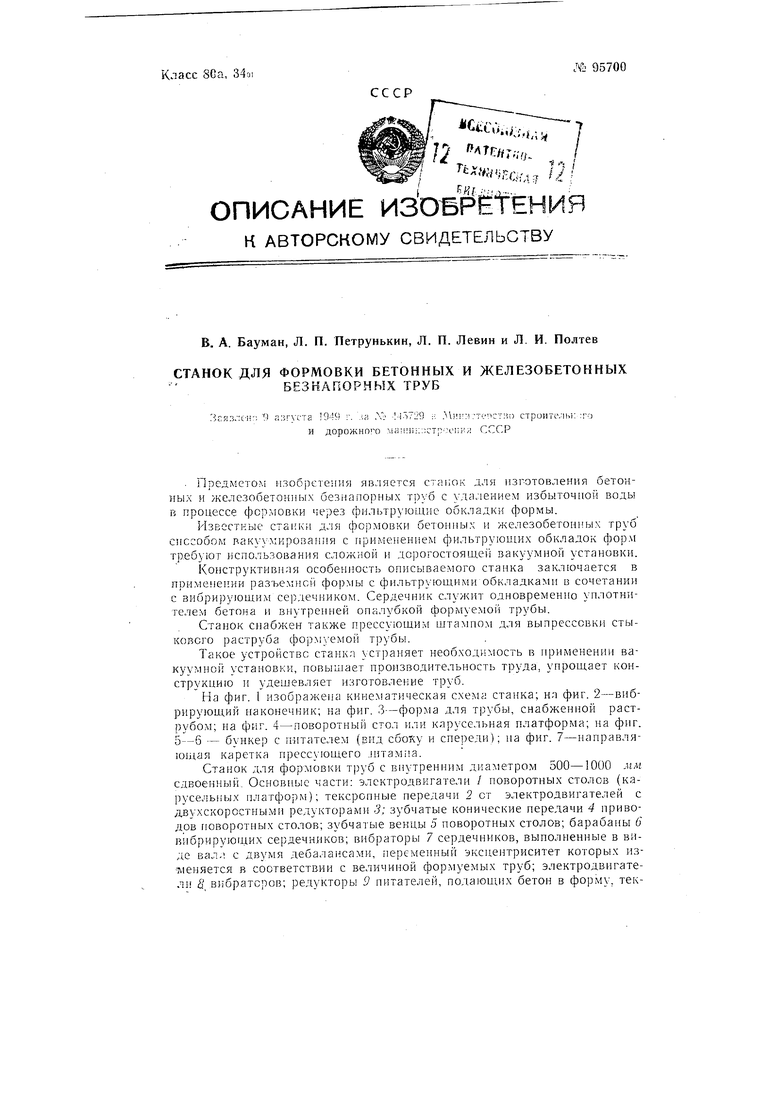

| название | год | авторы | номер документа |
|---|---|---|---|
| Вибросмеситель для приготовления бетонных и растворных смесей | 1958 |
|
SU118751A1 |
| Весовой дозатор цикличного действия для сыпучих и кусковых материалов | 1953 |
|
SU107995A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБ ИЗ БЕТОННОЙ И ПОДОБНОЙ СМЕСИ | 1971 |
|
SU317519A1 |
| Вибрационное устройство для изготовления бетонных и железобетонных изделий | 1952 |
|
SU115208A1 |
| Вибропрессовальный станок для изготовления легкобетонных камней | 1948 |
|
SU79773A1 |
| Устройство для изготовления бетонных и т.п. труб | 1953 |
|
SU113594A1 |
| Металлическая форма для изготовления пустотелых железобетонных конструкций с напряженной арматурой | 1949 |
|
SU87922A1 |
| Станок для формования полых и сплошных строительных камней из жестких бетонных смесей | 1959 |
|
SU147498A1 |
| Станок для изготовления пустотелых шлакобетонных камней | 1949 |
|
SU89315A1 |
| Автоматическая установка для непрерывного формования быстротвердеющих многопустотных строительных изделий, например панелей | 1958 |
|
SU124858A1 |



- t-r-f-f -:
I . ,I II .J
I f ,..
/7
Фг;л .:
i«;jF4u
Л4«С.
,:i«i-i;|i-
. -4K,
- ьГ-|% д
