Известны вибропрессовальныс станки для изготовления строительных блоков, снабженные штампом, сквозной формой и загрузочной коробкой для подачи смеси в форму, расположенными на станине станка. Однако в таких станках велика высота загрузки смеси.
В описываемо.м станке для снижения высоты загрузки смеси в форму и укладки отформованных блоков в пакеты станина станка выполнена иередвижной по рельсам, а форма и и:тамп смонтированы на раме, допускающей перемещения щтамна и формы как в вертикальном, так и в горизонтальном направлениях для формования блоков на низкорасположепном поддоне с последующим перемещением штампа и формы с блоками для укладки блоков в пакет. Для подачи смеси в загрузочную коробку прямо из тачки загрузочная коробка расположена непосредственно у поверхности пола и выполнена опрокидывающейся для передачи смеси в форму при нижнем располонсении формы.
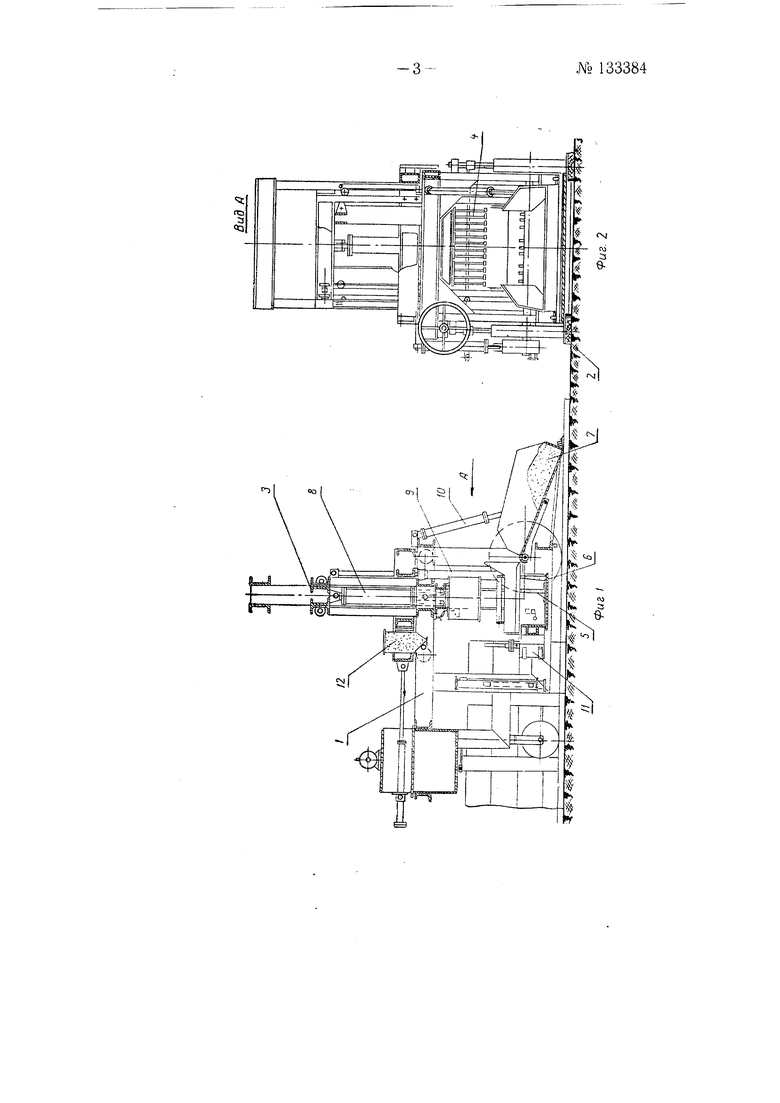
На фиг. I изображен станок; на фиг. 2-то же, вид по стрелке А на фиг. 1.
Вибропрессовальный станок для изготовления строительных блоков состоит из станины 1, передвигающейся по рельсам 2, рамы 3, несущей штамп 4 и сквозную форму 5 ,и перемещающейся в вертикальном и горизонтальном направлепиях, поддона 6 и загрузочной коробки 7. Перемещение рамы 5 производится гидроцилиндрами 8 и 9, опрокидывание загрузочной коробки 7-гидроцилиндром W.
При формовке блоков рама 3 опускается на поддон 6, штамп 4 устанавливается в верхнее положение по отношению к форме 5, загрузочная коробка поднимается и включаются вибраторы П., Смесь под действием собственного веса загружается в форму 5 и уплотняется вибраторами 11, штамп 4 входит в форму 5, прессуя одновременно с вибрацией.
№1333842По окончании уплотнения смеси вибраторы 11 выключаются, рама 3 со штампом 4 и формой 5 поднимается вверх и перемещается в горизонтальном направлении на позицию укладки блоков в пакет. Здесь рама 3 снова опускается и фиксируется в нижнем положении. Форма 5 поднимается, снимаясь с блока, после чего рама 3 вместе со штампом 4 и формой 5 возвраш,аготся в исходное положение, и цикл изготовления блока повторяется.
Для предотвращения взаимного схватывания блоков прн их твердении при движении рамы 3 на позицию укладки блоков в пакет на поверхность ранее уложенного блока из бункера 12 наносится изолирующий слой.
Пред м с- т н Л о б р е т е н и я
1.Вибропрессовальный станок для изготовления строительных блоков, снабженный штампом, сквозной формой и загрузочной коробкой для подачи смеси в форму, расположенными на станине станка, отличаю щи йся тем, что, с целью снижения высоты загрузки смеси в фор.му и укладки отформованных блоков в пакеты, станина станка выполнена передвижной по рельсам, а форма и штамп смонтированы на раме, допускающей перемещение штампа и формы как в вертикальном, так и в горизонтальном нанравлениях для формовки блоков на низкорасположенном поддопе с последующим перемещением штампа н формы с блоками для укладки блоков в пакет.
2.Станок по п. 1, о т л и ч а ю nj, и и с я тем, что, с целью подачи смеси в загрузочную коробку прямо из тачки, загрузочная коробка расположена непосредственно у поверхности пола и выполнена опрокидываюи1ейся для передачи смеси в форму при нижнем положении формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления строительных блоков и станок для формовки их | 1953 |
|
SU105274A1 |
| Станок для формования камней и т.п. изделий | 1942 |
|
SU66252A1 |
| Подвижная установка для изготовления железобетонных изделий | 1955 |
|
SU112911A1 |
| Вибропрессовальный станок для изготовления легкобетонных камней | 1948 |
|
SU79773A1 |
| ВИБРОПРЕССОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ БЛОКОВ | 1991 |
|
RU2033321C1 |
| Устройство для изготовления бетонных и т.п. труб | 1953 |
|
SU113594A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ ПОЛЫХ КАМНЕЙ И Т. П. ИЗДЕЛИЙ | 1942 |
|
SU70482A1 |
| Станок для изготовления бетонных и т.п. труб | 1944 |
|
SU65950A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |