Предложенный стаиок относится к технологическому аборудова;нию для .изготовления холодной гибкой из листа изделий сложной кривизны.
В настоящее время листовые издеЛия, имеющие сложную кривизну, изготавливают на листогибоч,ных станках. Однако «процесс гибки весьма трудоемок того, что все операции по перемещению листа выполняются либо вручную, либо С помощью грузоподъемных талей. Форму изгибаемого листа .контролируют с помощью крупнога баритных шаблонов, кроме того, ДЛЯ изготовления листовых изделий СЛОЖНОЙ формы требуется много производственной площади.
Предлагаемый станок отличается тем, что он снабжен устройством для контроля формы изгибаемого листа, а также рамой, смонтированной на станине с возможностью вращательного и возвратно-поступательного неремещения ;в вертикальной нлоскости от нривода. Рабочий орган выполнен IB виде соосно установленных на patMe верхней и нижней ГОЛОВОК, имеющих возможность перемещения в двух взаимно пориендикулярных плоскостях. Это позВОляет повысить производительность. KipOMe того, устройство для контроля формы изгибаемого листа выполнено в виде закрепленного на неподвижном оснавании щаблона, состоящего из ряда отдельных нодвесных элементов, и отражателя, служащего для неренесения изображения заданного профиля изделия в зону изгибания листа.
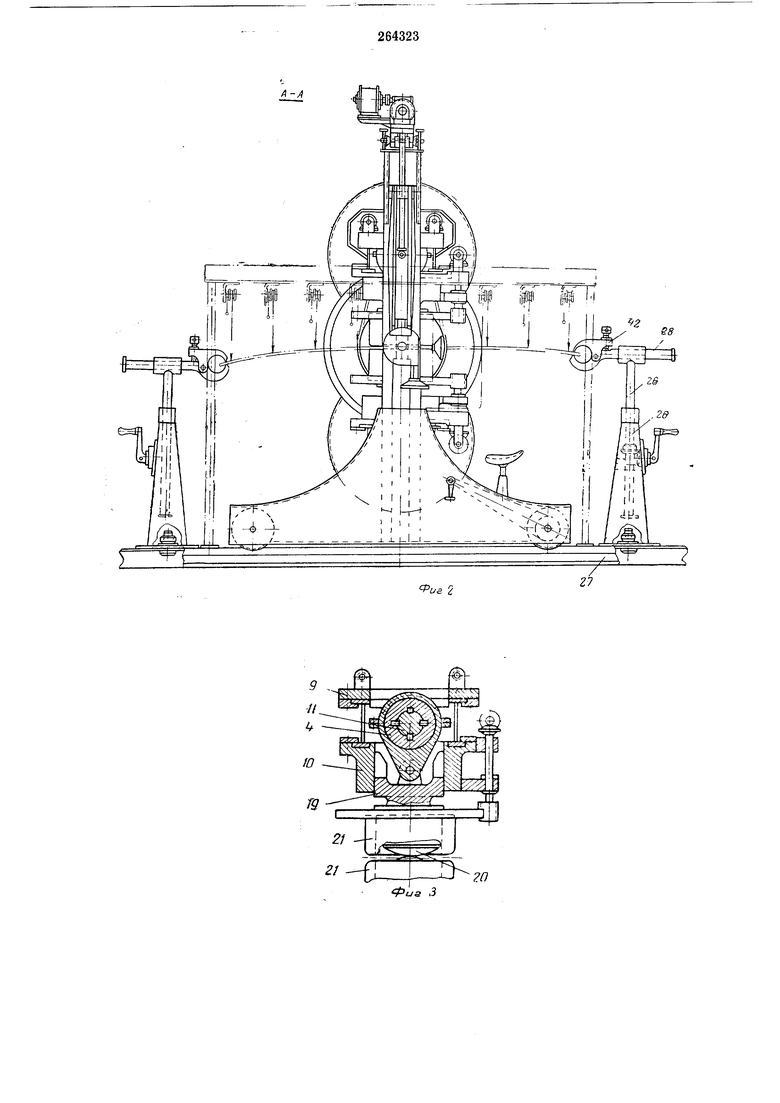
На фиг. 1 представлен описываемый станок, вид спереди с выбором по гибочным головкам; на фиг. 2 - то же, вид сбоку; на фиг. 3 - гибочная головка и ее соединение с кривошипом; на фиг. 4 - устройство подвесных шаблонов; на фиг. 5 - сдвоенная катушка с тросика ми; на фиг. 6 - план расположения станка и устройства подвесных шаблонов.
Предлагаемый станок содержит станину 1, на которой укреплена рама 2 с установленными на ней тибочными головками 3, шарпирпо соединенными с кривошипным меха1иизмом 4.
Станина нредставляет собой металлоконструкцию и имеет катки 5 для перемещения ве по рельсам 6 с помощью привода 7. В вертикальных направляюи.их станины расположены качающиеся подшипники 8 для крепления рамы 2.
Рама представляет собой также сварную металлоконструкцию. На верхией и нижней балках рамы предусмотрены наружные направляющие ДЛЯ кареток 9 и внутренние направляющие ДЛЯ карето.к 10.
шпоякам на валу 11 с помощью лриводного механизма 12.
Каретки 10 Охватывают кривошипные механизмы 4 и головки 3 и являются для головок вертикальны1ми направляющими. Валы 11 закреплены в лодщипниках на раме.
Рама вращается в подшипниках 8 с помощью ;меха.низма 13, жестко соедииенного с указанными подшипниками.
Ось рамы в одном подшипнике закреплена от продольного перемещения, а е другом не закреплена, что обеспечивает еозлюжность подкантовки рам 2 с помощью механизма 14. Вертикальное перемещение рамы вместе с подшипника1м,п по направляющим ста.нины осуществляется также механизмом 14, который Имеет шарнирное соединение € указанными подши1пниками.
Механизм 14 включает траверсу 15, шарнирно соединенную с верхней частью станины, и установленный яа ней реверсивный электродвигатель 16 с редуктором и зубчатую передачу с переключателем 17.
Для амортизации траверсы 15 и рамы 2 на станине предус.мотрены пружины 18.
Гибочные головки 3 являются пуансояом и матрицей в процессе изгибания листа.
Каждая головка 3 состоит из корлуса 19 со съамным наконечником 20 ,и цилиндрической опоры 21.
Корпус 19 имеет ушки для соединения с кривошипным механизмом 4 и наружную резьбу, на которую навинчивается цилиндрическая опора 21.
На головке 3, расположенной на верхней бал.ке рамы 2, предусмотрены винты 22 для выбора люфтов резьбового соединения корпуса 19 € цилиндрической онорой 21.
Головки установлены на раме друг над другом по одной оси и :имеют возможность горизонтального неремещения по направляющим рамы от приводного механизма 12, причем головки при перемещении в процессе гибки листа всегда располагаются по одной оси.
Для изгибания листа, расположенного .между головками, последние сближаются между собой кривощипными механизмами 4 с помощью привода 23.
Привод 25/включающий ременную передачу, шестерпи и маховик, имеет электродвигатель 24, расположепный на раме на специальном фундаменте.
Для получения требуемой стрелки прогиба листа форму рабочей поверхности гибочных головок в процессе гибки изменяют одновременным (Перемещением вверх или вниз цилиндрических опор 21 на корпусе 19 с помощью привода 25.
Нео1бходимое положение головок 3 относительно изгибаемого листа в любой его точке задается поворотом, подкантовкой, подъемом или опусканием рамы.
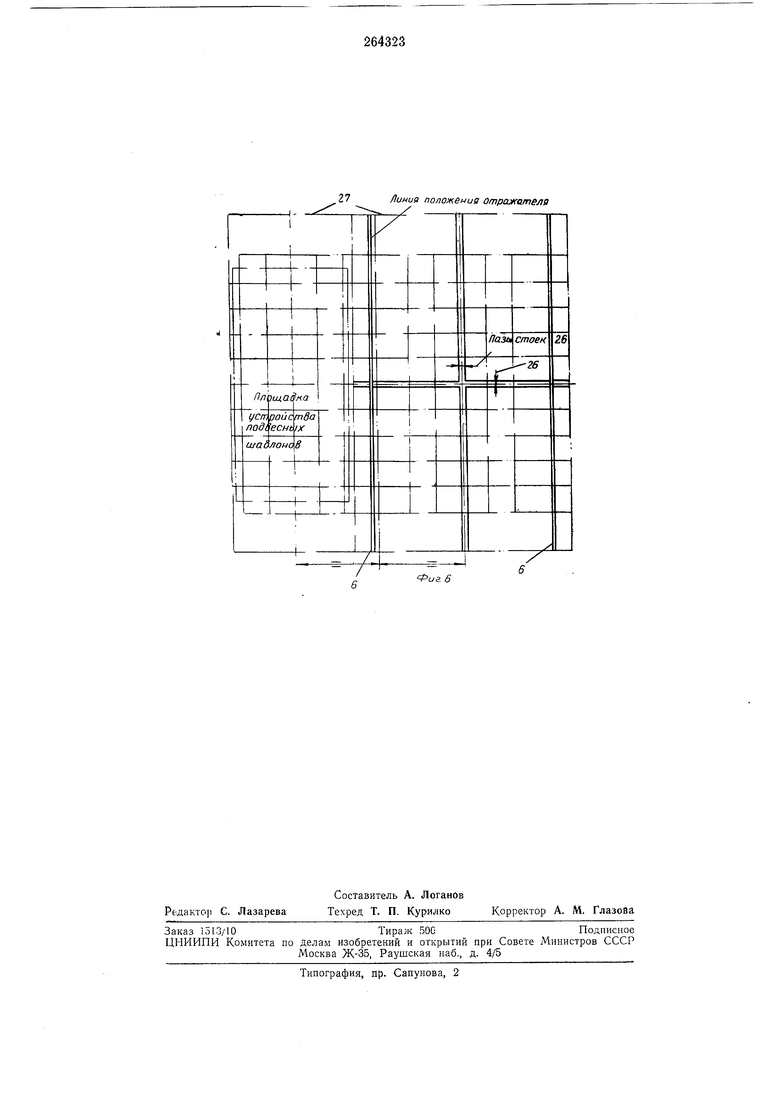
ют на четыре специальные стойки 26. Стойки регулируются по высоте .и крепятся в продольных и поперечных пазах фундаментной плиты 27 на расстоянии, соответствующем габаритам изгибаемого листа.
Изгибаемый лист закрепляют зажимами на подвижных опорных головках 28 стоек. По мере сокращения горизонтальной проекции листа в процессе гибки опорные головки 28 10 соответственно перемещаются в продольном или поперечном направлении.
Формы листа контролирует специальное устройство подвесных шаблонов.
Устройство подвесных шаблонов включает 15 основание 29, рамку 30, опирающуюся на четыре стойки 31 и размещенную сбоку станка так, чтобы ее плоскость была параллельна плоскости рельсового пути, и рейки 32, закрепленные на средней балке рамки 30 вин0 тами 33 с гайка.ми 34. Кроме того, устройство подвеоных шаблонов содержит сдвоенные катушки 35, тросики 36 с элементами 37 и тросики с ограничителями 38.
Рамка 30 представляет собой сварную ме5 таллокопструкцию, состоящую из трех продольных балок, концы .которых связаны двумя поперечными балками.
На средней продольной балке рамки 30 «а
расстоянии 300-400 мм друг от друга закреп0 лены съемные рейки 32 винтами 33 с гайками
34. Боковые балки рамки 30 и.меют гнезда, в
которых располагаются концы реек 32.
В средних частях реек 32 выполнены шлицы, которыми они надеваются на винты 33, 5 причем в процессе наладки устройства подвесных шаблонов их можно снимать и разворачивать на винтах 33 еа 180°.
На рейках 32 закреплены сдвоенные катушки 35, каждая из которых имеет два бараба0 на разных диаметров для тросиков 36 с элементами 37 и тросиков с ограничителял1и 38.
Сдвоенные катушки 35 установлены на рейках 32 на осях 39 на расстоянии 200--250 мм друг от друга и удерживаются от вращения 5 пружинами 40.
Тр|Осики 36 закренлены на барабанах большего диаметра и служат для образования точками элементов 37 рабочей кромки подвесного шаблона, а тросики с ограничителями 38 закреплены на барабанах меньшего диаметра и служат для регулирования полонсения элементов 37 по высоте.
Линия рабочей кромки подвесного шаблона, образованная по каркасу с плаза элементами 37, переносится в район изгиба листа через отражатель 41, укрепленный на станине на уровне рабочих поверхностей гибочных головок.
Отражатель 41 выполнен из обычного шли0 фованного стекла, заключенного в металлическую ра.мку с резиновой прокладкой.
Станок и устройство подвесных шаблонов установлены на общей плите так, чтобы продольные н поперечные lOcn площадок были взаимно параллельны (фиг. 6).
Вспомогательным пр испособлением для образования Подвесных шаблонов являются каркасы изгибаемых листов обшивки, изготавливаемые, как и обычно, на плазе.
На рабачей поверхности каркаса при его изготовлении всегда наносят краской или цветными кара.ндашами контрольные линии продольных и поперечных сечений. Обычно эти линии надосят на произвольном расстоянии друг от друга.
Для использования каркасов при устройстве подвесных шаблонов контрольные поперечные линии наносят на каркасе на расстоянии, равном расстоянию между рейками 32 (т. е. через 300-400 мм), а продольные - на расстоянии, равном расстоянню между сдвоенными карушка1ми 35 (т. е. 250-200 лш).
Для образования нодвеоных шаблонов для контроля формы листа в процессе гибки на предлагаемом станке каркас листа (с паза) устанавливают на подставках на середине площадки устройства подвесных шаблонов под рамкой 30 так, чтобы боковая проекция его рабочей поверхности находилась на уровне отражателя 4J, а продольная и поперечная средние линии контрольных сечений, нанесенные на каркасе, совпадали в плане с осями симметрии площадки.
Расположение боковой проекции рабочей пав1врхности каркаса па уровне отралсателя 41 контролируют «на глаз, а совнадение средних линий контрольных сечений каркаса с осями симметрии площадки устройства подвесных шаблонов - по отвесу.
Элементы 37 на тросиках 36 опускаются вручную до соприкосновения с ра.бочей поверхностью каркаса, при этом их точная установка регулируется тросиками с ограничителями 38.
Таким образом, нижними точками элементов 37 будет образована рабочая поверхность каркаса по необходимым (контрольным) сечениям.
Так как изображение образованного подвесного шаблона, видимое в отражателе, получится обратным (зеркальным), то для получения действительной формы рабочей по вархпости каркаса в районе установки изгибаемого листа рейки 32 с образованным подвесным щаблоном разворачивают на винтах 33 на 180°, для чего гайки 34 ослабляют, рейки 32 снимают с винтов 33, разворачивают на 180°, вновь устанавливают на свои места и крепят гайками 34. ,
Станок имеет механизм переключения привода 23 на холостой ход.
Изгибаемый лист закрепляют в головках 28 зажимами 42.
Каркас изгибаемого листа обшивкн, изготовленный на плазе, подают на площадку устройства подвесных шаблонов и устанавливают на мерных подставках под рамкой 30 с
ориентацией по высоте и в осях , симметрии площадки.
Затем на рабочую поверхность каркаса с плаза опускают элементы 37 до их соприкосновения с рабочей поверхностью каркаса. Гайки 34 ослабляют, рейки 32 снимают, разворачивают на 180°, вновь устанавливают и крепят гайками 34. После этого, ориентируясь по каркасу с плаза, расположенному на площадке устройства подвесного шаблона, на плазах плиты 27 рабочей части станка намечают места для установки черных стоек 26, а .расстояние между рабочими кромками гибочных головок 3 устанавливают максимальным (примерно 40-50 мм) с помощью приводов 23 и 25.
Головка 28 стоек 26 устанавливают на высоте па уровне установки изгибаемого листа, ориентируясь по расположению соответствующих точек рабочей поверхности каркаса, после чего изгибаемый лист подают краном в зазор между рабочими поверхностями гибочных ГОЛ10ВОК 3, устанавливая на трех головках 28, и крепят зажимами.
Затем с помощью привода 25 рабочие поверхности гибочных головок 3 настраивают на листе минимальной остаточной деформации, образующейся от сближения головок 3. Гибка листа производится с целью подвода
его кромки на четвертую головку 28 стойки 26. Изгибаемый лист крепят на четвертую головку 28 стойки 26. Изгибаемый лист крепят на четвертой головке 28. После этого плазовый каркас убирают.
Включают привод 23 и гибочными головками 3 изгибают лист до полного совпадения его поверхности с изображением в отражателе 41 нижних точек элементов 37.
Предмет изобретения
1. Станок для изготовления холодной гибкой из листа изделий сложной кривизны, содержащий станину, рабочий орган и привод, отличающийся тем, что, с целью повышения
производительности, он снабжен устройством для контроля формы изгибаемого листа, а также рамой, смонтированной на станине с возможностью вращательного и возвратнопоступательного перемещения в вертикальной
плоскости от привода, при этом рабочий орган выполнен в виде сооспо установленных на раме, с возможностью перемещения в двух взаимно перпендикулярных плоскостях, верхней и нижней головок.
2. Станок по п. 1, отличающийся тем, что устройство для контроля формы изгибаемого листа выполнено в виде закрепленного на неподвижном основании шаблона, состоящего из ряда отдельных подвесных элементов, и
отражателя, служащего для перенесения изображения заданного профиля изделия в ЗОНУ изгибания листа.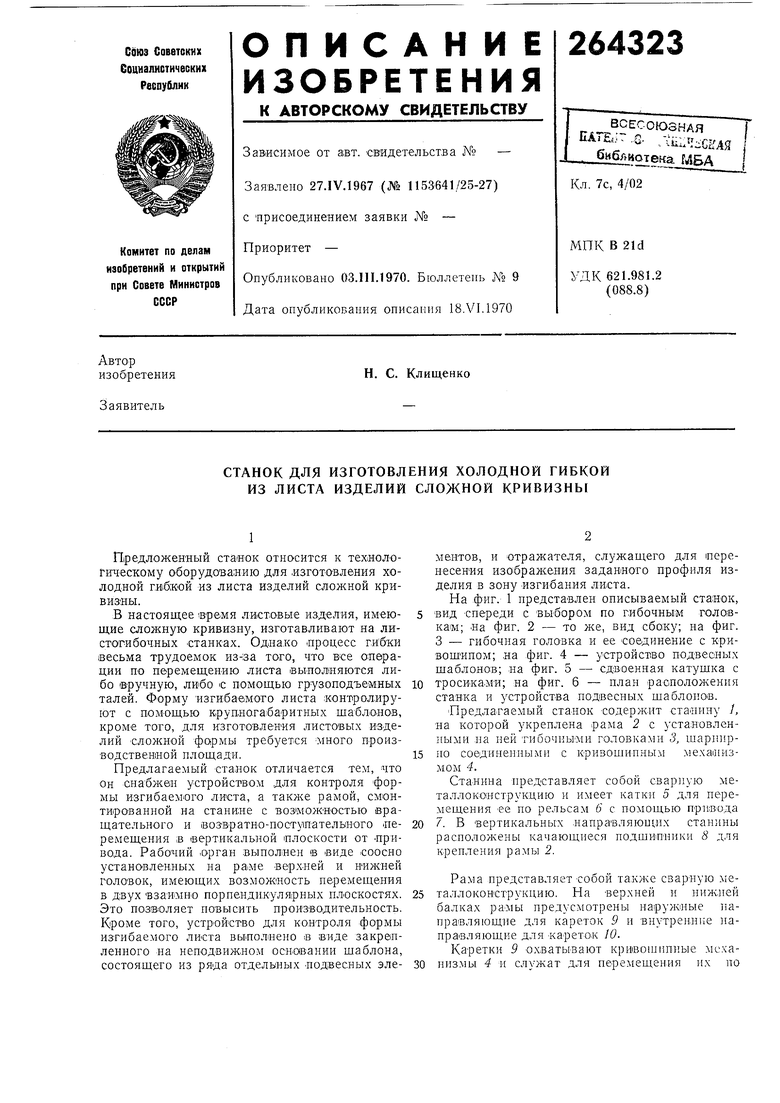
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |

П
Физ 3
30
иг
Б -6
33
38
Фиё 5
27
fluHua положениа Отражотела
