Изобретение относится к электродуговой сварке плавлением, в частности к автоматической сварке неповоротных стыков трубопроводов порошковой проволокой с принудительным формированием сварного шва.
Цель изобретения - повышение качества сварного соединения, упрощение техники сварки путем регулирования тепловой мощности дуги в зависимости от пространственного положения сварки.
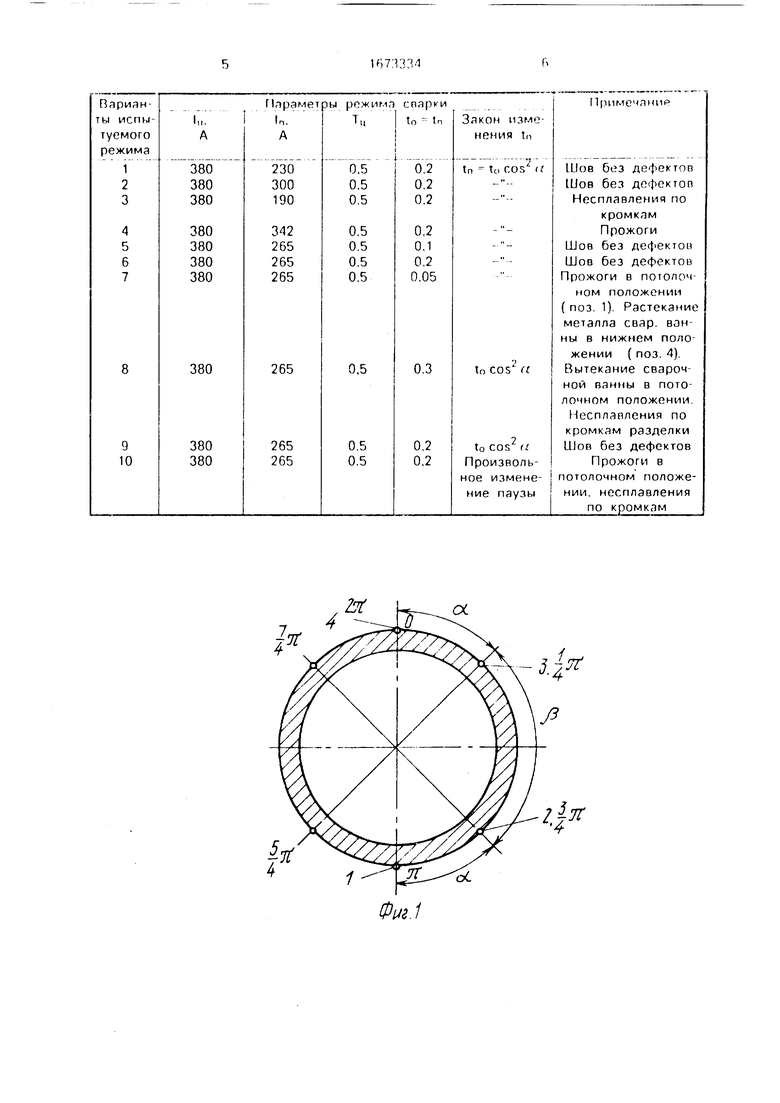
На фиг,1 показана схема сварки стыка; на фиг.2 - схема изменения параметров импульсного цикла при сварке неповоротного стыка.
Предложенный способ сварки реализуют следующим образом.
Перед сваркой производят разметку стыка, фиксируя самую нижнюю точку 1 поверхности трубы, где а-л , участки трубы 2, 3, соответствующие центральным углами . рэвнымЗ/4л а яиО а л/4 , и самую верхнюю точку 4 на поверхности трубы а 0.
Осуществляют ручную дуговую сварку корневого шва. Затем устанавливают сварочный автомат в потолочном положении Выставляют режимы сварки, в том числе амплитудные и временные параметры импульсного цикла : lu, п.Тц.Ь t0. Затем начинают
ск j со
GO 00
процесс сварки, который ведут при плавном уменьшении времени паузы.
При достижении автоматом отметки 2 на поверхности трубы (7 3/4 л) прекращают регулирование времени паузы (tn). На участке стыка между отметками 2 и 3 процесс сварки ведут при неизменных параметрах импульсного цикла. При достижении сварочным автоматом отметки 3 (гг-л/4) начинают плавно увеличивать время паузы до значения t() в нижнем положении ( а -- О ).
Сварку второго полупериода трубы осуществляют по аналогичной схеме.
Экспериментальную проверку способа проводили при сварке труб диаметром 1220x12 мм. В качестве источника тока использовали инверторные выпрямители фирмы Кемппи PS 5000 с приставкой Ц 100Р для регулирования параметре) импульсного цикла и отечественный выпрямитель ВДУ-506 с приставкой для формирования импульсов.
РРЖИМЫ сварки в процессе испытаний приведены в табл.1.
В вариантах 1 -4 изменяли значение тока паузы (1П). в вариантах 5 8 - время паузы (tn). по варианту 10 сварку вели с произвольным изменением времени паузы.
Параметры режимов сварки по вариантам 1,2,5 и 6 задавали в пределах, регламентируемых заявляемым способом. В варианте 1 ток паузы ln 0,6 1ц; в варианте 2 in 0,8 In. В варианте 5 t0-tn 0,2 Тц; в варианте б 0,4 Tu. Качество стыкоп, сваренных по вариантам 1,2, 5 и 6 удовлетворительное.
При назначении параметров режима, значения которых выходят за пределы, регламентируемые способом, отмечено снижение качества сварки. Так, при сварке по варианту 3 (In 0,5 lu) образуются несплавления, по варианту 4 (ln 0,9 1и) образуются прожоги в потолочном положении. При достижении паузы tcrtn -0,1 Тц(вариант 7) наблюдаются прожоги в потолочном положении и неудовлетворительное формирование шва в нижнем положении из-за произвольного растекания металла сварочной ванны.
При достижении паузы ,6Tn (вариант 8) затруднено удержание сварочной
ванны в потолочном положении, образуются несплавпения по кромкам
Сравнительные испытания режимов сварки, при которых время паузы иэменяет- ся в зависимости от пространственного положения в соответствии с зависимостью
г
tn to cos а (вариант 9) и произвольно (вариант 10), показали, что при произвольном изменении времени паузы не удается изба0 виться от дефектов типа прожогов в поточном положении и несплавлений на разных участках периметра шва.
Таким образом, предложенный способ обеспечивает повышение качества сварно
5 го соединения при одновременном упрощении техники сварки. Улучшаются усповия труда сварщика за счет исключения операции подпарки шва изнутри трубы.
0Формула изобретения
Способ сварки неповоротных стыков труб порошковой проволокой с принудительным формированием сварного шва, при котором сварку каждой половины стыка ве5 дут снизу вверх от потолочного положения к нижнему, отличающийся тем, что, с целью повышения качества сварного соединения и упрощения техники сварки путем регулирования тепловой мощности дуги в
0 зависимости от ее пространственного положения, сварку стыка осуществляют пульсирующим током при токе паузы, составляющем 0,6- 0.8 тока импульса, время паузы в потолочном положении устанавли5 вают равным 0,2-0,4 времени цикла, при этом на участках сварных швов с центральными углами от л до 3/4 л йот л дс 5/4 л и им противоположными от 7/4 я до 2 л и от 1/4 л до 0 время паузы изменяют по
0 зависимости
о
tn to COS (I .
где tn - время паузы, с;
to - время паузы в потолочном положении, с;
5(I - текущее значение центрального угла свариваемого участка. а сварку участка с центральным углом от 3/4л до 1 /4 я и ему противоположного от 5/4 л до 7/4 л ведут при времени паузы.
0 равном 1/2 времени паузы в потолочном положении.
JCd., T4
С
u u 1.4.
ЛПЛЛП
n a
пптппппплл
n a

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| Способ автоматической сварки кольцевых неповоротных стыков труб | 1987 |
|
SU1433704A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ дуговой многопроходной сварки неповоротных стыков труб | 1983 |
|
SU1143547A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ стабилизации сквозного проплавления | 1988 |
|
SU1593829A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ дуговой сварки | 1977 |
|
SU737171A1 |

Изобретение относится к электродуговой сварке плавлением, в частности к автоматической сварке неповоротных стыков трубопроводов порошковой проволокой с принудительным формированием сварного шва, и может быть использовано во всех отраслях машиностроения. Цель изобретения - повышение качества сварного соединения и упрощение техники сварки путем регулирования тепловой мощности дуги в зависимости от пространственного положения. Сварку неповоротных стыков труб порошковой проволокой с принудительным формированием сварного шва ведут снизу вверх от потолочного положения к нижнему пульсирующим током. При этом ток паузы Iп составляет от 0,6 до 0,8 тока импульса Iи. Сварку участков трубы с центральным углом α, где 0 ≤ α ≤ φ / 4 и 3/4 φ ≤ α ≤ φ ведут с плавным изменением времени паузы Tп в соответствии с зависимостью Tп = т0 CoSL, где T0 - начальное время паузы, устанавливаемое для потолочного положения и равное 0,2 - 0,4 Тц, где Тц - время импульсного цикла. Сварку участка трубы с центральным углом β, где φ/4 ≤ β ≤ 3/4 φ, ведут с фиксированной продолжительностью паузы Tп = T0 COS2 φ / 4. 1 табл. 2 ил.
V4 . #
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
