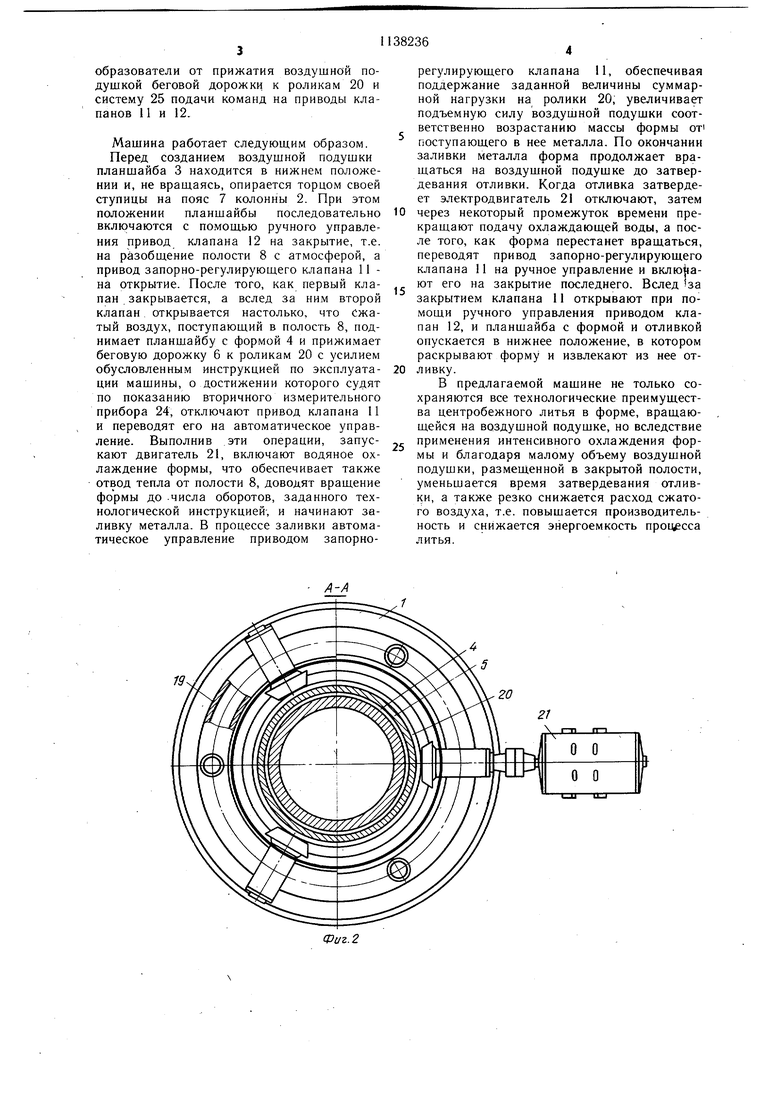
Изобретение относится к литейному производству, в частности к оборудованию для центробежного литья, и может быть использовано для изготовления преимущественно крупногабаритных изделий в формах, вращающихся вокруг вертикальной оси. Известна вертикальная центробежная машина, имеющая станину, вертикальный вал с планщайбой на его верхнем конце, смонтированный в станине на радиальных и осевых опорах, изложницу, ролики радиальной устойчивости изложницы, контактирующие с беговой дорожкой на ее боковой поверхности, и привод вращения вала II. Недостатком этой мащины является ограниченность технологических возможностей из-за малой величины верхнего предела частоты вращения изложницы. Наиболее близкой к изобретению по технической сущности является вертикальная центробежная мащина, содержащая планщайбу со ступицей, водоохлаждаемую литейную форму, смонтированную с возможностью вращения и перемещения вдоль вертикальной оси на неподвижной колонке, ролики радиальной устойчивости формы, привод и устройство для создания и регулирования подъемной силы воздущной подушки под планщайбой. Известная мащина обеспечивает широкие технологические возможности для повышения качества крупногабаритных центробежных изделий, так как благодаря воздушной подушке допускает применение высоких частот вращения формы, в результате чего обеспечивается не только уменьшение продольной разностенности отливок, но и увеличение плотности металла у их внутренней поверхности 2. Недостатком известной мащины является то, что отвод Тепла от формы повышается лишь путем увеличения частоты ее вращения, что машина не позволяет получить существенного прироста производительности. Целью изобретения является повышение производительности и сниженир энергоемкости процесса литья. Эта цель достигается тем, что вертикальная центробежная мащина, для литья крупногабаритных изделий, содержащая планшайбу со ступицей, имеющей полость и, водоохлаждаемую литейную форму, смонтированную с возможностью вращения и перемещения вдоль вертикальной оси на неподвижной колонне, ролики радиальной устойчивости формы, привод и полость для создания и регулирования подъемной силы воздушной подущки под планшайбой, снабжена рубащкой с фланцами, в которой расположена форма с зазором относительно планшайбы стенок и фланцев рубашки, а полость для QoздaнJ я и регулирования подъем36jной силы воздущной подущки выполнена в колонне концентрично относительно полости, выполненной по оси колонны и сообщающейся с зазором между формой и рубащкой, при этом в верхней и нижней части рубашку выполнены сквозные каналы. На фиг. 1 изображена предлагаемая машина, прддольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - принципиальная схема регулятора подъемной силы воздушной подушки. Машина имеет станину 1, в центре которой неподвижно -закреплена колонна 2, несущая планшайбу 3 с литейной формой 4, помещенной внутри рубашки 5 с кольцевым зазором между стенками и торцовым зазором над планшайбой. Боковую поверхность рубашки опоясывает бандаж с беговой дорожкой 6 конического профиля. Планшайба смонтирована на колонне 2 с возможностью вращения вокруг нее и перемещения вдоль ее оси на заданную высоту. В нижнем положении планшайба опирается своей ступицей на пояс 7 колонны, а между верхним концом колонны, и торцом расточки ступицы остается начальная полость 8, которая служит для приема сжатого воздуха при создании воздушной подушки. Колонна 2 выполнена двухполостной. Наружная кольцевая полость сообщается через отверстия 9 с полостью 8 и соединена воздуховодом 10 через приводной запорнорегулирующий кяапан 11 с источником сжатого воздуха (не показан), а на воздуховоде 10 установлен приводной клапан 12, позволяющий сообщать или разобщать полость 8 с атмосферой. Внутренняя полость колонны сообщается через наконечник 13 с зазорами под формой и вокруг нее и имеет хвостовик 14 для присоединения к источнику охлаждаемой воды. Для сброса отработанной воды из указанных зазоров и улавливания ее служат каналы 15, прорезанные во фланцах рубашки 5 и кожух-уловитель 16 с водоотводом 17. Уловитель прикреплен к колоннам 18 машины и жесткому кольцевому поясу 19, связывающему эти колонны между собой. На поясе размещены конические ролики 20, расположенные с вертикальным зазором над беговой дорожкой 6, равным заданной высоте подъема планшайбы воздушной подушкой. Один из роликов является приводным и соединен с валом электродвигателя 21. Корпуса 22 роликов закреплены в гнездах кольцевого пояса 19, причем между нижними торцами гнезд и деталями крепления корпусов установлены силоизмерительные преобразователи 23, входящие в регулятор подъемной силы воздущной подушки. Помимо названных преобразователей этот регулятор включает вторичный измерительный прибор 24 с задатчиком суммарной нагрузки на преобразователи от прижатия воздушной подушкой беговой дорожки к роликам 20 и систему 25 подачи команд на приводы клапанов 11 и 12.
Машина работает следуюш.им образом.
Перед созданием воздушной подушки планшайба 3 находится в нижнем положении и, не вращаясь, опирается торцом своей ступицы на пояс 7 колонны 2. При этом положении планшайбы последовательно включаются с помощью ручного управле НИН привод клапана 12 на закрытие, т.е. на разобщение полости 8 с атмосферой, а привод запорно-регулирующего клапана 11 на открытие. После того, как первый клапан закрывается, а вслед за ним второй клапан открывается настолько, что сжатый воздух, поступающий в полость 8, поднимает планшайбу с формой 4 и прижимает беговую дорожку 6 к роликам 20 с усилием обусловленным инструкцией по эксплуатации машины, о достижении которого судят по показанию вторичного измерительного прибора 24, отключают привод клапана 11 и переводят его на автоматическое управление. Выполнив эти операции, запускают двигатель 21, включают водяное охлаждение формы, что обеспечивает также отвод тепла от полости 8, доводят вращение формы до .числа оборотов, заданного технологической инструкцией; и начинают заливку металла. В процессе заливки автоматическое управление приводом запорнорегулирующего клапана 11, обеспечивая поддержание заданной величины суммарной нагрузки на ролики 20, увеличивает подъемную силу воздушной подущки соответственно возрастанию массы формы от поступающего в нее металла. По окончании заливки металла форма продолжает вращаться на воздушной подущке до затвердевания отливки. Когда отливка затвердеет электродвигатель 21 отключают, затем
0 через некоторый промежуток времени прекращают подачу охлаждающей воды, а после того, как форма перестанет вращаться, переводят привод запорно-регулирующего клапана 11 на ручное управление и вклю|«а ют его на закрытие последнего. Вслед за закрытием клапана 11 открывают при помощи ручного управления приводом клапан 12, и планшайба с формой и отливкой опускается в нижнее положение, в котором раскрывают форму и извлекают из нее от0 ливку.
В предлагаемой машине не только сохраняются все технологические преимущества центробежного литья в форме, вращающейся на воздушной подущке, но вследствие
5 применения интенсивного охлаждения формы и благодаря малому объему воздущной подущки, размещенной в закрытой полости, уменьшается время затвердевания отливки, а также резко снижается расход сжатого воздуха, т.е. повышается производительность и снижается энергоемкость процесса литья.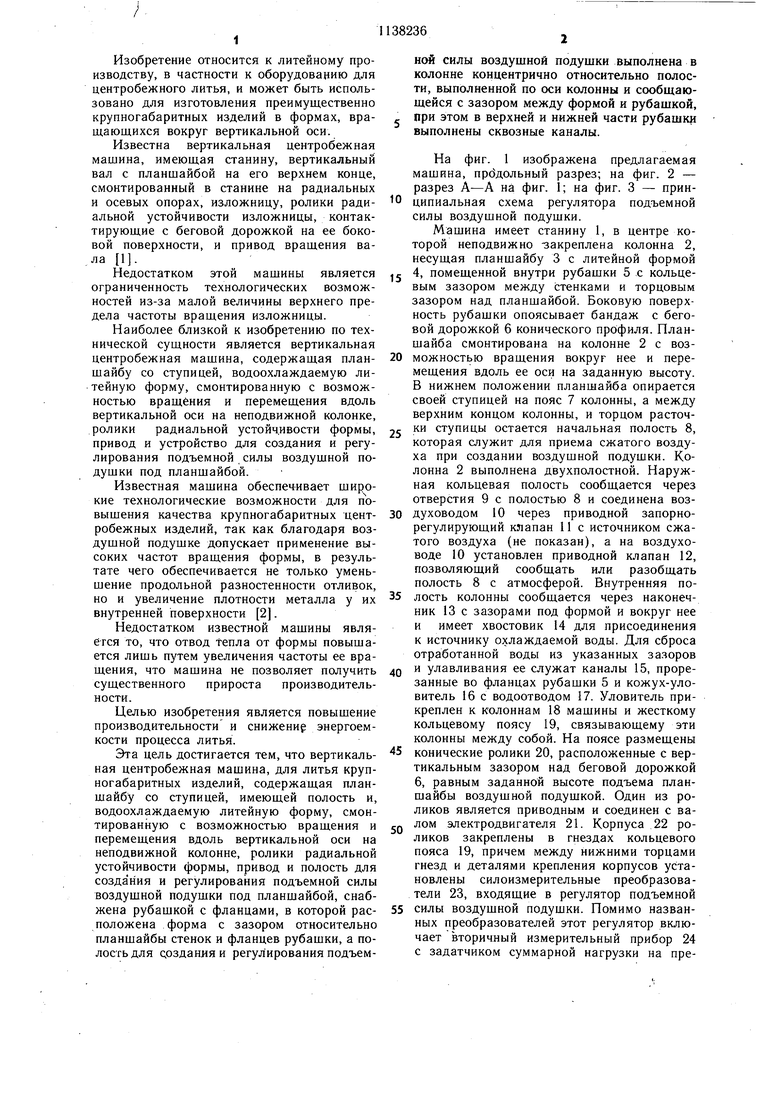
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная центробежнолитей-НАя МАшиНА | 1979 |
|
SU852440A1 |
| Машина для центробежного литья | 1979 |
|
SU852439A1 |
| Центробежная машина с горизонтальнойОСью ВРАщЕНия | 1979 |
|
SU821044A1 |
| Центробежная машина с горизонтальной осью вращения | 1976 |
|
SU599917A1 |
| Центробежная литейная машина с вертикальной осью вращения | 1976 |
|
SU643229A1 |
| Машина для центробежного литья | 1975 |
|
SU532466A1 |
| Вертикальная центробежнолитейнаяМАшиНА | 1979 |
|
SU839673A1 |
| ЦЕНТРОБЕЖНАЯ ВЕРТИКАЛЬНАЯ МАШИНА | 1992 |
|
RU2048251C1 |
| Вертикальная центробежная машина для литья крупногабаритных изделий | 1975 |
|
SU534295A1 |
| БИБЛИОТЕКА МАШИНА ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ТРУБ~ | 1971 |
|
SU298546A1 |
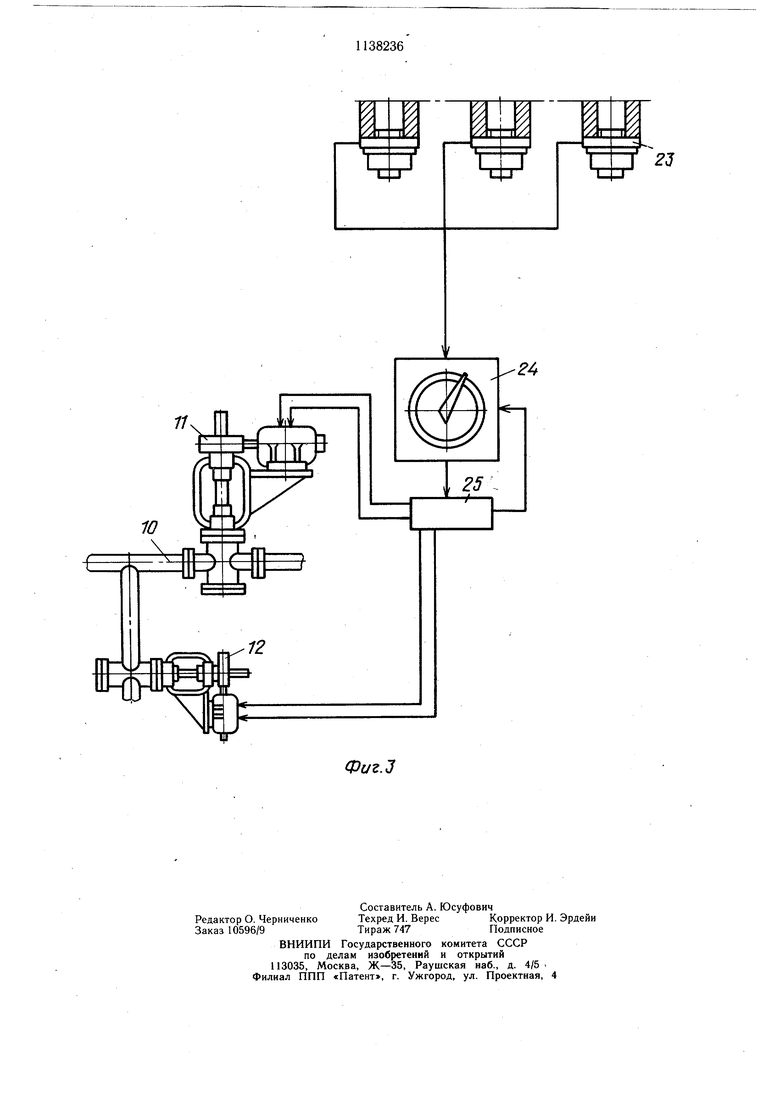
ВЕРТИКАЛЬНАЯ ЦЕНТРОБЕЖНАЯ МАШИНА для литья крупногабаритных изделий, содержащая планшайбу со ступицей, имеющей полость, и водоохлаждаемую литейную форму, смонтированную с возможностью врашения и перемещения вдоль вертикальной оси на неподвижной колонне, ролики радиальной устойчивости формы, привод и полость для создания и регулирования подъемной силы воздушной подушки под планшайбой, отличающаяся тем, что, с целью повышения производительности и снижения энергоемкости процесса, она снабжена рубашкой с фланцами, в которой расположена форма с зазором относительно планшайбы, стенок и фланцев рубашки, а полость для создания и регулирования подъемной силы воздушной подушки выполнена в колонне концентрично относительно полости, выполненной по оси колонны и сообщающейся с зазором между формой и рубашкой, при этом в верхней и нижней частях рубашки выполнены сквозные каналы.
11
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин С | |||
| Б | |||
| Центробежное литье, М., «Машиностроение, 1972, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вертикальная центробежнолитей-НАя МАшиНА | 1979 |
|
SU852440A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
