Изобретение относится к термической обработке проволоки с использова нием индукционного нагрева и может быть использовано при диффузионной обработке стальной проволоки, покрытой слоем меди и цинка, в частности, для получения металлического корда в шинной промышленности. Известно устройство для латунирования стальной проволоки, содержащее источник тока, индуктор, в котором размещена направляющая кварцевая тру ка, и механизм протягивания проволоки, на поверхность которой слоями на несены медь и цинк 1. Наиболее близким к изобретению по технической сущности является устрой ство дпя непрерывного латунирования стальной проволоки, содержащее много витковый цилиндрический индуктор с концентрично расположенными в нем теплоизоляционными втулками и экраном, размещенным между втулками, при стыкоаанное к индуктору приспособление для охлаждения и механизм протягивания проволоки С2 }. Недостатком известных устройств является неравномерный нагрев сталь ной проволоки малых диаметров.по ее длине, обусловленный неравномерностью распределенияплотности вихревых токов по шагу многовиткового индукто ,ра, что приводит к неравномерному распределению теплового поля по длине проволоки. Движение проволоки через индуктор с экраном и непрерывным шагом витков лишь видоизменяет форму неравномерности распределения теплового поля по ее длине. Целью изобретения является обес печения равномерного нагрева проволо ки малых диаметров по длине. Поставленная цель достигается тем что в устройстве для непрерывного ла тунирования стальной проволоки, содержав;ем многовитковый цилиндрический индуктор с концентрично расположенными в нем теплоизоляционными втулками и экраном, размещенным межд втулками, пристыкованное к индуктору приспособление для охлаждения и механизм протягивания проволоки, экран выполнен с круглыми отверстиями диаметром 0,14),15 наружного диа метра экрана, расположенным в шах матном порядке с шагом, уменьшающимс по длине экрана от входа к Выходу индуктора и определяемым по формуле к К е где Kg - начальньй шаг-, е - основание натурального логарифма-, - наружный диаметр экрана; L - длина экрана. На фиг. 1 схематично представлено устройство для непрерывного латунирования стальной проволоки, продольный разрезi на фиг. 2 - разрез А-А на фиг. 1i на фиг. 3 - разрез Б-Б на фиг. 1. Устройство для непрерывного латунирования стальной проволоки состоит из индуктора 1, пристыкованного к нему при помощи соединительной муфты 2 приспособления 3 для охлаждения и механизма 4 протягивания проволоки, источника 5 тока. Индуктор 1 выполнен многовитковым из медной трубки 6, охватывающей цилиндрическую теплоизоляционную кварцевую втулку 7, внутри которой концентрично ей расположены экран 8 и теплоизоляционная кварцевая втулка 9. К приспособлению дпя охлаждения через регулятор 10 расхода присоединена емкость 1.1 с инертным газом. На цилиндрической поверхности экрана 8 выполнены радиальные отверстия 12, диаметр которых составляет 0,1-0,1.5 наружного диаметра экрана. Отверстия 12 расположены в шахматном порядке с шагом, уменьшающимся по длине экрана от входа к выходу индуктора и определяемым по формуле (1). На входном конце индуктора 1 и выходном конце приспособления 3 для охлаждения закреплены уплотнители 13 газа. Устройство для непрерывного латунирования стальной проволоки работает следующим образом. Предварительно патентированная стальная проволока 14 требуемого диаметра (0,75; 1,00; 1,3 мм) со сматывающей катушки разматывается на всю лину технологической цепочки механизмом 4 протягивания, на котором станавливается необходимая по технологии обработки проволоки скорость протяжки. Стальная проволока 14, покрытая слоями меди и цинка, начинает вигаться по направлению, показанному стрелкой на фиг. 1. Открываются вентии емкости 11 с инертным газом и регу311384
лятором 10 расхода. В объеме кварцевых втулок 7 и 9 соединительной муфты 2, приспособления 3 для охлаждения проволоки 14 создается избыточное давление инертного газа, который удержи- s вается в, устройстве уплотнителями 13. Включается источник 5 тока и поверхность проволоки 14 нагревается, в результате чего происходит взаимная диффузия слоев покрытия с образованием Ю единого прочного латунного слоя. Двигаясь далее, латунированная проволока через муфту 2 попадает в приспособление 3 для охлаждения проволоки 14, в котором проволока 14 охлаждается 15 в атмосфере инертного газа (например, аргона), чем устраняется окисление последней в атмосфере воздуха. Это обеспечивается присоединением емкости 11 инертного газа через регу- 20 лятор 10 расхода к кварцевой трубке 6 и на входном отверстии - приспособления 3 для охлаждения проволоки 14. После выхода из приспособления охлаждения латунированная проволока 14 на-25 матывается механизмом протягивания на приемную катушку (не показана);
4
Применение в индукторе устройства экрана с отверстиями, расположенными в шахматном порядке с убывающим шагом ежду центрами отверстий в направле,нии от входа к выходу индуктора, позволяет перераспределить вихревые токи на поверхности латунируемой проволоки и уменьшить степень их неравномерности по длине индуктора. Тем самым сглаживаются неравномерности теплового поля в наружном слое стальной проволоки и повышаечгся стабильность формирования диффузионной структуры латунного покрытия, что в сочетании с охлаждением проволоки в атмосфере инертного газа повышает упруго-прочностные свойства латунированной проволоки, улучшает ее структурную однородность и повышает пластичность латунного покрытия.
Годовой экономический эффект от внедрения одного устройства для непрерывного латунирования стальной проволоки на Харцизском сталепроволочно-канатном заводе ориентировочно составит 60 тыс. руб.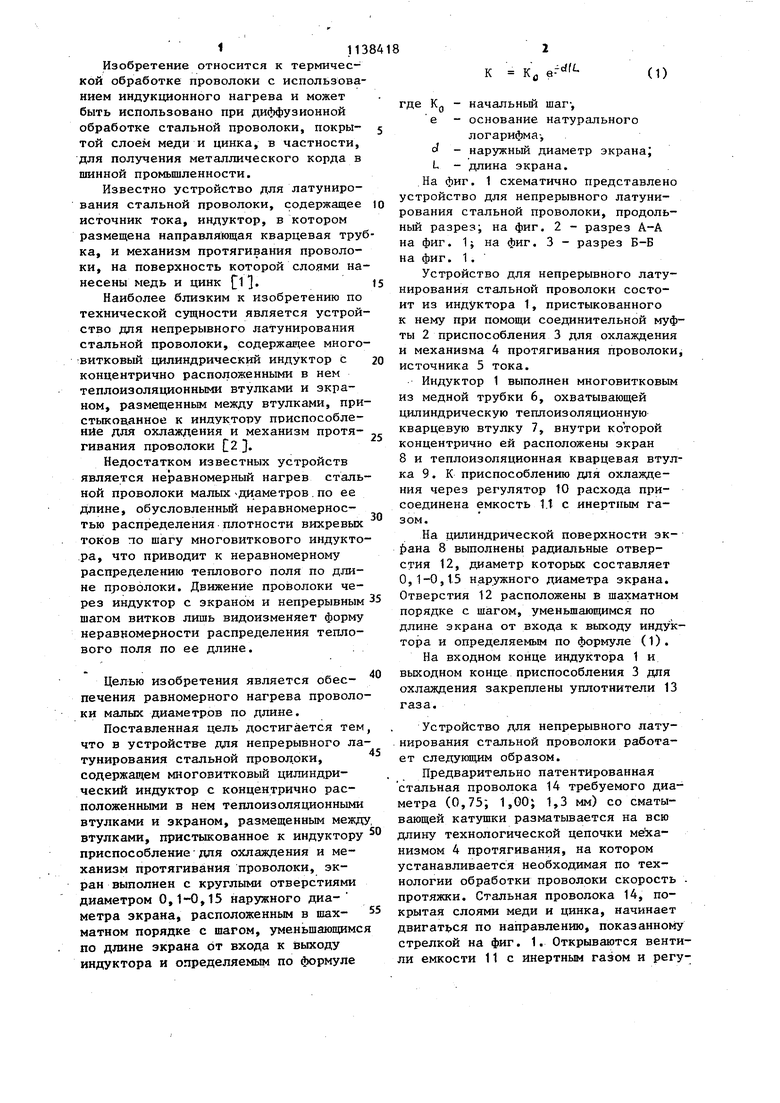
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ латунирования патентированной проволоки для производства металлокорда | 2019 |
|
RU2734604C1 |
| Способ меднения при латунировании патентированной стальной проволоки для производства металлокорда | 2023 |
|
RU2821987C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКРАН ДЛЯ ИЗОЛЯЦИИ ЭЛЕКТРОМАГНИТНОГО ИНДУКТОРА И УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, СОДЕРЖАЩАЯ ТАКОЙ ЭКРАН | 2006 |
|
RU2416064C2 |
| УСТРОЙСТВО ВЫСОКОГО ДАВЛЕНИЯ И ВЫСОКОЙ ТЕМПЕРАТУРЫ С АЛМАЗНЫМИ НАКОВАЛЬНЯМИ | 2023 |
|
RU2833522C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2434701C1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ И СПОСОБ ОХЛАЖДЕНИЯ ТАКОГО УСТРОЙСТВА | 2003 |
|
RU2302924C2 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ КРЕМНИЯ МЕТОДОМ ЧОХРАЛЬСКОГО | 2007 |
|
RU2355834C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2076896C1 |
| Ингибитор наводороживания стали Ст3 с гальваническим покрытием Cu-Zn | 2018 |
|
RU2698164C1 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛАТУНИРОВАНИЯ СТАЛЬНОЙ ПТОВОЛОКИ, содержащее многовитковый цилиндрический индуктор с концентрично расположенными в нем теплоизоляционными втулками и экраном, размещенным между втулками, пристыкованное к индуктору приспособление для охлаждения и механизм протягивания проволоки, отличающееся тем, что, с целью обеспечения равномерного нагрева проволоки малых диаметров по длине, экран выполнен с круглыми отверстиями диаметром 0,1-0,15 наружного диаметра экрана, расположенными в шахматном порядке с шагом, уменьшающимся по длине экрана от входа к выходу индуктора н определяемым по формуле -diL К Кр-е ,. где Кд - начальньш шаг;§ е - основание натурального лога(Л рифма i d - наружный диаметр экрана; . Ц - длина экрана.
АФиг, г
б-б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТЕЛЬКА С ПОНИЖЕННЫМ ФРЕТТИНГ ИЗНОСОМ | 2013 |
|
RU2546448C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
