Изобретение относится к способу электроосаждения цветных металлов на поверхность стальной проволоки под металлокорд, применяемому для производства автомобильных шин.
Современная технология производства латунированной проволоки под металлокорд имеет существенный недостаток - разнотолщинность на конечном этапе получения латунного покрытия (фиг.1).
Устранение разнотолщинности медного покрытия на этапе меднения стальной проволоки для последующего цинкования и диффузионного отжига на однофазную латунь является актуальной задачей с целью экономии дорогого материала.
В известном способе [1] осуществлялась современная технология нанесения покрытия в две стадии электроосаждения: меднение в ваннах с растворимым анодом меди с качением проволоки и последующее цинкование без растворимого анода цинка, диффузионный отжиг при 550°С на однофазную α-латунь.
Способ латунирования [2] представляет собой последовательное нанесение электроосаждением слоев меди и цинка и включает в себя: первый этап диффузионного отжига при температуре 450-550°С, обработка в растворе ортофосфорной кислоты и сернокислой меди, последующий второй этап диффузионного отжига при температуре 300-450°С. Первый этап диффузионного отжига позволяет получить латунное покрытие на основе α-фазы с присутствием β-фазы в количестве 10-20%, а второй этап позволяет полностью устранить присутствие β-фазы в α-фазе латуни.
В производстве [1-3] для получения латунированной проволоки под металлокорд осуществляется двухстадийное нанесение покрытия без применения нерастворимого экрана между растворимым анодом и стальным катодом.
Известные способы электросаждения и современной применяемой технологии для получения латунного покрытия на стальной проволоке без применения экранирования анода от катода [1-3] имеют следующие недостатки:
1) на ближайшем участке проволоки к растворимому аноду меди увеличивается толщина медного [4], а затем и латунного покрытия до 5-10 мкм, когда на дальнем участке толщина покрытия имеет толщину 1 мкм [5];
2) начальная толщина латунного покрытия на стальной проволоке выше 2,02 мкм (полуугол волоки α=6°) и 2,61 мкм (полуугол волоки α=8°) [6] может сниматься в латунную стружку и пыль, затем оседать в водно-мыльной эмульсии, ухудшая технологию мокрого волочения;
3) качение проволоки в ваннах меднения [1] не позволяет экономить на материале, т.к. покрытие наносится по средней кривой нанесения [5].
Задачей изобретения является минимизация разнотолщинности медного покрытия при латунировании между ближайшим и самым отдаленным участком стальной проволоки, получение более равномерного покрытия на данных участках, в соответствии с характером идентичных диффузионных слоев и адгезией латунного покрытия со стальной проволокой [7] с целью экономии материала без ухудшения свойств для дальнейшего мокрого волочения и обрезинивания в соответствии со схемой (фиг.2).
Способ позволяет минимизировать разнотолщинность между ближайшим и самым отдаленным участками медного покрытия стальной проволоки и получить на конечном этапе латунное покрытие, менее склонное к трибологическому съему и съему откалыванием.
Способ меднения патентированной стальной проволоки при латунировании включает электроосаждение медного покрытия в ванне с электролитом при экранировании катода в виде стальной проволоки от расположенного на дне ванны растворимого анода меди, при этом экранирование осуществляют путем установки с зазором от катода непроводящего и нерастворимого экрана в виде синтетической натянутой лески, а зазор h между катодом и экраном определяют разницей диаметров проволоки d1 и экрана d2, причем диаметр экрана d2 равен стороне квадрата, вписанного в окружность диаметра d1.
Для решения поставленной задачи в изобретение включен способ экранирования растворимого анода меди от стального катода. Экран выполнен из нерастворимого материала и установлен с минимальным зазором от катода. Зазор h между катодом и экраном определяется разницей диаметров проволоки d1 и экрана d2, при этом диаметр экрана d2 равен стороне квадрата, вписанного в окружность диаметра d1 (фиг.3).
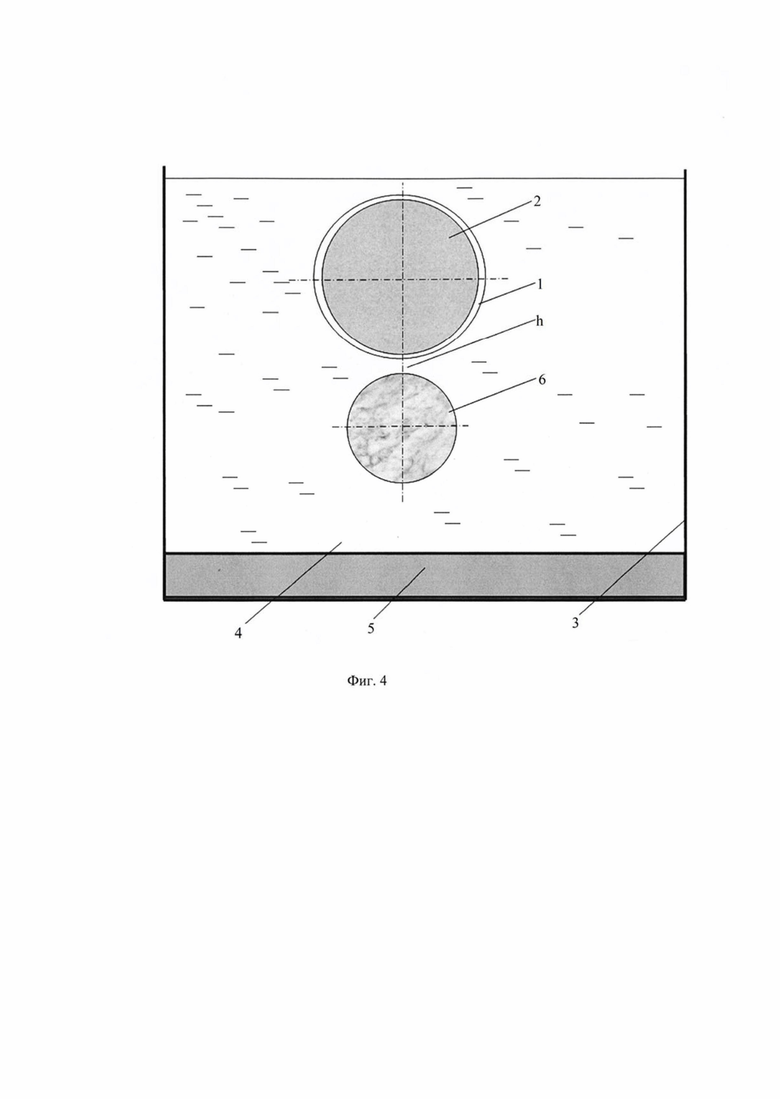
Примерная схема экранирования включает в себя: ванну с электролитом, расположенный на дне ванны растворимый медный анод, стальную проволоку, представляющую катод, и непроводящий экран, см. фиг.4:
1 – медное покрытие
2 – стальная проволока (катод (-))
3 – ванна
4 – электролит
5 – растворимый медный анод (+)
6 – непроводящий и нерастворимый экран
h – зазор h между катодом и экраном.
СПИСОК ЛИТЕРАТУРЫ
1. Пат. 2734604 Российская Федерация, МПК C25D 7/06. Способ латунирования патентированной проволоки для производства металлокорда. Д.Н. Москалев [и др.]. Заявитель и патентообладатель "Федеральное государственное бюджетное образовательное учреждение высшего образования "Липецкий государственный технический университет".
2. Пат. 2048603 Российская Федерация, МПК С23С 10/02. Способ латунирования проволоки. Ю.Г. Алексеев [и др.]. Заявитель и патентообладатель "Орловский сталепрокатный завод".
3. Алексеев Ю.Г., Кувалдин Н.А. Металлокорд для автомобильных шин. Москва: Металлургия, 1992. 192 с.
4. Москалев Д.Н. Разнотолщинность медного покрытия стальной проволоки // Тенденции развития современной науки: сборник трудов научно-практической конференции студентов и аспирантов Липецкого государственного технического университета, 20 апреля - 10 июня 2022 г. Липецк. Издательство Липецкого гос. тех. ун-та. 2022. С.438-439.
5. Москалев Д.Н., Цыганов И.А., Мочалин И.М. Исследование неравномерности толщины латунного покрытия проволоки под металлокорд // Гальванотехника и обработка поверхности. 2020. №1. Т. 28. С.11-19.
6. Налимова М.В. Совершенствование технологии волочения проволоки с покрытием с целью экономии металла, улучшение сплошности и прочности сцепления: автореф. дис....канд. тех. наук: 05.03.05 / Налимова Марина Викторовна. Магнитогорск. 2004. 19 с.
7. Москалев Д.Н., Цыганов И.А. Исследование химического состава латунного покрытия стальной проволоки для производства металлокорда // Известия высших учебных заведений. Черная металлургия. 2022. №9. Т.65. С.662-670.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ латунирования патентированной проволоки для производства металлокорда | 2019 |
|
RU2734604C1 |
| Способ получения латунного покрытия | 1980 |
|
SU931814A1 |
| Устройство для непрерывного латунирования стальной проволоки | 1982 |
|
SU1138418A1 |
| Электролит меднения | 1980 |
|
SU953012A1 |
| ЭЛЕКТРОЛИТ МЕДНЕНИЯ | 2006 |
|
RU2334831C2 |
| МЕТАЛЛИЧЕСКАЯ ПРОВОЛОКА, ПОКРЫТАЯ СЛОЕМ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И ПРЕДНАЗНАЧЕННАЯ ДЛЯ АРМИРОВАНИЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2338618C2 |
| СПОСОБ ЛАТУНИРОВАНИЯ ПРОВОЛОКИ | 1992 |
|
RU2048603C1 |
| Электролизер для латунирования из пирофосфатного электролита | 1980 |
|
SU905338A1 |
| Электролит меднения | 1979 |
|
SU857304A1 |
| Порошкообразный состав для диффузионного насыщения стальных изделий | 1991 |
|
SU1782250A3 |


Изобретение относится к способу электроосаждения цветных металлов на поверхность патентированной стальной проволоки под металлокорд, применяемому для производства автомобильных шин. Способ меднения патентированной стальной проволоки при латунировании включает электроосаждение медного покрытия в ванне с электролитом при экранировании катода в виде стальной проволоки от расположенного на дне ванны растворимого анода меди. Экранирование осуществляют путем установки с зазором от катода непроводящего и нерастворимого экрана в виде синтетической натянутой лески. При этом зазор h между катодом и экраном определяют разницей диаметров проволоки d1 и экрана d2, причем диаметр экрана d2 равен стороне квадрата, вписанного в окружность диаметра d1. Обеспечивается минимизация разнотолщинности медного покрытия при латунировании между ближайшим и самым отдаленным участками стальной проволоки. 4 ил.
Способ меднения патентированной стальной проволоки при латунировании, включающий электроосаждение медного покрытия в ванне с электролитом при экранировании катода в виде стальной проволоки от расположенного на дне ванны растворимого анода меди, при этом экранирование осуществляют путем установки с зазором от катода непроводящего и нерастворимого экрана в виде синтетической натянутой лески, а зазор h между катодом и экраном определяют разницей диаметров проволоки d1 и экрана d2, причем диаметр экрана d2 равен стороне квадрата, вписанного в окружность диаметра d1.
| Способ латунирования патентированной проволоки для производства металлокорда | 2019 |
|
RU2734604C1 |
| СПОСОБ ЛАТУНИРОВАНИЯ ПРОВОЛОКИ | 1992 |
|
RU2048603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
| Способ получения латунного покрытия | 1980 |
|
SU931814A1 |
| US 6527934 B1, 04.03.2003. | |||

