Изобретение относится к области гальванотехники и может быть использовано для нанесения покрытия на стальную проволоку, применяемую для производства металлокорда.
На производстве не предъявляют требований к толщине покрытия после гальванизации и диффузионного отжига, а предъявляют только к массе покрытия на килограмм проволоки, поэтому устранение дефекта покрытия, как неравномерность толщины покрытия является актуальной задачей.
Известен способ латунирования [1], который может быть использован для латунирования проволоки. Сущность способа: на проволоку последовательно наносят гальваническим способом слои меди и цинка, после чего проводят первый этап взаимодиффузии путем нагрева проволоки до температуры 450-550°С, обрабатывают в растворе ортофосфорной кислоты и сернокислой меди и проводят второй этап взаимодиффузии путем нагрева до температуры 300-450°С, причем первый этап взаимодиффузии прекращают после достижения в латуни β-фазы в количестве 10-20% а второй этап взаимодиффузии продолжают до полного исчезновения β-фазы [1].
В производстве [2, 3] применяется двухстадийное нанесение покрытия на проволоку стационарно, без качения проволоки, проходящей через ванны гальванизации и последующего диффузионного отжига.
Недостатками известных способов [1-3] является следующее:
1) из-за близкого расположения нижней части проволоки к аноду [4], покрытие нарастает в виде пиков, увеличивается его толщина до 5-10 мкм, относительно верхней части, где покрытие имеет толщину 1 мкм;
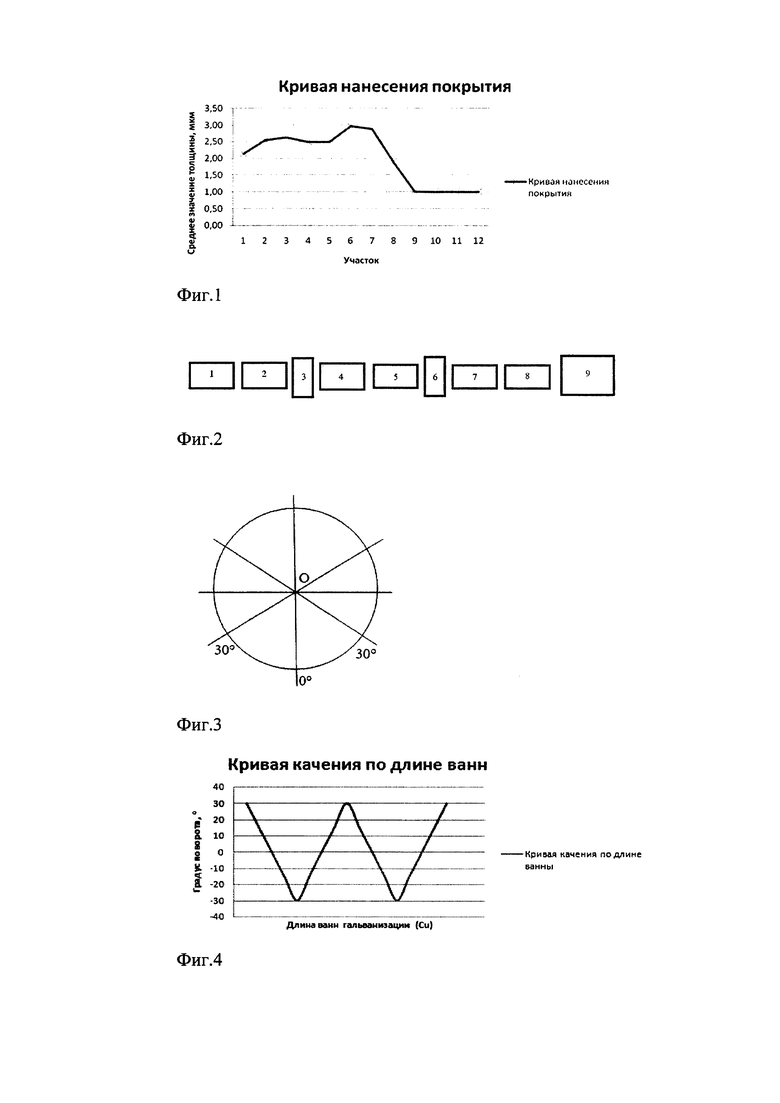
2) покрытие имеет нежелательный рельеф, отличный от средней кривой нанесения покрытия (фиг. 1).
3) толщина покрытия имеет полюсы и пики, излишек покрытия снимается в латунную стружку.
Задачей изобретения является устранение разности толщины покрытия, создание более равномерного слоя покрытия, уменьшения потери массы покрытия во время мокрого волочения, а также создание контролируемого нанесения покрытия на стальную проволоку в соответствии с кривой нанесения фиг.1.
Для решения данных задач cпособ латунирования патентированной проволоки для производства металлокорда включает погружение прижимными роликами проволоки в гальванические ванны с электролитами меднения и цинкования и растворимыми анодами в виде гранул меди и цинка, протягивание проволоки через ванны с нанесением слоев меди и цинка и последующий диффузионный отжиг на простую латунь, при этом перед и после гальванической ванны предусмотрены поворотный механизм и маятник, предназначенные для подкручивания протягиваемой проволоки через гальванические ванны относительно вертикальной оси проволоки на 300 в две стороны, сохраняя центр оси проволоки неподвижным.
Латунирование осуществляют в двух следующих друг за другом ваннах с электролитом, в первой ванне наносят слой меди, во второй - слой цинка.
Устройство состоит из петлевых накопителей и маятников, а также поворотного стола, который поворачивает проволоку вместе с накопителем синхронно на входе и выходе из ванны, тем самым компенсируя эффект от скручивания проволоки, распределяя его на большую длину проволоки для уменьшения напряжений от скручивания.
Нанесение покрытия осуществляют в диапазоне значений средней кривой нанесения покрытия. График представляет собой среднюю величину поверхности, получаемую при двухстадийном нанесении покрытия и последующем диффузионном отжиге (фиг. 1).
Примерная схема линии патентирования и гальванизации (фиг. 2) включает в себя: размоточное устройство (1), печь отжига (2), установку охлаждения (3), поворотно-накопительный механизм и маятник №1 (4), ванну меднения (5), вспомогательный поворотно-накопительный механизм и маятник (6), ванну цинкования (7), печь диффузионного отжига (8) и намоточное устройство (9).
Качение проволоки осуществляется вокруг своей оси по трем точкам (фиг. 3): 30° и -30°, которые являются максимальными, и 0° - по центру сечения проволоки (фиг. 4), по ванне с медным анодом, который представляет собой гранулы меди, цинк наносится из раствора, предварительно растворенного в отдельных ваннах, и слабо влияет на образование пиков, повторяя рельеф поверхности медного покрытия. Это позволяет осуществлять плавное нанесение покрытия на участок, распределяя покрытие, приходящееся на пик при обычном статическом режиме нанесения, на большую площадь поверхности проволоки с последующим диффузионным отжигом при 500-600°С. Кривая качения проволоки по длине ванн меднения представлена на фиг. 4.
Способ латунирования позволяет создать более равномерную поверхность латунированной проволоки, снизить и устранить разности толщины покрытия и создать более равномерный слой покрытия, уменьшить потери массы покрытия во время мокрого волочения из-за меньшей повреждаемости покрытия на пиках и полюсах, а также создать контролируемое нанесение покрытия на стальную проволоку в соответствии с кривой нанесения фиг.1.
СПИСОК ЛИТЕРАТУРЫ
1. Пат. 2048603 Российская Федерация, МПК С23С 10/02. Способ латунирования проволоки. Ю.Г. Алексеев [и др.]. Заявитель и патентообладатель "Орловский сталепрокатный завод".
2. Алексеев Ю.Г., Кувалдин Н.А. Металлокорд для автомобильных шин. Москва: Металлургия, 1992. 192 с.
3. Цыбулина А.А., Стариков А.К. Производство металлокорда. Москва: Металлургия, 1979. 63 с.
4. Куренкова Т.П., Возная В.И. Применение растрового электронного микроскопа, оснащенного системой микроанализа для исследования качества латунного покрытия / Литье и металлургия. 2010. №3(56). С. 110-114.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ меднения при латунировании патентированной стальной проволоки для производства металлокорда | 2023 |
|
RU2821987C1 |
| Способ получения латунного покрытия | 1980 |
|
SU931814A1 |
| СПОСОБ ЛАТУНИРОВАНИЯ ПРОВОЛОКИ | 1992 |
|
RU2048603C1 |
| Порошкообразный состав для диффузионного насыщения стальных изделий | 1991 |
|
SU1782250A3 |
| МЕТАЛЛИЧЕСКАЯ ПРОВОЛОКА, ПОКРЫТАЯ СЛОЕМ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И ПРЕДНАЗНАЧЕННАЯ ДЛЯ АРМИРОВАНИЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2338618C2 |
| Способ контактно-реактивной пайки | 1985 |
|
SU1234090A2 |
| Ингибитор наводороживания стали Ст3 с гальваническим покрытием Cu-Zn | 2018 |
|
RU2698164C1 |
| ЦИНКОВАНИЕ АЛЮМИНИЯ | 2012 |
|
RU2610811C9 |
| Устройство для непрерывного латунирования стальной проволоки | 1982 |
|
SU1138418A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1980 |
|
SU881136A1 |
Изобретение относится к области гальванотехники и может быть использовано для нанесения покрытия на стальную проволоку, применяемую для производства металлокорда. Способ включает погружение прижимными роликами проволоки в гальванические ванны с электролитами меднения и цинкования и растворимыми анодами в виде гранул меди и цинка, протягивание проволоки через ванны с нанесением слоев меди и цинка и последующий диффузионный отжиг на простую латунь, при этом перед и после гальванической ванны предусмотрены поворотный механизм и маятник, предназначенные для подкручивания протягиваемой проволоки через гальванические ванны относительно вертикальной оси проволоки на 30° в две стороны, сохраняя центр оси проволоки неподвижным. Способ латунирования позволяет создать более равномерную поверхность латунированной проволоки, снизить и устранить разности толщины покрытия и создать более равномерный слой покрытия, уменьшить потери массы покрытия во время мокрого волочения из-за меньшей повреждаемости покрытия на пиках и полюсах, а также создать контролируемое нанесение покрытия на стальную проволоку в соответствии с кривой нанесения. 4 ил.
Способ латунирования патентированной проволоки для производства металлокорда, включающий погружение прижимными роликами проволоки в гальванические ванны с электролитами меднения и цинкования и растворимыми анодами в виде гранул меди и цинка, протягивание проволоки через ванны с нанесением слоев меди и цинка и последующий диффузионный отжиг на простую латунь, отличающийся тем, что перед и после гальванической ванны предусмотрены поворотный механизм и маятник, предназначенные для подкручивания протягиваемой проволоки через гальванические ванны относительно вертикальной оси проволоки на 30° в две стороны, сохраняя центр оси проволоки неподвижным.
| СПОСОБ ЛАТУНИРОВАНИЯ ПРОВОЛОКИ | 1992 |
|
RU2048603C1 |
| Устройство для нанесения покрытия на длинномерные изделия (его варианты) | 1984 |
|
SU1203134A1 |
| Устройство для нанесения гальваническихпОКРыТий HA пРОВОлОКу | 1979 |
|
SU812858A1 |
| JPH07188980 A, 25.07.1995. | |||

