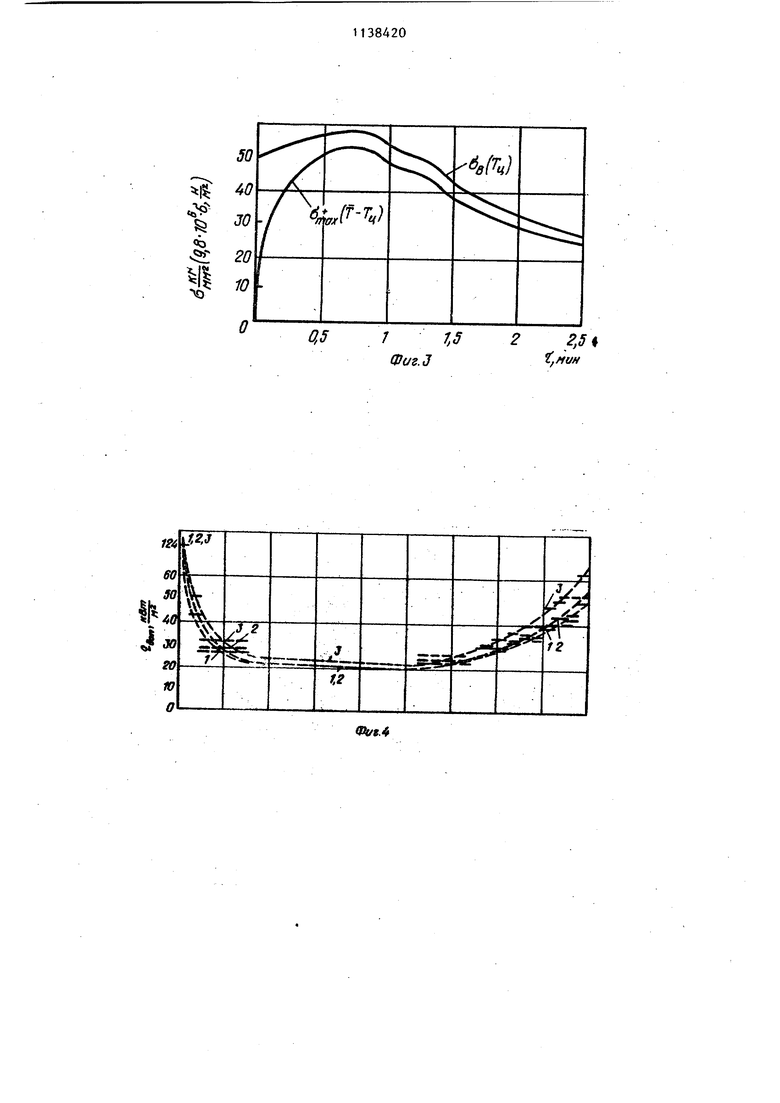
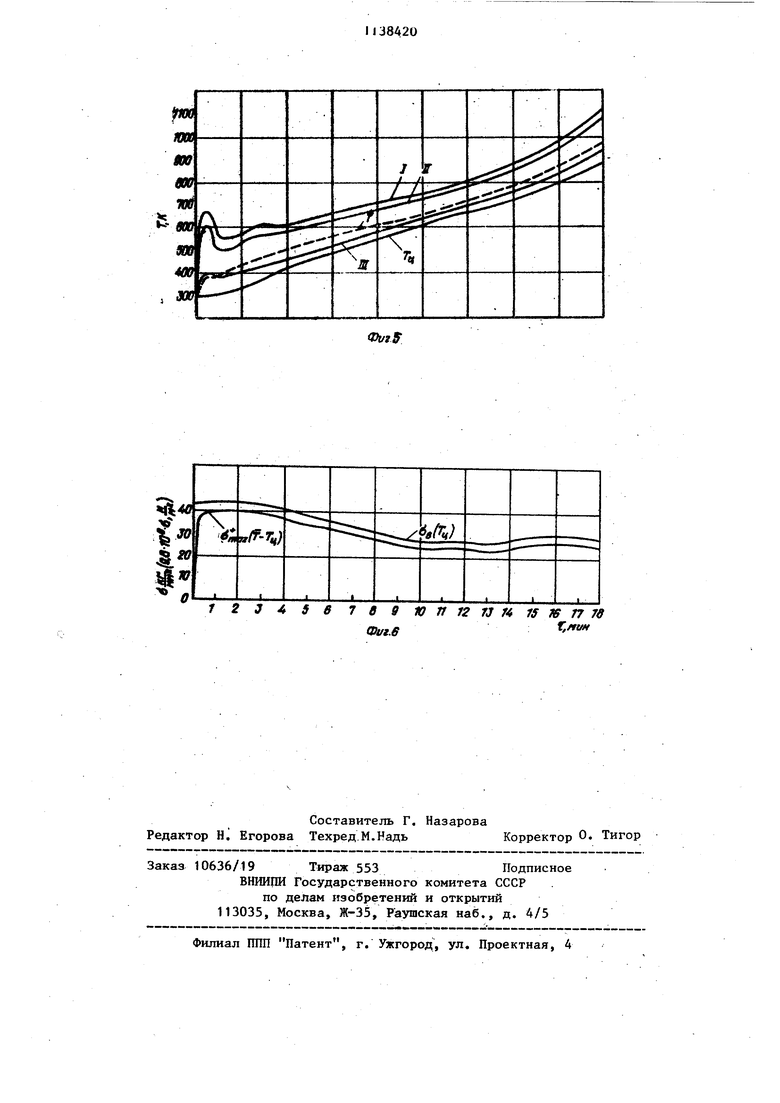
11 Изобретение относится к газопечной теплотехнике и может найти применение при скоростном нагреве металла в нагревательных и термически печах в металлургической, машино- . строительной, автомобильной и ряде других отраслей промьшшенности. Известны способы скоростного нагрева металла (/1 и fzj. Целью изобретения является повы.шение качества металла и производительности. Способ скоростного нагрева метал -га осуществляют следующим образом. При нагреве металла в печи, напр мер, заготовок диаметром 60 мм из стали 40 и диаметром 100 мм г из стали 1Х18Н9Т (типоразмеры и мар ки сталей выбраны произвольно) рассчитывают допустимую плотность теплового потока, подаваемого на нагре ваемую поверхность. На фиг. 1-6 представлены результаты расчетов симметричного нагрева заготовок указанных Марок и типоразмеров при максимально возможной скорости нагрева, где прямыми линия ми (фиг. 1 и 4) показаны допустимые плотности тепловых потоков (j, АОП характерных точках цилиндра - точки 1,2 и 3, которые рассчитывались с шагом по времени 4f 0,5 мин, пунктирными линиями - их усредненные значения (номера прямых и пунк1тирных линий соответствуют номерам точек цилиндра). Кроме того, на 02 фиг. 2 и 5 показано изменение температуры поверхности в характерных точках цилиндра (кривые I, II, III), средняя температура тела Т и температура центра Та - самая холодная точка при симметричном нагреве, а на фиг. 3 и 6 - соответствующее этой температуре временное сопротивление разрыву 6 f (Тц) и максимальные растягивающие (допустимые) температурные напряжения (з ,.((T-T), лимитирующие скорость нагрева металла. При переходе металла в пластическое состояние - для стали 40 температура смарй холодной точки 500«С, а для стали 1Х18Н9Т внешний тепловой поток на нагреваемой поверхности обеспечивает температуру 1330 и 1300С соответственно в течение нагрева металла до заданной температуры. Определив, таким образом, до.пустимый тепловой поток на нагреваемой поверхности, рассчитывают условия внешнего теплообмена в рабочем пространстве, при которых .обеспечивается максимально возможная скорость и высокое качество нагрева металла. Использование предлагаемого способа обеспечивает максимально возможную скорость нагрева металла, повьщ1ает его качество, приводит к увеличению КПД печи в целом.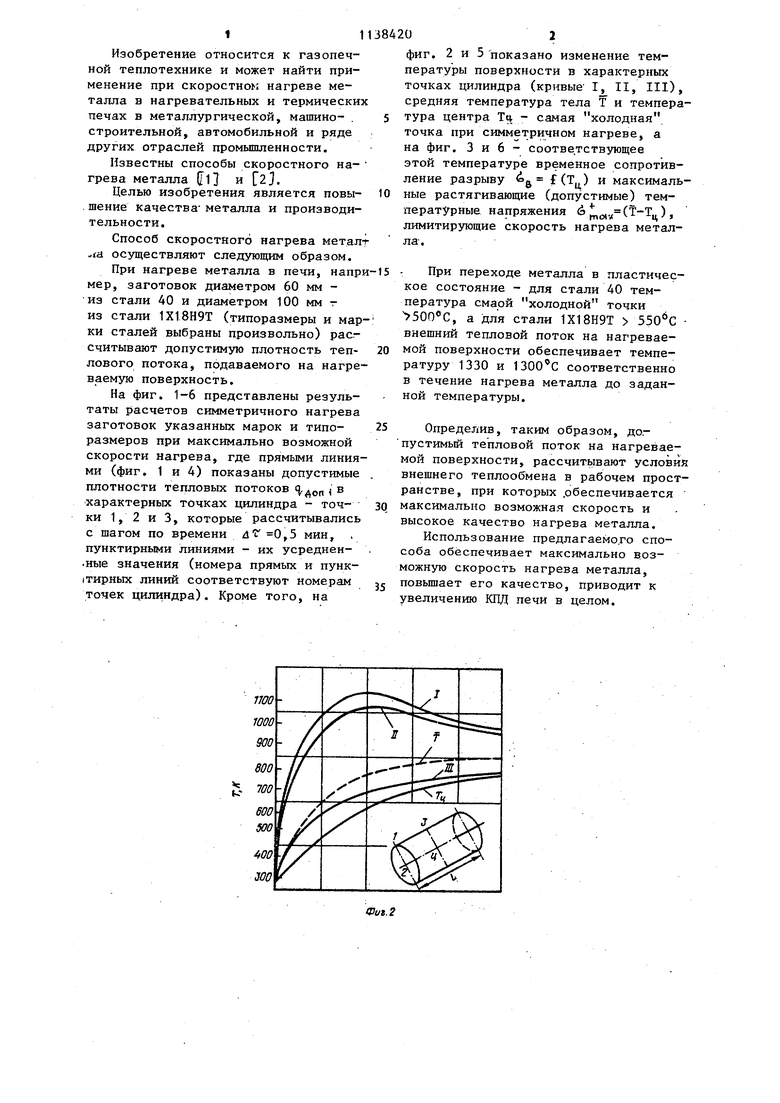
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2255988C1 |
| Методическая печь | 1982 |
|
SU1067329A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| СПОСОБ НАГРЕВА СТАЛЬНЫХ ЗАГОТОВОК ИЗ УГЛЕРОДИСТЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД ПРОКАТКУ | 2000 |
|
RU2184786C2 |
| Способ нагрева труб под прокатку | 1988 |
|
SU1565903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПРОТЯЖЕННОГО, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКОГО, ИЗДЕЛИЯ ИЗ КОНСТРУКЦИОННОЙ ВЫСОКОПРОЧНОЙ СТАЛИ, ИЗДЕЛИЕ ИЗ КОНСТРУКЦИОННОЙ ВЫСОКОПРОЧНОЙ СТАЛИ | 2006 |
|
RU2297460C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
СПОСОБ СКОРОСТНОГО НАГРЕВА МЕТАЛЛА преимущественно перед пластической деформацией, включающий предварительный нагрев до температуры перехода металла в пластическое состояние и окончательный нагрев путем подачи теплового потока на металл, отличающийся тем, что, с целью повышения качества металла и производительности, предварительный нагрев производят тепловым потоком, равным 0,85-0,9 внешнего теплового потока, при котором возникающие в металле напряжения вызывают его разрушение (q jpnoe - пластины 2,1 AdB VspnoB Е5 и для цилиндра 2,8 6в/iER2 раар П08 Л - коэффициент теплопроводносгде ти металла, ьвременное сопротивление металла разрыву, коэффициент линейного рас(/) Р ширения, 1/к; модуль упругости, н/м.; Е определяющий размер (толщиS.R на ппастины и радиус цилиндра соответственно), м; а окончательный нагрев ведут тепловым потоком, обеспечивающим на по00 00 верхности металла температуру на 100-150 0 ниже температуры его пережога.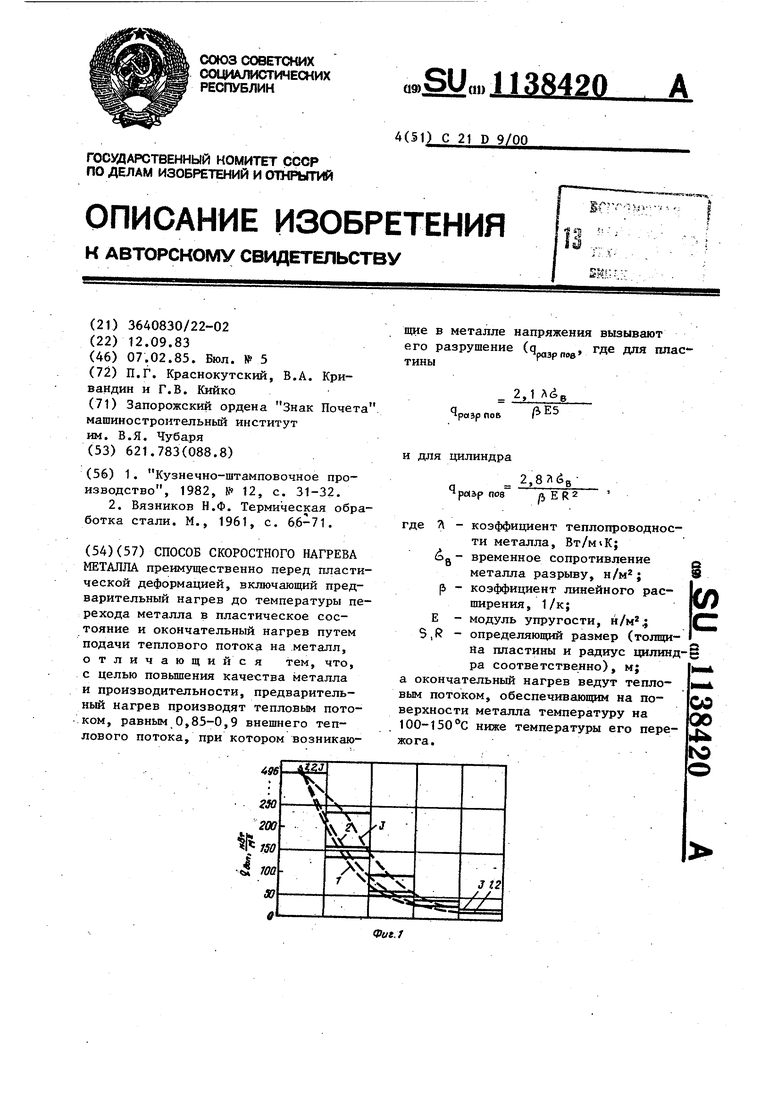
ч
V
«b
11
o
2,5
1,5
tfMUN
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечно-штамповочное производство, 1982, Ь 12, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вязников Н.Ф | |||
| Термическая обработка стали | |||
| М., 1961, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
