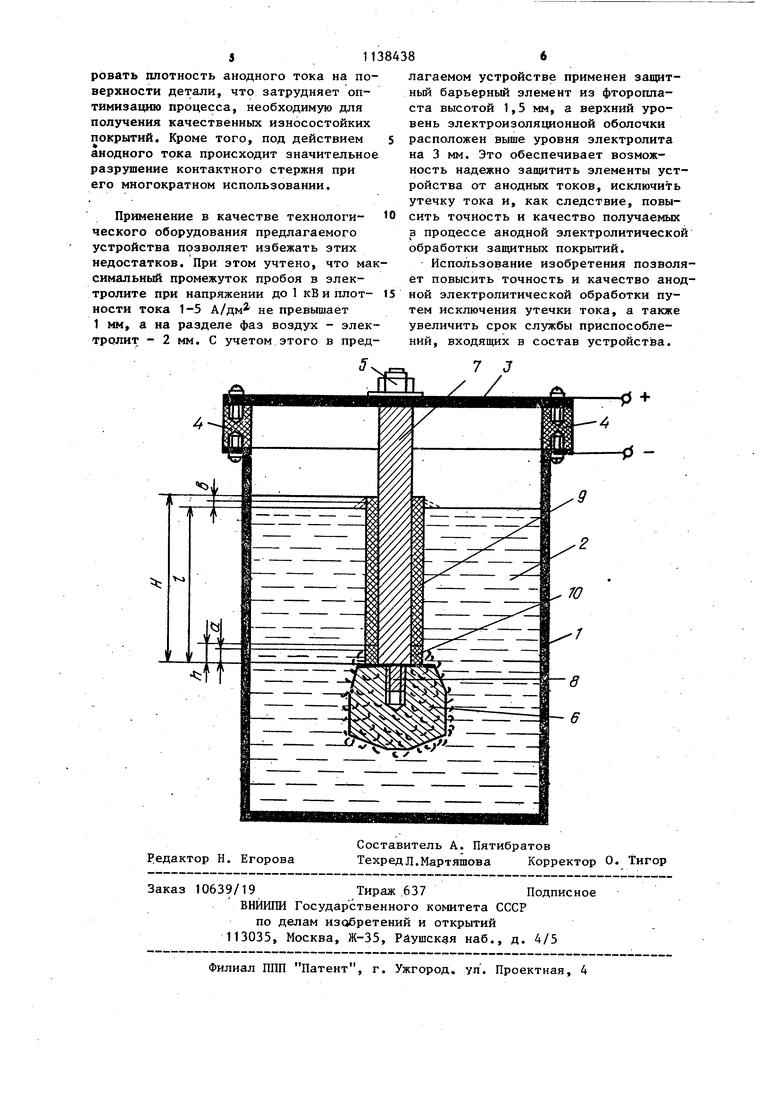
Изобретение относится к электроли тической обработке металлов и сплаво в частности к устройствам для анодно обработки материалов в условиях микродуговых или Дуговых разрядов. Известно устройство для электролитической обработки металлов и спла вов в условиях микродуговых или дуго |вых разрядов, содержащее ванну для электролита и систему подвода тока 1. Недостатком устройства является низкое качество обработки, обусловленное тем, что в процессе обработки происходит утечка тока на погруженной части приспособления для контакта токоподвода с обрабатываемым объе том. В связи с этим невозможно подде живать и контролировать заданные пар метры процесса, в частности плотност тока на поверхности обрабатываемой детали, что снижает точность и качество обработки. При этом наиболее ин тенсивная утечка тока в большинстве случаев наблюдается по ватерлинии на поверхности приспособления для контакта токоподвода с погруженным в электролит обрабатываемым объектом, т.е. на разделе фаз воздух электролит. Кроме того, погружная часть этого приспособления подвергается постоянному воздействию анодных токов, вследствие чего при многократном использовании в режиме мик родуговых или дуговых разрядов она быстро разрушается. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для электролитической анодной обработки изделий, содержащее ванну для электролита, систему подвода тока к изделию, выполненную в виде стержня с контактным узлом и электроизоляционной оболочкой 2 . Наличие электроизоляционной оболочки на погруженной части приспособ ления для контакта токоподвода с обрабатываемым изделием исключает утеч ку тока при обычной низковольтной электролитической обработке, однако при проведении обработки при повышенньк напряжениях (100-350 В) электроизоляционная оболочка интенсивно разрушается и выгорает вследствие воздействия высокой локальной температуры (ТОО-ЗООС С) в зоне микродуговых или дуговых разрядов. Причем разрушение начинается в месте контакта электроизоляционной оболочки с изделием и постепенно распространяется на всю погруженную часть приспособления. Вследствие этого при проведении электролитической обработки в режиме микродуговых или дуговых разрядов известное устройство дает низкое качество обработки, кроме того, уменьшается срок его службы. Целью изобретения является повышение надежности и качества обработки путем исключения утечки тока. Указанная цель достигается тем, что устройство для электролитической анодной обработки изделий, преимущественно в режиме микродуговых или дуговых разрядов, содержащее ванну для электролита, систему подвода тока к изделию, выполненную в виде стержня с контактным узлом и электроизоляционной оболочкой, снабжено ба-: рьерным элементом, размещенным на стержне между электроизоляционной оболочкой и контактным узлом, причем размеры барьерного элемента и оболочки определены из соотношений а 1 1,5 01 -, -f-f,b , где d максимальньи промежуток,пробиваемый разрядами в электролите, мм; fi - высота защитного барьерного элемента, мм; b - максимальный промежуток, пробиваемый разрядами в воздухе на разделе фаз воздух электролит, ММ , 6 - длина погру: :енной части стержня, MMJ Н - суммарная высота электроизоляционной оболочки и защитного барьерного элемента, мм. На чертеже приведена схема устройства. Устройство содержит металлическую ванну 1 с электролитом 2 и систему подвода тока, включающую токоподвод 3, размещенный на изоляторах 4, жестко закрепленных на ванне 1. На токоподводе 3 посредством винтового зажима 5 установлено приспособление для контакта токоподвода 3 с обрабатываемым образцом 6, выполненное в виде стержня 7, снабженного винтовым контактом 8, необходимым для крепления изделия 6. Стержень 7 заключен в электроизоляционную оболочку 9 и сна жен защитным барьерным элементом 10, размещенным на поверхности стержня 7 между оболочкой 9 и винтовым контактом 8. Защитный барьерньй элемент 10 выполнен из материала, стойкого к во действию микродуговых и дуговых разрядов, например фторопласта, керамик слюды и т.п. Устройство работает следующим образом. В процессе анодной электролитичес 1КОЙ обработки изделие 6 подключается к положительному полюсу источника постоянного тока, а ванна 1 - к отрицательному полюсу. При образовании микродуговых или дуговых разрядов создается высокая локальная температура (700-3000°С) в месте контакта поверхности обрабатываемого изделия 6 с защитным барьерным элементом 10. При этом наличие последнего исключает разрушение дуговыми разрядами изо ляции оболочки 9, что, в свою очеред обуславливает отсутствие утечки тока и, как следствие, обеспечивает высокую точность и качество обработки при точном поддержании и контролировании заданных параметров технологического процесса, а также новы шает срок службы устройства. Высоту защитного барьерного элемента и электроизоляционной оболочки целесообразно выбирать из условий ,5« ; .ь , где « - максимальный промежуток,пробиваемый разрядами в электролите, мм; h - высота защитного барьерного элемента, мм; b - максимальный промежуток, про биваемый разрядами в воздухе на разделе фаз воздух - элек тролит, мм; f - длина погруженной части стер ЖНЯ, MMji .f| - суммарная высота электроизо- ляционной оболочки и защитного барьерного элемента, мм Нижний и верхний пределы указанного интервала выбраны с учетом следующих обстоятельств. . Если высота t защитного барьерного элемента будет меньше максимального промежутка а , пробиваемого при заданном режиме разрядами в электролите , то микродуговые иди дуговые разряды, образующиеся в процессе обработки на поверхности изделия 6 вблизи защитного барьерного элемента 10, смогут замкнуться на стержень 7 в месте непосредственного прилегания электроизоляционной оболочки 9 к защитному барьерному элементу 10..В этом случае под действием разрядов вследствие высокой температуры произойдет разрушение электроизоляционной оболочки 9, что вызовет изменение параметров процесса электролитической обработки вследствие утечки тока, снизит точность и качество обработки и приведет к снижению срока службы устройства. Аналогичный эффект будет наблюдаться на разделе фаз воздух - электролит в том случае, если верхний уровень электроизоляционной оболочки будет расположен выше уровня электролита на величину, меньшую максимального промежутка пробиваемого разрядами в воздухе на разделе фаз воздух - электролит, т.е. в том случае, когда суммарная высота Н электроизоляционной оболочки и защитного барьерного элемента будет меньше, чем b + Р. Защитный барьерный элемент 10 с высотой, значение которой лежит в пределах от а до 1,5 и, обеспечивает достаточную надежность работы предлагаемого устройства. Пример. На детали сельскохозяйственных машин (шпинделя хлопкоуборочных машин, шкивы кукурузоуборочных комбайнов), выполненные из сплавов на основе алюминия, наносят защитные износостойкие покрытия способом электролитической анодной обработки в растворе электролита на основе cиJiикaтa натрия в режиме микродуговых разрядов. Процесс проводят . при 0-95°С, анодной плотности тока 1,0-5,0 А/дм, напряжении 100-400 В , в течение 2,5-20 мин. Применение в качестве технологического оборудования известного устройства не позволяет исключить утечку тока на поверхности стержня, входящего в состав приспособления для контакта обрабатываемых деталей с токоподводом. Вызвано это разрушением электроизоляционной оболочки под действием микродуговых разрядов, образующихся на поверхности деталей в процессе нанесения покрытий. Вследствие утечки тока становится невозможньм поддерживать и контроли
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ АНОДНОЙ ОБРАБОТКИ ИЗДЕЛИЙ, преимущественно в режиме микродуговых или дуговых разрядов, содержащее ванну для электролита, систему подвода тока к изделию, выполненную в виде стержня с контактным узлом и электроизоляционной оболочкой о тличающеес.я тем, что, с целью повышения надежности и качества обработки путем исключения утечки тока, оно снабжено барьерным элементом, размещенным на стержне между электроизоляционной оболочкой и контактным узлом, причем размеры барьерного элемента и оболочки определены из соотношений . с ; Ь 1,5 01 ; C- b Hif-b,b , где а - максимальный промежуток, про-, биваемый разрядами в электролите, ММ , Ь - высота защитного барьерного элемента, мм b - максимальньй промежуток, проS биваемый разрядами в воздухе :|ё на разделе фаз воздух - электролит, мм; f - длина погруженной части стерж НЯ, ММ} Н - суммарная высота электроизоляционной оболочки и защитного барьерного элемента, мм. :о 30 4 сс эо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3834999, кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Белобжесский А.В | |||
| Методы анодирования алюминия | |||
| М., ф-л ВНТИ, 1956,с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
