Способ шлифования и полирования асферических поверхностей оптических .деталей в процессе вращения последних инструментом в виде планн1айбы с торцовой рабочей сферической кольцевой капавкой, известен.
Особенностью пpeд;laгae oгo способа яв.тяется непрерывная обработка (правка) сферической кольцево| 1 канавки планп айбы в процессе гнлнфования и полирОВания детален распо.юженным нод углом к плаингайбе трубчатым инструментом, обеспечиваюни-1М придание канавке й.ьтиптическоГ формы. Такое осунхествление предлагаемого способа позволяет непрерывно поддерживат, стаби.чьность формы рабочей части инструмента, а следовате.тьно, и обрабатываемого изделия.
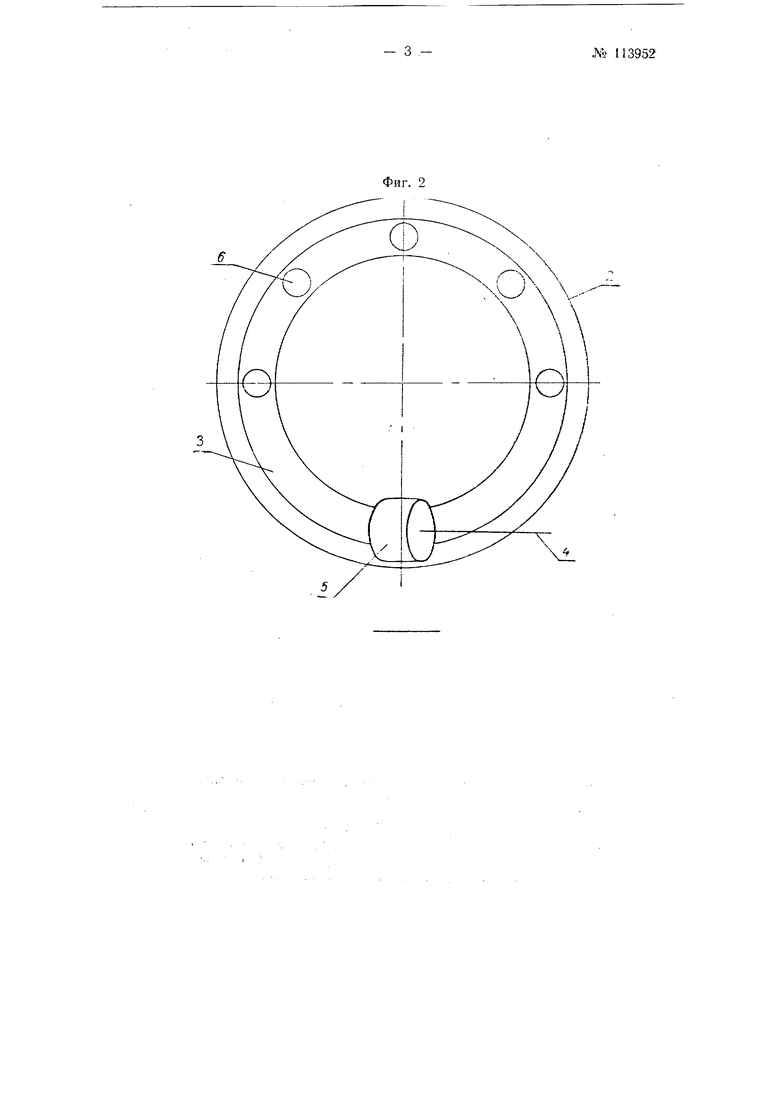
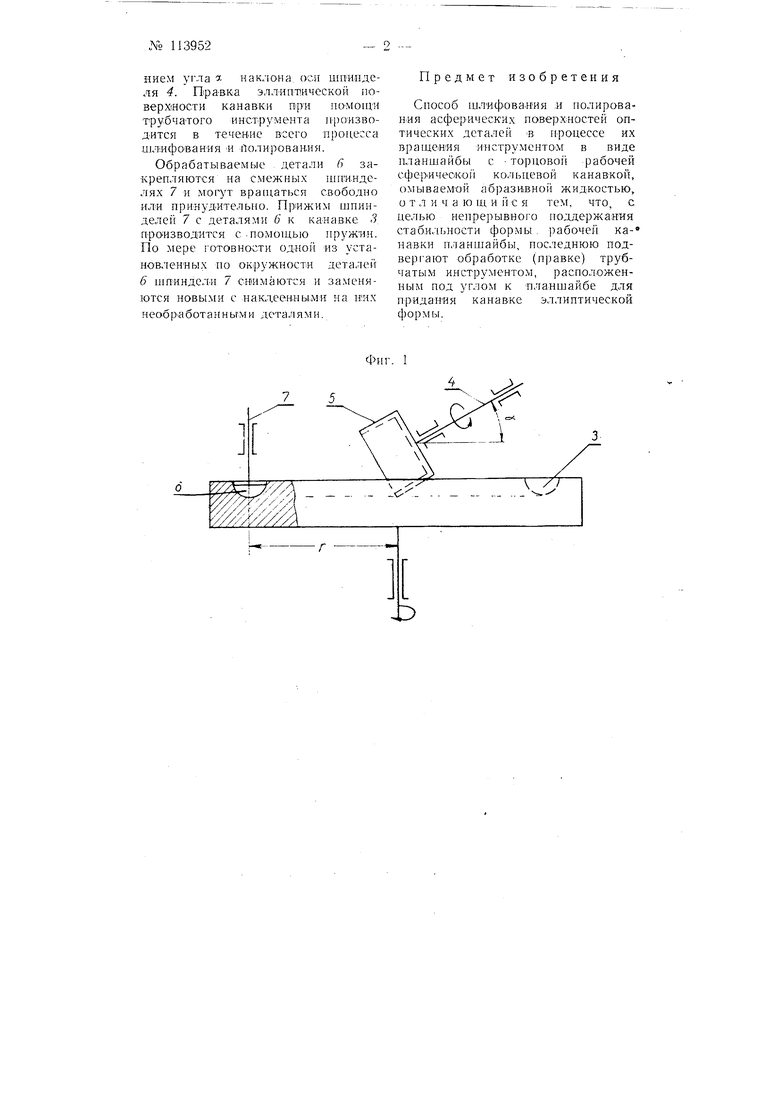
На фиг. 1 изображена установка инструментов и обрабатываемых деталей сбоку и на фиг. 2, то же, вид сверху.
Предлагаемый способ шлифования и полирования, в частности, оптических деталей, одна из выпуклых поверхностей которых имеет
форму э.ттлпсонда врангеття. Оптическая дета,1ь обрабатывается установ.ченной на вертикально г нп инделе / нлоской нланшайбой 2. На торцовой поверхности пла:пнайбы 2, на расстоянии г от ее оси при noMOHUi резца выточена рабочая канавка 3 сферической формы. На том же расстоянии г от оси n.uui пайбы нод углом л к горнзонта,чьHoii н.юскостн noMenien шпиндель 4, несущий на конце трубчатьи и.пструмент 5. пр:Ивод:ИМЫ1 1 во в|1ан.енис от MOTOjja.
Н)и в-ран1,сни;и н.ланшайбы 2 и нриведепии в соп|1икосновение с ее канавкой 3 в)ан1,аюн1его я трубчатого инструмента .5, пос.ледний придает ко.Пзцевой канавке 3 э/ьдиптическую форму (т. к. П1)оекцией нак.тонениого трубчатого инструмента на вертикальную H.IOCKOCTI, является Э.1ЛИПС). Нри непрерывнолг контакте трубчатого инструме1гта 5 с канавкой 3 постоянно поддерживается пра-1данпая ей эллиптическая фор.ма определенного параметра. Изменение параметра э.члиптической поверхности ка.навки может быть осуществлено изменением угла а наклона осп ингипделя 4. Правка эллиптической поверхности канавки при полшщи трубчатого инструмента щх) изводится в течение всего процесса шл ифОвания И Полирования.
Обрабатываемые детали 6 закрепляются на смежных ниш.нделях 7 и могут врагдаться свободно ил« принудительно. шнинделе1 7 с деталями 6 к канавке 3 производится с-помощью нружин. По мере готовности одной из установленных по окружности деталей 6 щпиндеЛИ 7 снимаются и заменяются новыми с накдеен.ны.ми на Н1их необр аботанньгмн деталями.
Предмет изобретения
Способ шлифоваиия ,и полироваНИя асферических поверх ностей оптических деталей В гфоцессе их вращения инструментом в виде нланщайбы с -торцовой рабочей сфер ичеокой кольцевой канавкой, омываемой абрази,вной жидкостью, о т л и ч а ю щ и и с я тем, что, с целью непрерывного поддержания стабильности формы. рабочей ка- навки планптайбы, последнюю подвергают обработке (правке) трубчатым инструментом, расположенным под углом к планщайбе для придания канавке эллиптической формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования крупных оптических деталей высокой точности | 1958 |
|
SU120138A1 |
| Устройство для шлифования и полирования конической поверхности оптической детали | 1961 |
|
SU150033A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ обработки торических поверхностей | 1952 |
|
SU105178A1 |
| Устройство для обработки асферических поверхностей | 1981 |
|
SU1028480A1 |
| Инструмент для формообразования асферических поверхностей вращения второго порядка | 1978 |
|
SU772826A1 |
| Устройство для копировальной обработки асферических поверхностей | 1981 |
|
SU996174A2 |