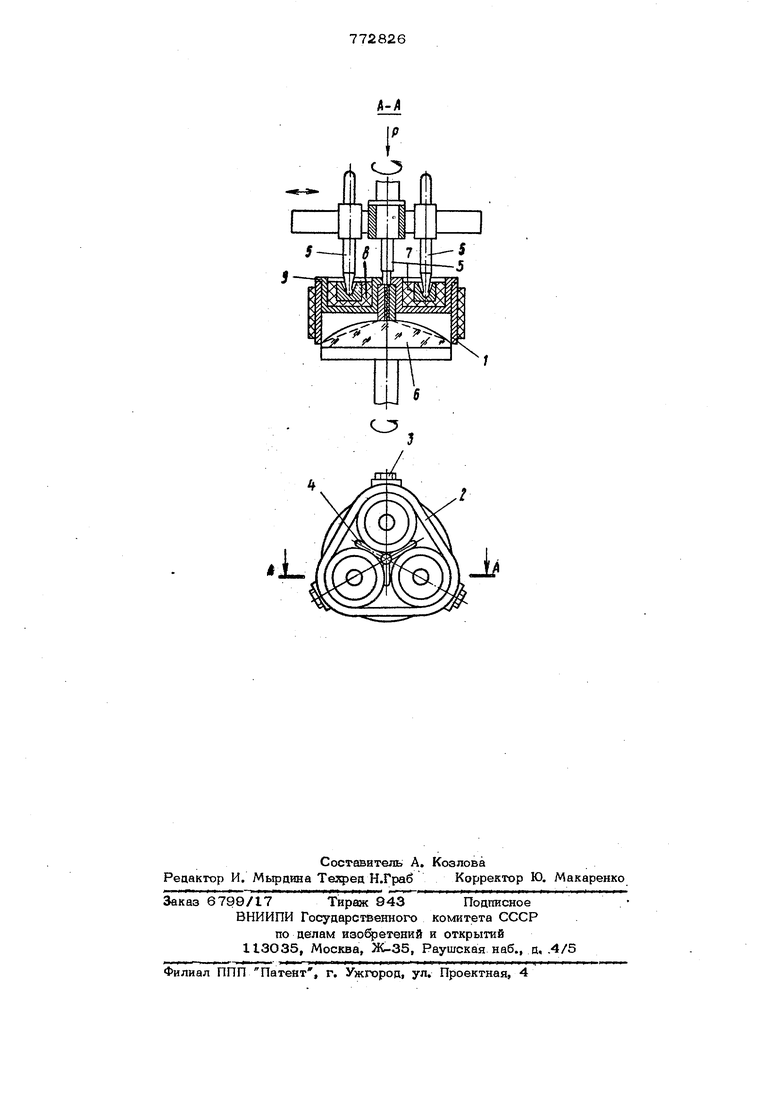
Изобретение относится к устройствам для шлифования и полирования оптических деталей и может быть использовано для изготовления параболоидов, гиперболоидов и эллипсоидов среднего и большого диаметра. Известны инструменты для формообразования асферических поверхностей,, вращения второго порядка, выполненные, например в виде резца (тонкостенного цилиндра с плоским эллиптическим тордом), устанавливаемого на токарном ста Re под определенным углом к оси шпинделя изделия i } Основным недостатком известных инструментов является невысокая точность обработки, так как нх ориентация Bi пространстве определяется не свободным и взаимным контактом с изделием, как это имеет место при оптической рбработке, а задается принудительно при помощи угломерных устройств. Цель изобретения - повышение точноб ти обработки. Указанная цель достигается тем, что инструмент для формообразования асферических поверхностей вращения второго порядка, эллиптическая рабочая кромка которого образована плоским сечением тонкостенного цилиндра, выполнен в виде нескольких трубок, расположенных дент рально-юимметрично относительно оси инструмента и соединенных между собой с возможностью относительных смещений, например с помощью резиновой обечай ки и гибких прокладок, а каждая трубка , снабжена упругим вкладышем с гнездом для шарнирного соединения инструмента с поводком станка. На чертеже схематически изображен инструмент. Он состоит из трех одинаковьк трубок 1, соединенных между собой резиновой-обечайкой 2, прикрепленной к трубкам винтами 3. Между трубками установлены гибкие прокладки 4. Пальцы S поводка передают трубкам 1 давление Р и осциллирующее движение относи тельно изделия 6 через гнезда втулок 7, упругие вкладыши 8 и металлические стаканы 9, установленные в трубках 1.
Инструмент работает следующим обрезом..
На обычном шлифовально- гголировальном станке устанавливают сферическую заготовку изцелия с инструментом. Заготовке 6 сообщают враоштельвое движение аинструмет ту - возвратно-поступательное (осциллирующее) движение. Давление PJ переааваемое инструменту через втулкв 7 и упругие вкяадьппи 8, расЗпрецёляе ся равномерно между TpyiSi aNnsE Г, каждая из которых под действием
приложенной силы прижимается к o6pia батьгааемой тюверхности заготовки 6, сохраняя контакт с ней также и фи осциллируюших смещениях пальцев 5 с трубками 1, благодаря относительным омещериям трубок, обеспечиваемым нежестким вх соединением резиновой обечайкой 2 через гибкие прокладки 4, а также ша(яш{жым соединшгаем инструмента с пальцвми 5 повоока через упругие вкладыиш в.
Для увеличе ия износостойкости инстрмента его рабочую часть пелесообраано упрочить путем закрепления алмазных в гальванических никелировання. Полирование прои@во(штся просмоленным сукном, гфикреплевным к а аному инструмояту. Точность увеличивается с ум шшеянем асферичности и колеблется от долей микрона до нескольких микрон.
Данная конструкция обеспечивает самоустанавливаемость и семоориентяруемрсть инструмента 1фи формообразовании асферических поверхностей. Эти свойства отяичают его от взвестных ишзтруь ёй-.; тов, прим яемых только в виде одиночных, жестко закрепляемых трубок, не позволяющих фоизводить тонкое шлифование и полирование оптических деталей.
Инструмент предусматривает обработку асферических деталей по схеме, аналогичной обработке обычных, самых маосовых оптических деталей (плоских и сферических) на универсаль1у 1х шлифо4вальио-полировальных станках, благодаря этому отпадает необходимость применять специальное оборудование аля получения с оптической точностью асферических поверхностей вращения второго порядка, а парк станков, пригодных для обработки указанных деталей, значительно расширяется.
Предложенный инструмент прост по своей конструкции и изготавливается на токарных и фрезерных станках с подшлифовкой плоского торца.
Формула изобретения
Инструмент для формообразования асферических поверхностей вращения второго порядка с эллиптической рабочей кромкой, образованной плоским сечением тонкостенного цилиндра, отличающийся тем, что, с целью повышения точности обработки, инструмент выполнен в виде трех и более цилиндров, расположенных центрально-симметрично относительно оси инструмента, и связанных между собой с возможностью относительных смещений с помощью введенных в инструмент резиновой обечайки и гибких прокладок, при этом каждый цилиндр снабжен упругим вкладышем с гнездом для соеоинения инструмента с поводком станка.
Источники информация, 1финятые во внимание при экспертизе
I. Патент США № 3344692, кл. 82-., опублик 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ асферизации оптических поверхностей вращения | 1982 |
|
SU1016139A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1098765A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙВРАЩЕНИЯ | 1971 |
|
SU315569A1 |
| Многоэлементный инструмент для шлифования и полирования оптических деталей | 1977 |
|
SU683886A2 |