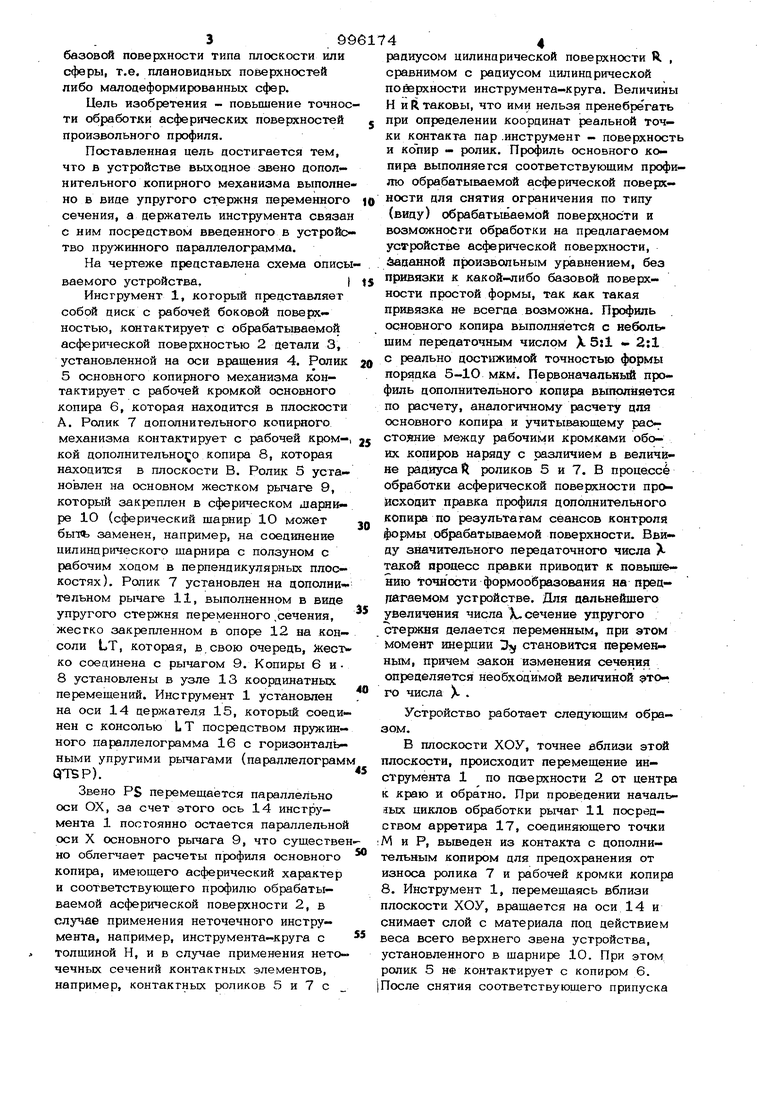
Изобретение относится к технологии формообразования 1:асфеЕжческих поверк носгей произвольного профиля и может быть испольэооано, например, в оптической технологии при шлифовании и поли|Х вании оптических цеталей с осесимметрич ными асферическими поверхностями. По основному авг. св. № 51563О известно устройство включающее инструмент и его держатель, привод инстру- мента и (или) изделия и копировальное устройство, состоящее на копира основного, взаимодействующего с ним контактного элемента (щупа) и системы передач Устройство снабжено пополнительным ко- пирным механизмом, масштаб копирования которого больше, чем у основного копирного механизма, и элементами для суммирования перемещений выходных звеньев систем передач основного и допопнительньрс копирных механизмов Ll Недостатком данного устройства является то, что повышение точности обработ ки путем расширения диапазона асферизации в сторсжу минимума невозможно без увеличения габаритов дополнительного копирного механизма, так как масштаб определяется соотношением плеч. Данный механизм представляет собой контактную пару плоский неподвижный копир - двухпдечнй жестк«й рычаг, причем копир установлен на каретке узла трёхкоораинат ных подвижек, а жесткий рычаг установ-; лен посредством цилиндрического.шарнира на выходное звено основного копирного механизма, которое представляет собой также двуплечий жесткий рычаг. Кроме того, недостатком устройства является ограничение по типу обрабатываемых асферических поверхностей, введенное условием выполнения профиля основного копира простой формы (т.е. пб. окружности и по прямой линии) с условием парешлельности осей инструмента и основного рычага. Оба ограничительных условия предполагают обработку асферических поверхностей с малыми отступлениями от базовой поверхности типа плоскости или сферы, т.е. плановицных поверхностей либо малоцеформированных сфер. Цель изобретения - повышение точнос ти обработки асферических поверхностей произвольного профиля. Поставленная цель достигается тем, что в устройстве выходное звено дополнительного копирного механизма выполне но в виде упругого стержня переменного сечения, а держатель инструмента связан с ним посредством введенного в устройство пружинного параллелограмма. На чертеже представлена схема описы ваемого устройства, Инструмент 1, который представляет собой диск с рабочей боковой поверт- ностью, контактирует с обрабатываемой асферической поверхностью 2 детали 3, установленной на оси вращения 4. Ролик 5 основного копирного механизма контактирует с рабочей кромкой основного копира 6, которая находится в плоскости А. Ролик 7 дополнительного копирного механизма контактирует с рабочей кром- кой дополнительного копира 8, которая находится в плоскости В. Ролик 5 установлен на основном жестком рычаге 9, который закреплен в сферическом шарнире 1О (сферический шарнир Ю может быт заменен, например, на соединение цилиндрического шарнира с ползуном с рабочим ходом в перпендикулярных плоскостях). Ролик 7 установлен на дополнительном рычаге 11, выполненном в виде упругого стержня переменного .сечения, жестко закрепленном в опоре 12 на консоли LT, которая, в,свою очередь, Жест ко соединена с рычагом 9. Копиры 6 и 8 установлены в узле 13 координатных перемещений. Инструмент 1 установлен на оси 14 держателя 15, который соединен с консолью L Т посредством пружинного параллелограмма 16 с горизонтальными упругими рычагами (параллелограм QTBP). Звено PS перемещается параллельно оси ОХ, за счет этого ось 14 инструмента 1 постоянно остается параллельной оси X основного рычага 9, что существе но облегчает расчеты профиля основного копира, имеющего асферический характер и соответствующего профилю обрабатываемой асферической поверхности 2, в случае применения неточечного инструмента, например, инструмента-круга с толщиной Н, и в случае применения нето- чечных сечений контактных элементов, например, контактных роликов 5 и 7 с радиусом цилиндрической поверхности R , сравнимом с радиусом цилиндрической поверхности инструмента-круга. Величины Н и R таковы, что ими нельзя пренебрегать при определении координат реальной точки контакта пар .инструмент - поверхность и копир - ролик. Профиль основного копира выполняется соответствующим профилю обрабатываемой асферической поверхности для снятия ограничения по типу (виду) обрабатываемой поверхности и возможности обработки на предлагаемом устройстве асферической поверхности, йааанной произвольным уравнением, без привязки к какой-либо базовой поверхности простой формы, так как такая привязка не всегда возможна. Профиль основного копира выполняете с небольшим передаточным числом X 5:1 - 2:1 с реально достижимой точностью формы порядка 5-1О мкм. Первоначальный профиль дополнительного копира выполняется по расчету, аналогичному расчету для основного копира и учитывающему рас стояние между рабочими кромками обоих копиров наряду с различием в величвне радиуса 1{ роликов 5 и 7. В процессе обработки асферической поверхности происходит правка профиля дополнительного копира по результатам сеансов контроля формы обрабатываемой поверхности. Ввиду значительного передаточного числа X такой процесс правки приводит к повышению точности формообразования на прецрагаемом устройстве. Для цальнейшего увеличения числа X. сечение упругого стержня делается переменным, при этом момент инерции Э становится перемен- нь1М, причем закон изменения сечения определяется необходимой величиной этого числа X . Устройство работает следующим образом. В плоскости ХОУ, точнее вблизи этой плоскости, происходит перемещение инструмента 1 по поверхности 2 от центра к краю и обратно. При проведении начальаых циклов обработки рычаг 11 посредством арретира 17, соединяющего точки М и Р, выведен из контакта с дополнительным копиром для предохранения от износа ролика 7 и рабочей кромки копира 8. Инструмент 1, перемещаясь вблизи плоскости ХОУ, вращается на оси 14 и снимает слой с материала под действием веса всего верхнего звена устройства, установленного в шарнире 1О. При этом ролик 5 не контактирует с копиром 6. После снятия соответствующего припуска
ролик 5 вхоцит в контакт с копиром 6 по всей длине рабочей кромки этого копира, при этом разгружается контактная зона инструмента 1 с поверхностью 2 и прекращается цальнейший съем матвг риала.
Далее вводится в контакт рычаг 11 путем отключения арретира 17 и про- извоаят несколько цвойных ходов инструмента от центра поверхности и обратно. После этого верхнее звено устройства выводится из рабочей зоны контакта за край обрабатываемой поверхности 2 и производится кштропь полученной формы поверхности 2, определяются отклонения этой поверхности от расчетной и осуществляется правка соответствукжаих зон дополни гельного копира 8 или при необходимости, предварительная перенастройка положения копира 8. Определяются параметры правки - передаточное число X и величина общего смещения.
Затем верхнее звено устройства вводится повторно в рабочую зсдау контакта и произюдится первый цикл обработки после введения первс правки профиля копира. 8. 11алее производится несколько циклов обработка контроль - правка до получения профиля асферической поверности 2 с заданной точностью.
Предлагаемое устройство дает возмож,ность повысить точность обработки асферических поверхностей (как осесимметричных, так и неосесиммегричных) проиэ вольного профиля до величины 1-2 мкм, что делает возможным применение данно го устройства в области технологии формо « образования точных асферических поверхностей, например в области оптическсЛ гехнологии - для изготовлён1.л оптических деталей объективов фотокинотехники с повьвиенным качеством изображения.
и 3 о б р ё те н и я
Формула
Устройство аля копировальной обработки асферических поверхностей по авт. св. № 5156, отличающееся , что, с целью повышения точности обработки асферических поверхностей произвольного профиля, выходное звено дополнительного копирного механизма полнено в виде упругого стермсня переменного сечения, а держатель инструмента связан с ним посредством введенного в устройство пружинного параллелограмма.V
Источники инфор лации, принятые во внимание при экспертизе
1. Авторское свицетельство СССР № 51563О, кл. В 24 В 13/ОО, 1973.
11
,--

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копирной обработки асферических поверхностей | 1981 |
|
SU986737A1 |
| Устройство для обработки асферических поверхностей | 1981 |
|
SU1028480A1 |
| Устройство для копировальной обработки асферических поверхностей | 1973 |
|
SU515630A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Копировальный станок | 1982 |
|
SU1060345A1 |
| Способ шлифования | 1979 |
|
SU854689A1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |

