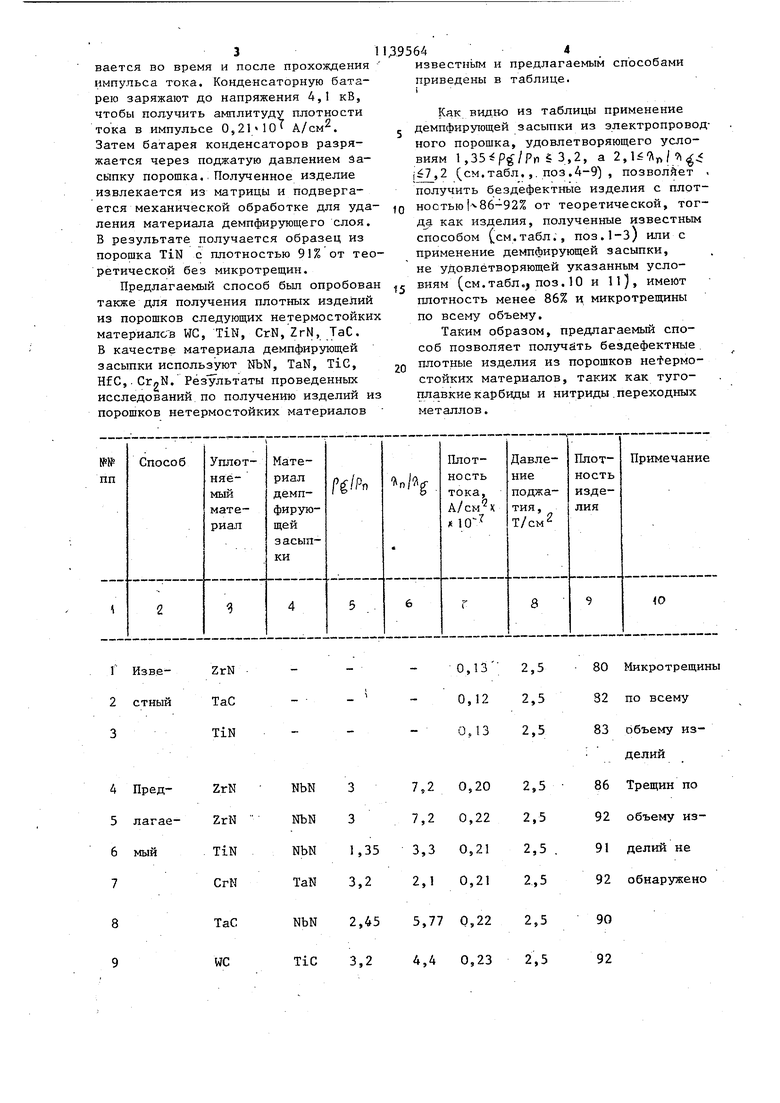
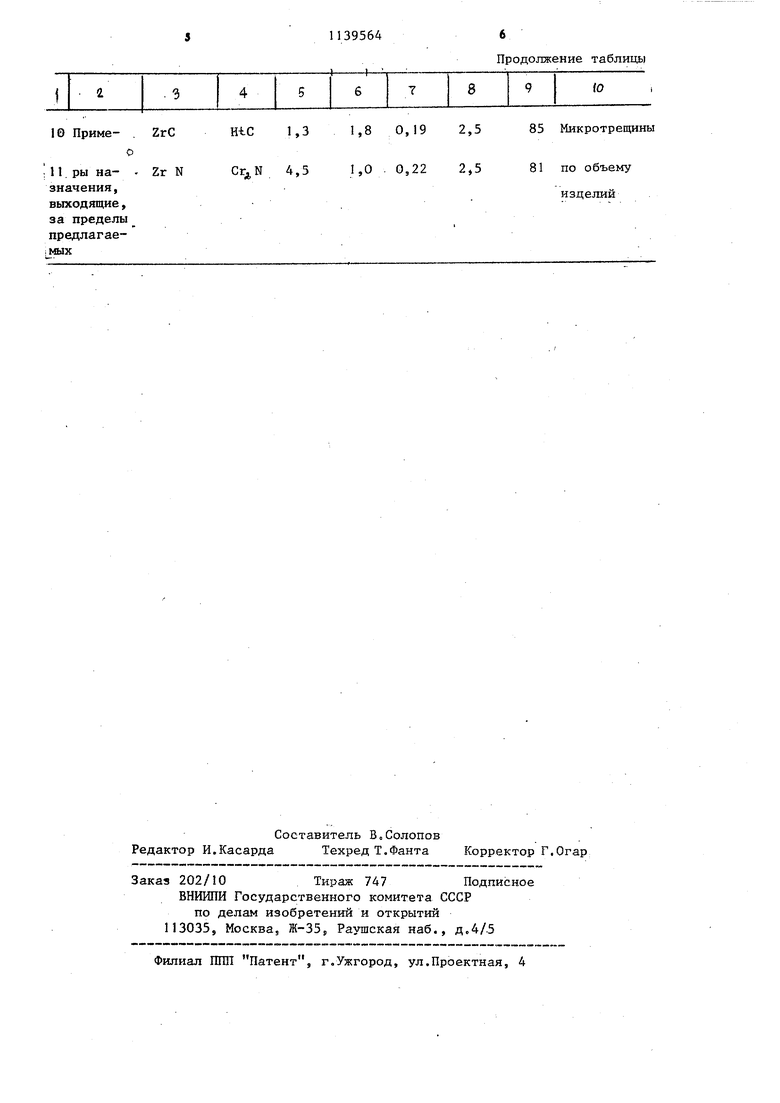
Изобретение относится к порошковой металлургии, в частности, к способам изготовления изделий из электропроводных порошковых нетермостойки материалов, Известен способ изготовления изделий, включающий прессование порошков и последующее спекание или горячее прессование Л . Недостатками этого способа являют ся малая экспрессность, необходимост использования защитной атмосферы, значительная энергоемкость процесса а также подверженность к изменению состава соединений, имеющих область гомогенности при длительных высокотемпературных выдержках. Наиболее близким к предлагаемому .является способ электроимпульсного дрессования металлических порошков, включающий помещение порошка в диэлектрическую матрицу между электродами-пуансонами при давлении;О,5 5 т/см и процускание импульса тока плотность,ю 10 длительностью 10 с . Порошок при этом уплотняется, образуя компактно изделие, Дранный способ не требует защитной атмосферы 2, Однако использование указанных режимов для компактирования порошков нетермостойких материалов (карбиды, нитриды металлов) приводит к появлению микротрещин у плотных образцов, что вызывается действием термических напряжений из-за градиента температур, возникающих вследствие быстрого отвода тепла от компактного изделия через пуансоны..Быстрый отвод тепла объясняется высокой теплопроводность метагши-ческих пуансонов. . Цель изобретения - повышение качбства за счет исключения микротрещин . Поставленная цель достигается тем. Что согласно способу изготовления изделий из электропроводных нете мостойких порошковых материалов, вкл чающему помещение порошка в диэлектр ческую матрицу между электродами-пу ансонами и электроиг-тульсное прессование, между нетермостойким порошком и электродами-пуансонами дополнитель но помещают электропроводящий порошок, удовлетворяющий следующим условиям,35$р -//3„ 3,2, а 2,UAn/7 g 7,2, где Д-р и J - электросопротивление .и теплопроводность электропроводящего порошка;р., и . - электросопротивление и теплоп13оводность нетермостойкого порошка. Добавление демпфирующей засыпки между порошком нетермостойкого материала и пуансонами приводит к тому, что после прохождения импульса тока через слоеную порошковую засыпку, отвод тепла от полученного изделия из порошка керамического материала осуществляется не непосредственно через -металлические пуансоны с высокой теплопроводностью, а через материал демпфирующей засыпки, теплопроводность которого ниже тепдопроводности материала получаемого изделия, При этом скорость охлаждения изготовл нного образца резко уменьшается, снижая тем самым градиент температуры по высоте изделия, а следовательно, и величину термических напряжений, -так опасныхдля нетермостойких материалов, Способ осуществляют следующим .образом. Нетермостойкий порошок помещают в диэлектрическую матрицу. Между нетермостойким порошком и электродамипуансонами дополнительно помещают электропроводный порошок,, удовлетворяющий .условиям: 1,) 3,2 и 2, ,2 и пропус,кают импульс тока плотностью lOA/см, длительностью 10 - 105-с при давлении 0,5-5 м/смг. Пример, осуществления способа. Электропроводящий порошок TiN засыпают в матрицу с внутренним диаметром 8 мм из неэлектропроводного материала (керамика), Высота засыпки порошка TiN 8мм, С торцов матрицы вставляют молибденовые электроды, которые подсоединены кимпульсному источнику тока (батарее конденсаторов . Между пуансонами и порошковой засыпкой TiN засыпают порошок NbN, Высота демпфирующей засыпки с каждой стороны составляет 8 мм. Таким образом, -высота всей слоеной засыпки равняется 24 мм. Один из пуансоновэлектродов неподвижен, на другой поается давление подпрессовки от внешнего нагружающего устройства, которое равняется 2,5 т/см и поддержи3вается во время и после прохождения импульса тока. Конденсаторную батарею заряжают до напряжения 4,1 кВ, чтобы пол.учить амплитуду плотности тока в импульсе 0521«10 А/см. Затем батарея конденсаторов разряжается через поджатую давлением засыпку порошка., Ползгченное изделие извлекается из матрицы и подвергается механической обработке для уда ления материала демпфирующего слоя. В результате получается образец из порошка TiN с плотностью 91% от те ретической без микротрещин. Предлагаемый способ был опробова также для получения плотных изделий из порошков следующих нетермостойки материалс в WC, TiN, CrN, ZrN, ТаС. В качестве материала демпфирующей засыпки используют NbN, TaN, TiC, HfC,.Cr2N. Рёзультаты проведенных исследований по получению изделий и порошков нетермостойких материалов 644 известньгм и предлагаемым способами приведены в таблице. Как видно из таблицы применение демпфирующей засыпки из электропроводного порошка, удовлетворяющего условиям 1 ,35 pg/Pn 5 3,2, а 2, 7 ,2 (см.табл. ,, поз .4-9) , позволяет получить бездефектные изделия с плртностью 1 -86-92% от теоретической, тогд как изделия, полученные известным способом (см.табл., поз.1-3) или с применение демпфирующей засыпки, не удовлетворяющей указанным услоВИЯМ (см.табл., поз. 10 и П), имеют плотность менее 86% и микротрещины по всему объему. Таким образом, предлагаемый способ позволяет получать бездефектные плотные изделия из порошков HefepMoстойких материалов, таких как тугоплавкие карбиды и нитриды.переходных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из электропроводных нетермостойких порошковых материалов | 2019 |
|
RU2732841C1 |
| Способ изготовления изделий из электропроводных порошков, содержащих радионуклиды | 2020 |
|
RU2736310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛЕКТРОПРОВОДНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2541334C1 |
| Установка для электроимпульсногопРЕССОВАНия издЕлий из пОРОшКА | 1979 |
|
SU822991A1 |
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2551750C1 |
| Способ изготовления конструкционных деталей из железного порошка | 1987 |
|
SU1509183A1 |
| Установка для электроимпульсного прессования порошковых материалов | 2021 |
|
RU2769599C1 |
| Устройство для электроимпульсного прессования порошка | 2018 |
|
RU2690631C1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2022 |
|
RU2797226C1 |
f Изве- ZrN
2стный ТаС
3TiN
ПредZrN
лагаеZrNTiN
мый CrN ТаС NbN 2,45 5,77 0,22 2,5 we Tic 3,2 4,4 0,23 2,5
2,5
80Микротрещины
82по всему 2,5 2,5
83объему изделий
86Трещин по
92объему из91делий не
92обнаружено 90 92
HtC 1,3 1,8 0,19 2,5
ZrC
Cr,N 4,5 1,0 0,22 2,5
Zr N
Продолжение таблиць|
85 Микротрещины
81 по объему изделий
| I .Самсонов : Г.В | |||
| , Уманский Я.С, Твердые соединения.тугоплавких металлов | |||
| М | |||
| j Металлургиздат, 1957, с.81 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 976558, кл.В 22 F 3/00, 1978. | |||
