Изобретение относится к области порошковой металлургии, в частности, к способам электроимпульсного нанесения упрочняющего покрытия из нанопорошкового материала на поверхность стальных деталей.
Известен способ электроискрового легирования закаленных стальных деталей (патент на изобретение «Способ электроискрового легирования закаленных стальных деталей» №2614913 от 29.09.2015), заключающийся переносе легирующего материала электрода-инструмента на поверхность детали под действием импульсных электроискровых разрядов между подключенными к источнику постоянного электрического тока в качестве анода электродом-инструментом, а в качестве катода деталью. При этом в процессе легирования осуществляют непрерывный контакт электрода-инструмента с деталью с подводом к ним импульсов электрического тока, результатом которого является упрочнение закаленных стальных деталей электроискровым легированием.
При прохождении импульсов электрического тока происходит направленный перенос материала обрабатывающего электрода (анода) на обрабатываемую деталь (катод) и осуществляется диффузионное сцепление его с материалом основы. В результате получаем упрочнение закаленных стальных деталей. Однако полученные по этому способу образцы имеют весьма тонкий слой легирования, что снижает их срок службы.
Решением, наиболее близким к предложенному по технической сущности и достигаемому эффекту, является полезная модель « Пресс одностороннего действия для электроимпульсного нанесения порошкового покрытия на рабочую поверхность изделия» №165869 опубликовано 10.11.2016, в котором описан способ и устройство для нанесения покрытия из порошка.
Способ заключается в том, что на металлическую деталь наносят износостойкое покрытие из порошка путем размещения на покрываемой поверхности слоя легированного порошка на основе железа или никеля, например, инконеля, крупностью 50-300 мкм и слоя порошка покрытия, например, ВК-8. Затем проводят спекание под давлением 0,5-5 т/см2 при пропускании импульса тока плотностью 104-107 А/см2 и длительностью 10-3-10-5 сек. В результате чего получают плотное износостойкое покрытие из ВК-8 прочно приваренное к детали.
Однако данный способ не позволяет наносить покрытие толщиной 2 мм и менее. Кроме того, данный способ не позволяет наносить покрытия из нанопорошков, а само покрытие не проникает в подложку, что уменьшает прочность сцепления. Недостатком способа является также высокий уровень остаточных термических напряжений в получаемом изделии, что существенно снижает эксплуатационные характеристики последнего.
В указанной выше полезной модели описано также устройство для электроимпульсного нанесения покрытия из порошка, включающее в себя стол, установленную неподвижно на нем неэлектропроводную матрицу с полостью, ползун с размещенным в нем подвижным относительно матрицы электродом-пуансоном, и импульсный источник тока, один из полюсов которого соединен с упомянутым электродом-пуансоном, а вторым полюсом к электроду-пуансону, неподвижно установленным на столе совместно с матрицей с возможностью формирования его рабочей поверхностью наносимого на изделие порошкового покрытия, при этом подвижный электрод-пуансон выполнен с возможностью размещения в нем упомянутого изделия. Этот электрод- пуансон имеет хвостовик и рабочую часть и позволяет наносить износостойкие покрытия из порошка, наносить покрытия только на детали, имеющий выступ, на который вставляется матрица с порошком.
В связи с этим, важнейшей задачей является разработка способа нанесения тонких покрытий с упрочнением поверхностности детали и устройства для его осуществления на плоские поверхности.
Техническим результатом заявленного изобретения является создание технологии, обеспечивающей с помощью электроимпульсного прессования нанесения тонких покрытий из нанопорошков нитридов и карбидов металлов на плоские поверхности без остаточных термических напряжений в получаемом изделии.
Технический результат достигается тем, что в способе электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали, включающий спекание засыпки порошка в неэлектропроводной матрице на поверхности детали под давлением пуансона путем пропускания импульсов тока, согласно изобретению, в качестве порошка используют нанопорошок нитридов или карбидов металлов, который насыпают в виде слоя толщиной 0,1-0,5 мм в матрицу, размещенную на плоской поверхности детали, и медный порошок, который насыпают слоем высотой 5-10 мм сверху слоя нанопорошка нитридов или карбидов металлов, при этом используют ступенчатый пуансон с верхней выступающей частью большего диаметра и нижней рабочей частью меньшего диаметра, на которую одета с упором в верхнюю часть упругая прокладка, причем пуансон вставляют нижней рабочей частью в матрицу, одновременно подпрессовывают засыпку порошка и поджимают матрицу к поверхности детали, после чего пропускают импульс тока.
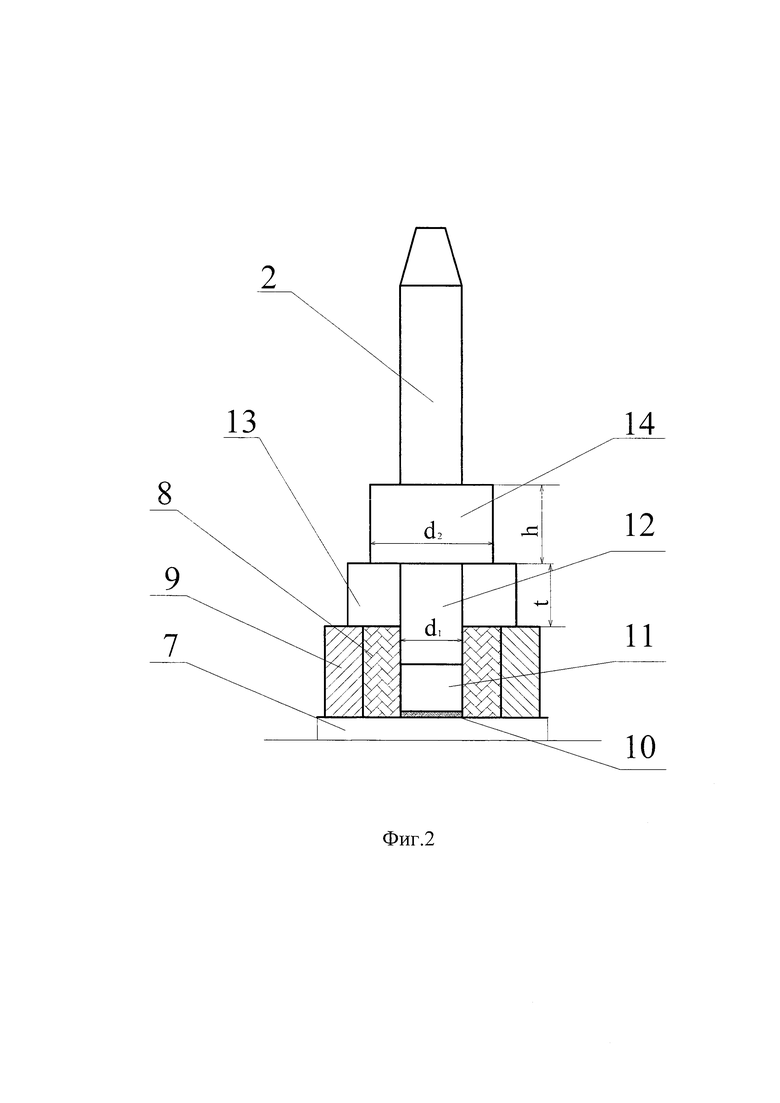
Для осуществления способа предлагается устройство электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали, содержащее нижнее основание, импульсный источник энергии, металлическую обойму с матрицей из изолирующего материала и пуансон, вставленный в шток, согласно изобретению, оно содержит опору для размещения детали, установленную на нижнем основании, а матрица выполнена с возможностью размещения на плоской поверхности детали, при этом пуансон выполнен ступенчатым с верхней выступающей частью большего диаметра d2 и высотой h и нижней рабочей частью меньшего диаметра d1, равного внутреннему диаметру матрицы, вставляемой сверху в матрицу и на которую одета с упором в упомянутую верхнюю часть упругая прокладка толщиной t, причем
d1<t<2d1, 2d1<d2<4d1, 0,5d1<h<1d1.
Такая конструкция ступенчатого пуансона позволяет до пропускания импульса тока поджать матрицу к плоской поверхности подложки и подпрессовать порошковую засыпку. Если высота упругой прокладки была бы меньше, чем d1 то деформации прокладки не хватало, что бы достаточно плотно прижать матрицу к поверхности детали. При толщине прокладки больше чем 2 d1, было бы затруднительно подпрессовать порошок к поверхности подложки. При высоте h менее чем 0,5d1 прочность упора для упругой прокладки была недостаточна, а при h более чем d1 размеры пуансона были бы не оптимальны.
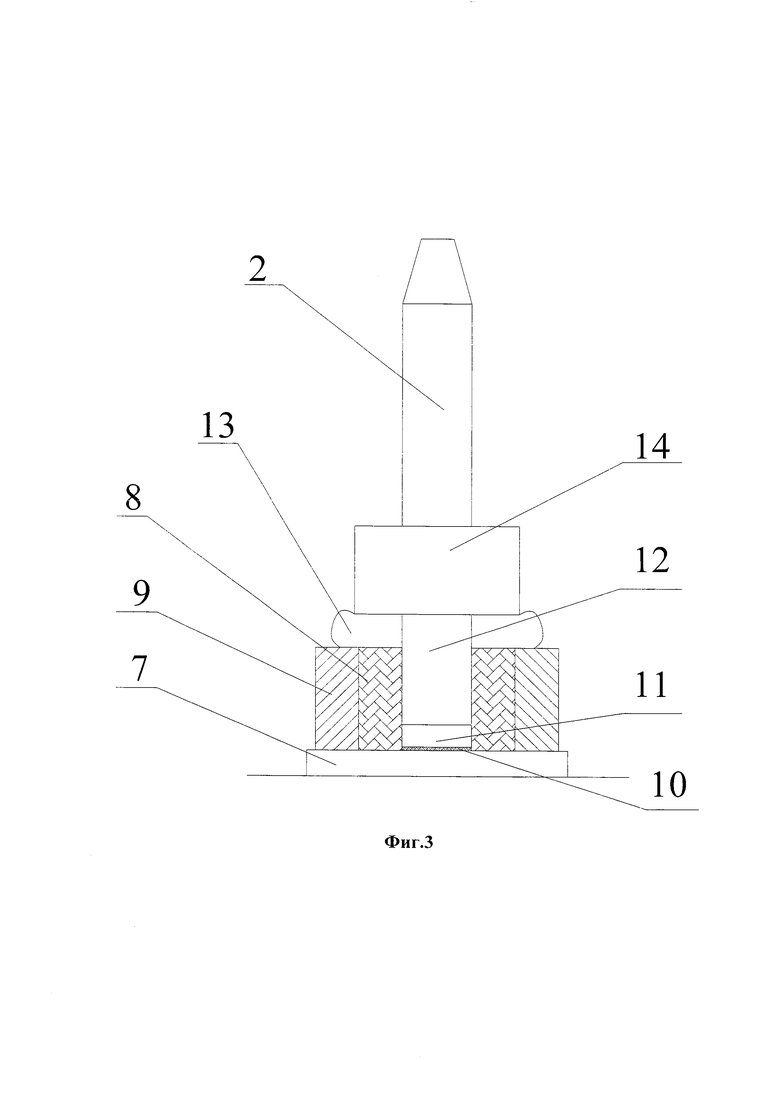
Упругая прокладка поджимает матрицу к поверхности подложки и одновременно не препятствует ходу пуансона для подпрессовки порошковой засыпки. После пропускания импульса тока за счет упругой деформации прокладка еще больше деформируется и позволяет пуансону перемещаться вниз за усадкой порошковой засыпки, и произвести нанесение покрытия. Если бы прокладка была бы не упругой, а например, из текстолита, то она либо прижало матрицу к поверхности подложки, и не дала возможность пуансону подпрессовать порошковую засыпку. Либо наоборот, подпрессовать пуансоном порошковую засыпку, но не поджать матрицу к поверхности подложки. Это делает невозможным нанесения покрытия из-за выбрасывания порошка в зазор между матрицей и поверхностью подложки в момент пропускания импульса тока.
Толщина слоя нанопорошка ~ 0,1-0,5 мм выбрана из-за того, что при этой толщине образуется покрытие не только на поверхности, но и проникает во внутрь стальной подложки. При большей толщине слоя нанопорошка этого не происходит. Следует также отметить, что наличие слоя медного порошка дает возможность равномерно пропустить импульс тока по всей площади насыпанного на поверхность покрытия из нанопорошка нитридов или карбидов металлов. Равномерно насыпать и выровнять слой из наносимых нанопорошков нитридов или карбидов на поверхности подложки весьма затруднительно, так как нанопорошок образует агломераты и склонен к комкованию. Это приводило бы к тому, что что разогрев наносимого порошка от импульса тока, так же был бы не равномерен, как и плотность получаемого покрытия. Медный же порошок нивелирует эту неравномерность плотности тока, в результате чего покрытие получается плотное по всей площади. При толщине слоя медного порошка менее 5 мм не удается получить равномерную плотность тока по всей наносимой площади детали. При толщине слоя медного порошка более 10 мм потребуется значительное увеличения давления подпрессовки, так как процесс идет при односторонней схеме прессования.
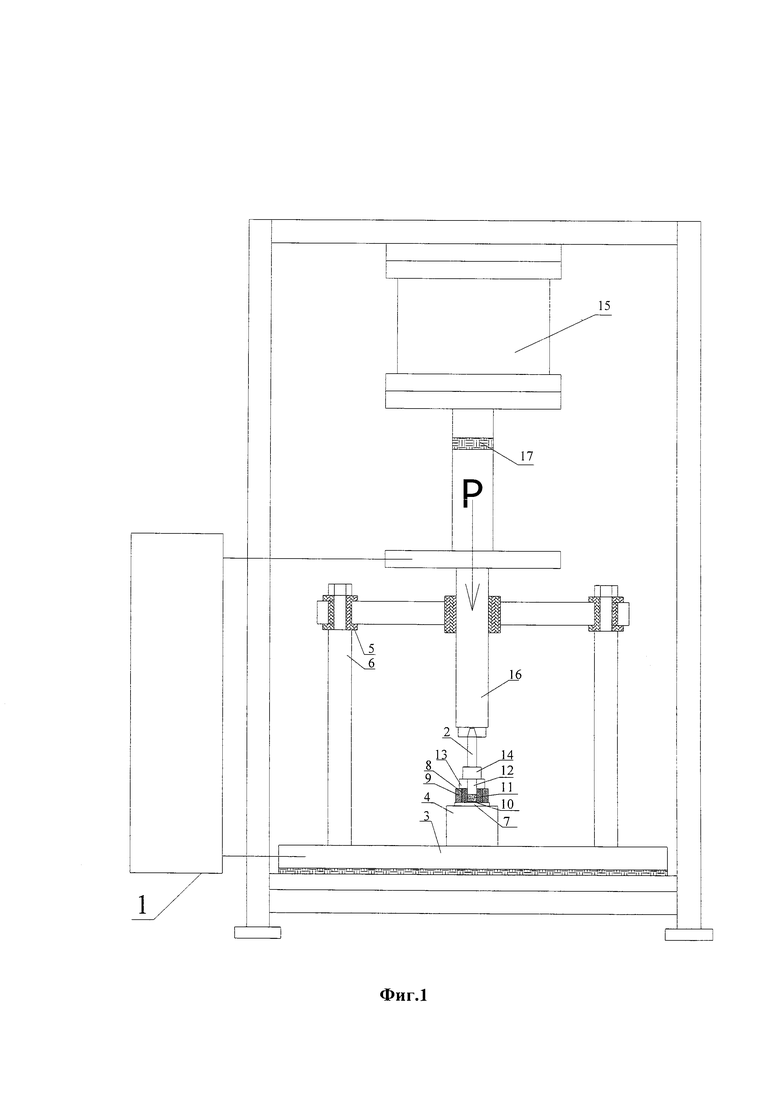
На фиг. 1 представлено устройство для электроимпульсного нанесения покрытий из порошковых материалов.
На фиг. 2 представлен пуансон и матрицей с порошками до подпрессовки.
На фиг. 3 представлен пуансон и матрицей после пропускания импульса тока.
Сущность изобретения поясняется фиг. 1, на которой показано устройство для электроимпульсного нанесения покрытий из порошковых материалов. Оно включает импульсный источник энергии 1, подвижный пуансон 2, плиту 3, на которой расположена опора 4. Пуансон 2 электрически изолирован от плиты 3 изолирующими втулками 5, надетыми на крепление стойки 6. На опоре 4 находится плоская деталь (подложка) 7, на которую наносится покрытие (фиг.2). Керамическая матрица 8 в металлической обойме 9 установлена на этой детали 7. В матрицу 8 засыпан слой нанопорошка 10 и медного порошка 11. Сверху в матрицу 8 вставлен пуансон 2, на его рабочий конец 12 диаметром d1 надета упругая прокладка 13, например, из вакуумной резины толщиной t, которая упирается в выступающую часть пуансона 14 с большим диаметром d2 и высотой h. Давление Р к пуансону 2 прикладывается от нагружающего устройства 15 (пневмопресса) через шток 16, который соединен с другим полюсом импульсного источника тока. Шток и пневмопресс изолированы друг от друга неэлектропроводной прокладкой 17.
Способ осуществляется следующим образом. На нижнюю опору 4, помещается деталь 7, на которую наносится покрытие. На эту деталь накладывается керамическая матрица 8 в металлической обойме 9. В матрицу насыпается тонкий слой нанопорошка нитрида или карбида металлов 10 и разравнивается на поверхности. Затем насыпается слой медного порошка 11 высотой 5-8 мм. После этого в матрицу вставляется рабочий конец пуансона 12. Слои порошков, засыпанные в матрицу, поджимаются пневмопрессом 15 давлением 0,5-5 т/см2 через шток 16. Затем заряжается импульсный источник тока 6. По достижении необходимого заряда, величина которого определяется размером засыпки и видом покрытия, производят разряд импульса тока плотностью 104-107 А/см2 и длительностью 10-3-10-5 сек. Этот разряд тока, протекая через поджатый порошок, разогревает его. Пуансон перемещается вниз (фиг. 3). Упругая прокладка 9 сжимается, не препятствуя ходу пуансона. Порошок покрытия уплотняется и осуществляется сцепление его с материалом детали, на которую наносится покрытие.
Проведенное нанесение покрытия на подложку из закаленной стали 45 нанопорошка TiN, с помощью предложенного способа и устройства для его осуществления позволило получить покрытие толщиной ~ 0,1 мм. Металлографические исследования показали образование слоистой структуры, порошок TiN не только образует покрытие на поверхности, но и проникает во внутрь стальной подложки на глубину 20-30 мкм без отпуска закаленной детали. По сравнению с аналогом данный способ не требует предварительного спекания электрода-инструмента, что способствует уменьшению затрат по нанесению покрытия.
Таким образом заявленное изобретение позволяет создать технологию, обеспечивающую с помощью электроимпульсного прессования нанесение тонких покрытий из нанопорошков нитридов и карбидов металлов на плоские поверхности без остаточных термических напряжений в получаемом изделии.
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электроимпульсного прессования порошковых материалов | 2021 |
|
RU2769599C1 |
| Способ изготовления изделий из электропроводных нетермостойких порошковых материалов | 2019 |
|
RU2732841C1 |
| Способ изготовления изделий из электропроводных порошков, содержащих радионуклиды | 2020 |
|
RU2736310C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ АНТИФРИКЦИОННОГО ТВЕРДОГО СПЛАВА | 2016 |
|
RU2619550C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛЕКТРОПРОВОДНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2541334C1 |
| Способ нанесения покрытия из антифрикционного твердого сплава методом взрывного прессования | 2017 |
|
RU2673594C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ВЫСОКОАБРАЗИВНЫЕ ЧАСТИЦЫ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2135327C1 |
| Способ изготовления изделий из электропроводных нетермостойких порошковых материалов | 1983 |
|
SU1139564A1 |
| СПОСОБ ТЕРМИЧЕСКОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ | 2003 |
|
RU2242535C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2277997C1 |
Группа изобретений относится к электроимпульсному нанесению упрочняющего покрытия из порошка на поверхность стальной детали. Способ включает спекание засыпки порошка в неэлектропроводной матрице на поверхности детали под давлением пуансона путем пропускания импульсов тока. В качестве порошка используют нанопорошок нитридов или карбидов металлов, который насыпают в виде слоя толщиной 0,1-0,5 мм в матрицу, размещенную на плоской поверхности детали, и медный порошок, который насыпают слоем высотой 5-10 мм сверху слоя нанопорошка нитридов или карбидов металлов. Используют ступенчатый пуансон с верхней выступающей частью большего диаметра и нижней рабочей частью меньшего диаметра, на которую одета с упором в верхнюю часть упругая прокладка. Пуансон вставляют нижней рабочей частью в матрицу, одновременно подпрессовывают засыпку порошка и поджимают матрицу к поверхности детали, после чего пропускают импульс тока. Обеспечивается возможность нанесения тонких покрытий из нанопорошков. 2 н.п. ф-лы, 3 ил.
1. Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали, включающий спекание засыпки порошка в неэлектропроводной матрице на поверхности детали под давлением пуансона путем пропускания импульсов тока, отличающийся тем, что в качестве порошка используют нанопорошок нитридов или карбидов металлов, который насыпают в виде слоя толщиной 0,1-0,5 мм в матрицу, размещенную на плоской поверхности детали, и медный порошок, который насыпают слоем высотой 5-10 мм сверху слоя нанопорошка нитридов или карбидов металлов, при этом используют ступенчатый пуансон с верхней выступающей частью большего диаметра и нижней рабочей частью меньшего диаметра, на которую одета с упором в верхнюю часть упругая прокладка, причем пуансон вставляют нижней рабочей частью в матрицу, одновременно подпрессовывают засыпку порошка и поджимают матрицу к поверхности детали, после чего пропускают импульс тока.
2. Устройство для электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали, содержащее нижнее основание, импульсный источник энергии, металлическую обойму с матрицей из изолирующего материала и пуансон, вставленный в шток, отличающееся тем, что оно содержит опору для размещения детали, установленную на нижнем основании, а матрица выполнена с возможностью размещения на плоской поверхности детали, при этом пуансон выполнен ступенчатым с верхней выступающей частью большего диаметра d2 и высотой h и нижней рабочей частью меньшего диаметра d1, равного внутреннему диаметру матрицы, вставляемой сверху в матрицу и на которую одета с упором в упомянутую верхнюю часть упругая прокладка толщиной t, причем d1<t<2d1, 2d1<d2<4d1, 0,5d1<h<1d1.
| УСТРОЙСТВО для ПЕРЕСТАНОВКИ ИЗДЕЛИЙ ИЗ СТЕКЛА | 0 |
|
SU165869A1 |
| Способ ннанесения спеченный покрытий | 1972 |
|
SU460942A1 |
| Способ получения покрытий из металлического порошка | 1982 |
|
SU1140886A1 |
| Приспособление для управления паровым или пневматическим сервомоторном паровозного реверса | 1933 |
|
SU38178A1 |
| US 20100047557 A1, 25.02.2010 | |||
| EP 3243583 A1, 15.11.2017. | |||

