Изобретение относится к области порошковой металлургии, в частности, к способам электроимпульсного прессования порошка и служит для изготовления плотных изделий из электропроводных порошков или частиц, содержащих радионуклидные материалы.
Известен способ изготовления изделий из электропроводных нетермостойких порошковых материалов включающий помещение порошка в диэлектрическую матрицу между двумя электродами - пуансонами, и электроимпульсное прессование порошка, причем между нетермостойким порошком и электродами - пуансонами помещают электропроводящий порошок.
При прохождении импульса разрядного тока от батареи конденсаторов через поджатый порошок он разогревается. В результате приложенного статического давления и импульсного нагрева порошка происходит его уплотнение. Однако получать этим способом образцы из электропроводных порошков, содержащих радионуклидные материалы в открытом пространстве, крайне затруднительно, из-за их высокой токсичности и радиоактивности.
Наиболее близким является способ электроимпульсного прессования порошка, служащий для изготовления плотных изделий из электропроводных порошков или частиц. Способ включает засыпку порошка в матрицу, приложение к нему статического давления и пропускание через него импульса тока, причем во время приложения давления и пропускания импульса тока осуществляют вибрацию матрицы с частотой 102-104 Гц и амплитудой 10-4-5⋅10-3 м. [патент RU 25413341, МПК B22F 3/093, 3/087 опубл. 02.2015].
Однако, компактирование высокотемпературных материалов, таких как карбиды и нитриды металлов, содержащие радионуклиды, крайне затруднительно из-за их высокой токсичности и радиоактивности.
В связи с этим, важнейшей задачей является разработка нового способа электроимпульсного прессования порошков содержащих радионуклидные материалы.
Техническим результатом заявленного способа является создание новой технологии, обеспечивающей с помощью электроимпульсного прессования получение образцов с требуемыми характеристиками из радионуклидных материалов.
Технический результат достигается в способе изготовления изделий из электропроводных порошков содержащих радионуклидны, включающем засыпку порошка в керамическую матрицу, приложение к нему статического давления и пропускание через него импульса тока, причем процесс проводят в герметичном перчаточном боксе со шлюзовой камерой, а процесс загрузки порошка в матрицу осуществляют вне узла прессования, а затем матрицу с пуансонами помещают в узел прессования, прикладывают давление и пропускают импульс тока, после чего матрицу с пуансонами вынимают из узла прессования и помещают в ручной гидравлический пресс, расположенный в боксе, и производят выпрессовку изделия.
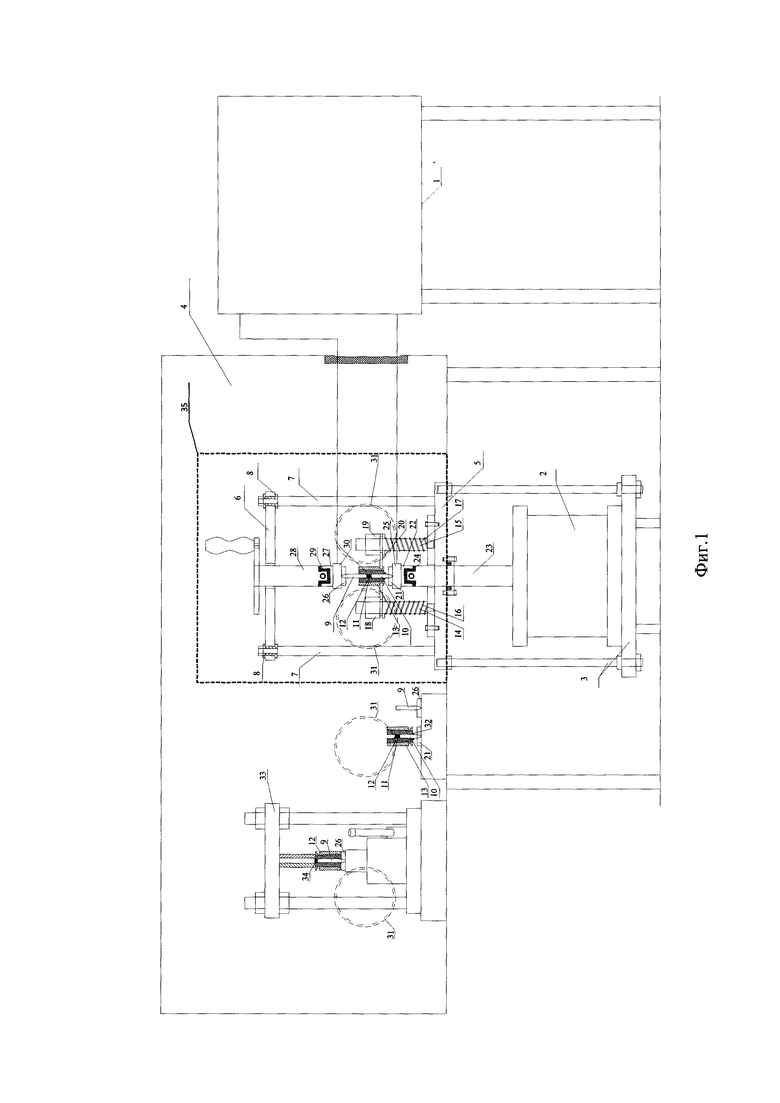
Сущность изобретения поясняется фиг. 1, на которой показан общий вид устройства для изготовления изделий из электропроводных порошков содержащих радионуклиды. Оно включает импульсный источник энергии 1, нагружающее устройство 2 (пневмопресс), установленное на раме 3, находящееся снизу герметичного перчаточного бокса 4, при этом рама 3 соединена с нижним основанием 5. Внутри этого бокса находится узел прессования 35, состоящий из нижнего основания 5, верхней плиты 6, которые связаны между собой вертикальными стойками 7 с изолирующими втулками 8, верхнего пуансона 9, нижнего пуансона 10, которые поджимают уплотняемый порошок 11 электропроводного материала, содержащего радионуклиды, находящийся в керамической матрице 12, зажатой в металлическую обойму 13. На нижнем основании 5 установлены две направляющих 14 и 15 с пружинами 16 и 17, причем на направляющих надеты втулки 18 и 19, соединенные с пластиной 20. Пластина 20 соединена с металлической обоймой 13. Верхний шток состоит из нижней части 27 и верхней части 28. Нижний шток состоит из нижней части 23 и верхней части 22. Нижний пуансон 10 вставлен в нижнюю опору 21, которая помещается на торец верхней части 22 нижнего штока. Верхняя часть 22 нижнего штока изолирована от нижней части 23 нижнего штока специальной текстолитовой втулкой 24. Кроме того на верхней части 22 нижнего штока 22 закреплен токоподвод 25 для соединения его кабелем с импульсным источником энергии 1. Верхний пуансон 9 вставлен в верхнюю опору 26, которая помещена и закреплена на торце нижней части 27 верхнего штока. Нижняя часть 27 верхнего штока изолирована от верхней части 28 верхнего штока специальной текстолитовой втулкой 29. Кроме того на нижней части 27 верхнего штока закреплен токоподвод 30 для соединения его кабелем с другим полюсом источника энергии 1. В боксе 4 имеются перчаточные входы 31 и ручной гидравлический пресс 33.
Способ осуществляется следующим образом. Через перчаточные входы 31 вставляют руки в перчатках во внутрь бокса и производят процесс загрузки порошка 11 в матрицу 12. Для этого для этого в боксе устанавливается нижняя опора 21, в которую вставляется нижний пуансон 10. Затем на этот пуансон 10 надевают керамическую матрицу 12, зажатую в металлическую обойму 13. Для фиксации нижнего пуансона в середине матрицы на него предварительно надевают упругую резиновую втулку 32, которая препятствует сползанию матрицы вниз до нижней опоры. После чего в матрицу насыпают порошок радионуклидного материала 11, который необходимо уплотнить и спечь. Затем в матрицу вставляют верхний пуансон 9 с верхней опорой 26. После чего вся эта сборка вставляется в пластину 20 и помещается в узел прессования между нижним штоком 22 и верхним штоком 27 фиг. 1. Затем к нижнему пуансону 10 прикладывают давление Р пневмопресса 2 через шток 23. Включается импульсный источник энергии 1 и в нем накапливается необходимое количество энергии, которое определяется видом и массой уплотняемого радионуклидного порошка. После этого пропускают импульс тока от импульсного источника 1 через поджатый порошок 11, который разогревает его. В этот промежуток времени нижний подвижный пуансон 10, являющийся продолжением штока 23 от нагружающего устройства 2, совершает перемещение вверх. Обойма 13 вместе с матрицей 12 и засыпкой порошка 11, также начинают двигаться вверх, происходит его уплотнение. В результате получается плотный образец. После этого матрицу 13 с пуансонами и полученным изделием вынимают из узла прессования и помещают в ручной гидравлический пресс 33, находящийся также в боксе 4, и производят выпрессовку полученного изделия 34.
ПРИМЕР Предлагаемый способ был опробован при получении изделий из порошков нитрида урана. Процесс электроимпульсного прессования проводился в боксе с четырьмя перчаточными входами. Были получены образцы с необходимыми значениями плотности. Параметры процесса и соответствующие плотности образцов приведены в таблице.
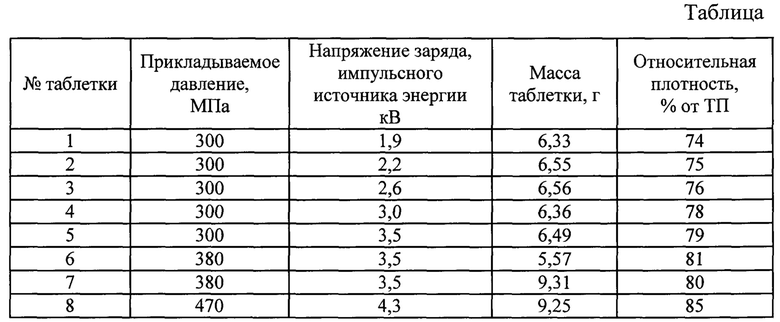
Таким образом, применение описанного способа изготовления изделий из электропроводных порошков, содержащих радионуклиды позволяет получать образцы с требуемой плотностью без радиоактивного заражения окружающего пространства и нанесения вреда здоровью работающему персоналу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из электропроводных нетермостойких порошковых материалов | 2019 |
|
RU2732841C1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2023 |
|
RU2812071C1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2022 |
|
RU2797226C1 |
| Устройство для электроимпульсного прессования порошка | 2018 |
|
RU2690631C1 |
| Установка для электроимпульсного прессования порошковых материалов | 2021 |
|
RU2769599C1 |
| Способ изготовления таблетированного ядерного топлива | 2021 |
|
RU2765863C1 |
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛЕКТРОПРОВОДНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2541334C1 |
| Способ изготовления изделий из электропроводных нетермостойких порошковых материалов | 1983 |
|
SU1139564A1 |
| УСТАНОВКА ПРЕССОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК | 2001 |
|
RU2210122C2 |
Изобретение относится к области порошковой металлургии, а именно к изготовлению изделий из электропроводных порошков, содержащих радионуклиды. Процесс проводят в герметичном перчаточном боксе со шлюзовой камерой. Засыпку порошка в матрицу осуществляют вне узла прессования, а затем матрицу с пуансонами помещают в узел прессования, прикладывают давление и пропускают импульс тока через порошок, после чего матрицу с пуансонами вынимают из узла прессования и помещают матрицу в ручной гидравлический пресс, расположенный в боксе, и производят выпрессовку изделия. Обеспечивается электроимпульсное прессование изделий с требуемыми характеристиками из радионуклидных материалов. 1 табл., 1 ил.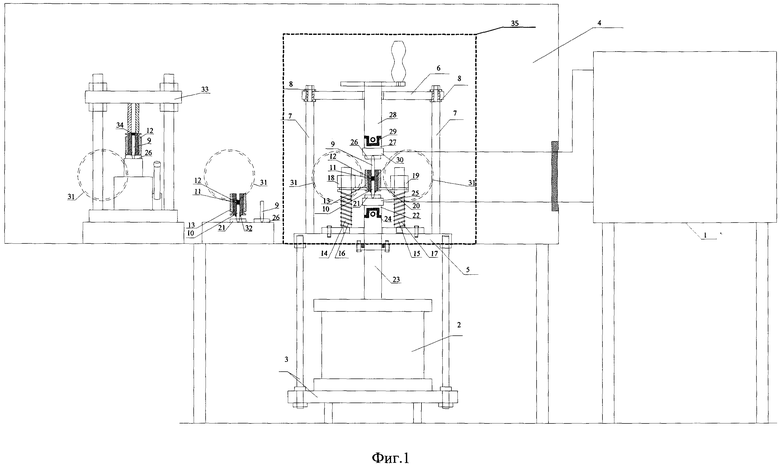
Способ изготовления изделий из электропроводных порошков, содержащих радионуклиды, включающий засыпку порошка в керамическую матрицу, приложение к нему статического давления и пропускание через него импульса тока, отличающийся тем, что процесс проводят в герметичном перчаточном боксе со шлюзовой камерой, причем засыпку порошка в матрицу осуществляют вне узла прессования, а затем матрицу с пуансонами помещают в узел прессования, прикладывают давление и пропускают импульс тока, после чего матрицу с пуансонами вынимают из узла прессования и помещают матрицу в ручной гидравлический пресс, расположенный в боксе, и производят выпрессовку изделия.
| МНОГОСЛОЙНЫЕ СПОРТИВНО-БЕГОВЫЕ ЛЫЖИ | 0 |
|
SU188873A1 |
| НИТРИДНОЕ ЯДЕРНОЕ ТОПЛИВО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2627682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛЕКТРОПРОВОДНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2541334C1 |
| RU 196265 U1, 21.02.2020 | |||
| Установка для горячего прессования порошка | 1983 |
|
SU1079359A1 |
| EP 3557955 A1, 23.10.2019. | |||

