Изобретение относится К способам переработки вторичного металлического сырья и может быть использовано в металлургической промышленности для раздельной утилизации металлов из биметаллической полосы. Известно устройство для плавок алюминиевого скрапа, содержащего железо5 включающее печь, снабженную двумя тиглями, перемещаемыми по рельсам. Переработка алюминиевого скрапа в этой установке осуществляется следующим образом. Когда один из тиглей находится в печи и выплавляемый алюминий стекает в сбор ник, второй тигель находится вне печи и при помощи электромагнитног крана его догружают скрапом или выгружают оставшиеся в нем куски железа Cl 3Недостатком этого способа является загрязнение алюминия ж.елезом. При выплавлении алюминия в тигле расплав алюминия верхних слоев омывает при стекании находящиеся ниже куски железа,а поскольку алюминий растворяет железо, то происходит насыщение железом расплава ..алюминия. Известен способ переработки вторичного алюминиевого сырья с железными - приделками , включающий операци загрузки алюминиевого вторичного сырья в камеру с наклонным подом, . плавление алюминия, его стекание в ванну и удаление оставшихся куско железа C2J. Недостатком известного способа является загрязнение расплава алюминия железом, поскольку струи расплава алюминия, стекающего по наклонному поду, размывают и раство ряют железные приделки, насьщ1аясь железом. Наиболее близким к изобретению является способ разделения биметал личег полосы на составляю;дие металл , включающий нагрев движущейс полосы, разделение металлов и отде ление тугоплавкого металла, наприм стали, в твердом состоянии З, Недостатком данного способа является большой угар алюминия, поскольку биметаллическую полосу под вергают высокотемпературному двуст . роннему нагреву в печной камере .и загрязнению алюминия железом, та 632 как пла)зление алюминия осуществляется на стальной поверхности. Цель изобретения - снижение угара низкоплавкой составляющей биметалла, например апюминия, и загрязнения его тугоплавким металлом. Поставленная цель достигается тем, что согласно способу разделения биметаллической полосы на составляющие металлы, включающему нагрев движущейся полосы, разделение металлов и отделение тугоплавкого металла, например стали, в твердом состоянии, нагрев движуа ейся полосы осуществляют только со стороны тугоплавкого металла при одновременном натяжении полосы и отделяют легкоплавкий металл в твердом состоянии. Благодаря нагреву ленты со стороны стального слоя радиадионнымн излзчателями с температурой излучающей поверхности 1200-1бОО С создается тепловой поток интенсивностью 215-560 кВт/м. При столь интенсивном одностороннем нагреве возникает градиент температуры по толщине ленты. Стальной слой за несколько секунд нагревается до температуры, превьж1ающей температуру плавления алюминия, которая составляет 660°С, а алюминиевый слой еще не успеет нагреться до этой температуры. Как только температура стальной поверхности, соприкасающейся с алюминием, достигнет 660°С, начнется плавление алюминия в тонком слое, примыкающем к стали. Связь между слоями стали и алюминия ослабевает, В то же время, при нагреве биметаллической ленты в результате того, что коэффициент линейного расширения алюминия в полтора раза вьше коэффициента линейного расширения стали, лента стремится согнуться. Однако благодаря натяжению она удерживается в распрямленном состоянии.Поэтому между сталь -1ым и алюминиевым слоем возникает усилие, открывающее алюминиевьй слой от стального. Алюминий отделяется от стали в твердом виде, поэтому не происходит, его насыщения железом. Далее алюминий отделяют неподвижным ножом при движенни ленты. Поскольку ленту нагревают со стороны стального слоя, который экранирует алюминий от теплового излучения, основная масса
3.
алюминия при его отделении от стали не достигает температуры плавления, ЧТО значительно снижает угар алюминия и насыщение его железом.
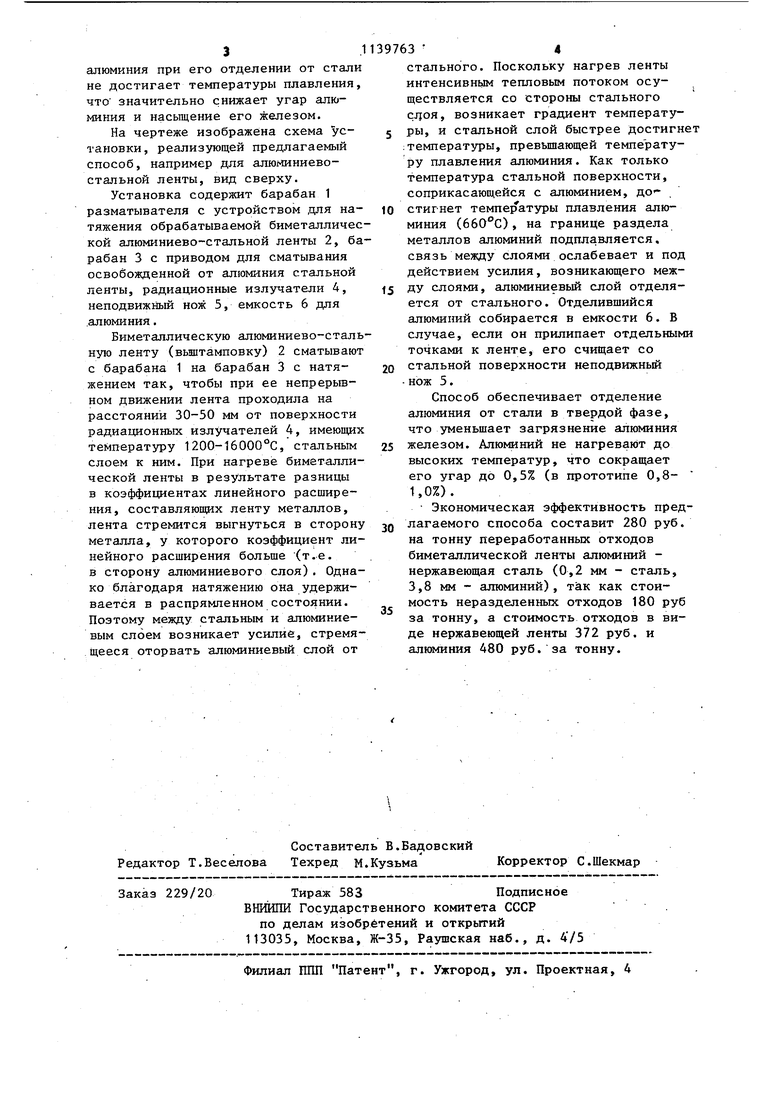
На чертеже изображена схема установки, реализующей предлагаемый способ, например для алюминиевостальной ленты, вид сверху.
Установка содержит барабан 1 разматывателя с устройством ,цля натяжения обрабатываемой биметаллической алюминиево-стальной ленты 2, барабан 3 с приводом для сматывания освобожденной от алюминия стальной ленты, радиационные излучатели 4, неподвижный нож 5, емкость 6 для .алюминия.
Биметаллическую алюминиево-стальну1о ленту (вьаптамповку) 2 сматывают с барабана 1 на барабан 3 с натяжением так, чтобы при ее непрерывном движении лента проходила на расстояний 30-50 мм от поверхности радиационных излучателей 4, имеющих температуру 1200-16000°С, стальным слоем к ним. При нагреве биметаллической ленты в результате разницы в коэффициентах линейного расширения, составляющих ленту металлов, лента стремится выгнуться в сторону металла, у которого коэффициент линейного расширения больше (т.е. в сторону алюминиевого слоя), Однако благодаря натяжению она удерживается в распрямленном состоянии. Поэтому между стальным и алюминиевым слоем возникает усилие, стремящееся оторвать алюминиевый слой от
39763 4
стального. Поскольку нагрев ленты интенсивным тепловым потоком осуществляется со стороны стального сдоя, возникает градиент температуры, и стальной слой быстрее достигнет :температуры, превышающей температуру плавления алюминия. Как только температура стальной поверхности, соприкасающейся с алюминием, достигнет температуры плавления алюминия (660°С), на границе раздела металлов алюминий подплавляется, связь между слоями ослабевает и под действием усилия, возникающего между слоями, алюминиевый слой отделяется от стального. Отделившийся алюминий собирается в емкости 6. В случае, если он прилипает отдельными точками к ленте, его счищает со стальной поверхности неподвижньй нож 5.
Способ обеспечивает отделение алюминия от стали в твердой фазе, что уменьшает загрязнение алюминия железом. Алюминий не нагревают до высоких температур, что сокращает его угар до 0,5% (в прототипе 0,8t,0%).
Экономическая эффективность предлагаемого способа составит 280 руб. на тонну переработанных отходов биметаллической ленты алюминий нержавеющая сталь (0,2 мм - сталь, 3,8 мм - алюминий), так как стоимость неразделенных отходов 180 руб за тонну, а стоимость отходов в виде нержавеющей ленты 372 руб. и алюминия 480 руб. за тонну.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТХОДОВ НА СОСТАВЛЯЮЩИЕ МЕТАЛЛЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2043423C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ подготовки отходов биметалла из стальной составляющей и алюминия для выплавки стали | 1990 |
|
SU1747519A1 |
| Шлакообразующая смесь | 2024 |
|
RU2838609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНЫХ ЗАГОТОВОК ОТ ОКИСЛЕНИЯ ПРИ НАГРЕВЕ ПЕРЕД ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2014 |
|
RU2571032C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| Присадочный материал для обработки жидкой стали | 1979 |
|
SU773091A1 |
| СПОСОБ В.С. ЮРКИНА ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С ПРОСЛОЙКАМИ ИЗ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ | 2005 |
|
RU2291771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
СПОСОБ РАЗДЕЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ НА СОСТАВЛЯЮЩИЕ МЕТАЛЛЫ, включающий нагрев движущейся полосы, разделение металлов и отделение тугоплавкого металла, например стали, в твердом состоянии, отличающийся тем, что, с целью снижения угара легкоплавкого металла, например алюминия, и загрязнения его тугоплавким металлом нагрев движущейся полосы осуществляют только со стороны тугоплавкого металла при одновременном натяжении полосы и отделяют легкоплавкий металл в твердом состоянии. (Л с: Си) о о СйЭ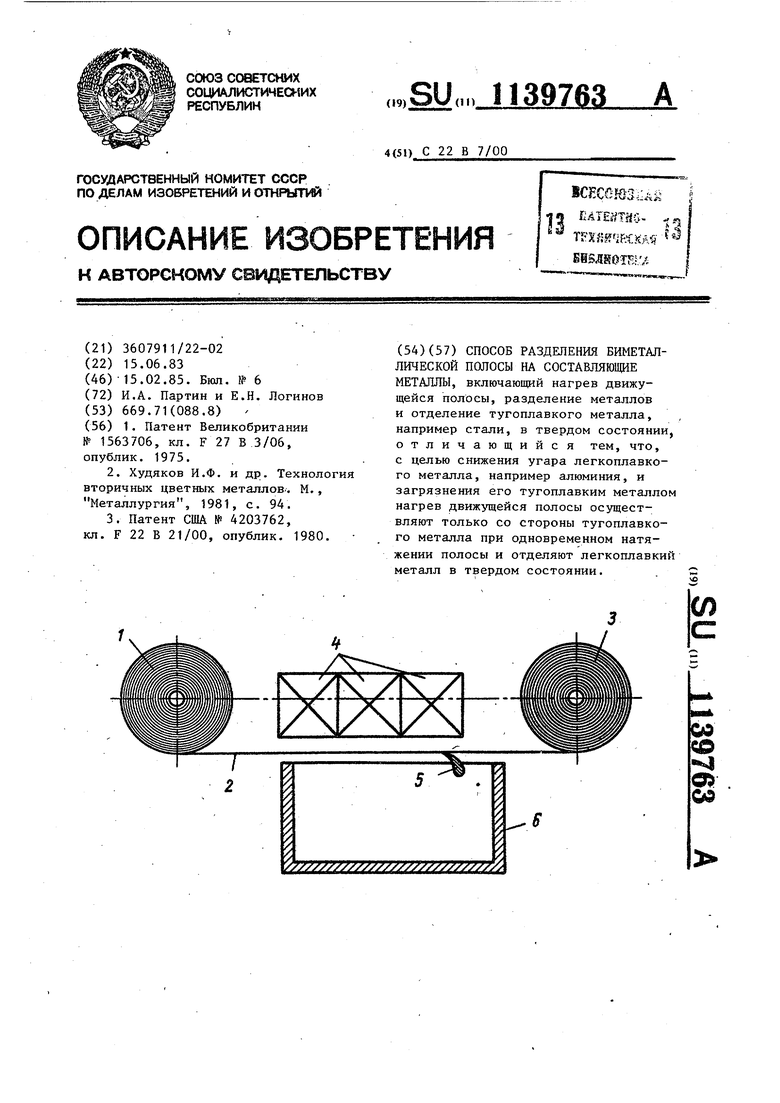
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электростимулятор Буренко | 1988 |
|
SU1563706A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Технология вторичных цветных металлов/ | |||
| М., Металлургия, 1981, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
