Изобретение относится к способам для переработки вторичного металла и может быть использовано в различных отраслях промышленности для разделения и утилизации металлов, входящих в биметаллические отходы, например листовые отходы биметаллических полос алюминий медь, алюминий сталь, медь сталь и т. д.
Известен способ разделения и регенерации алюминия и стали из отходов биметаллов, согласно которому биметаллический скрап загружается в камеру печи на подвесках с возможностью вибрирования их в процессе нагрева. Производят быстрый нагрев этого скрапа в критическом диапазоне с 450оС до температуры выше точки плавления алюминиевой прокладки для ее расплавления и удаления жидкого алюминия, когда он образуется с поверхности железного субстанта, а также уменьшения до минимума реакции между алюминием и железом. Недостатком этого способа является неизбежный угар алюминия при плавлении и загрязнение его железом из-за контакта жидкой фазы с поверхностью стального слоя.
Известны способ и установка для переработки биметаллического скрапа, содержащего железо и цветные металлы. Скрап разрезается на небольшие прямоугольные куски, которые непрерывно перемещаются в печи. В процессе термообработки выгорают горючие материалы и происходит расплавление цветных металлов и их отделение от железа. Недостатком этого способа является угар цветных металлов приплавление и загрязнение его железом из-за контакта жидкой фазы с поверхностью стального слоя.
Целью изобретения является интенсификация, обеспечение непрерывности и надежности процесса разделения биметаллических отходов в твердом виде, исключающих угар и загрязнение низкоплавкой составляющей.
Термическое воздействие на любой биметалл для его разделения должно подчиняться общим закономерностям, определяемым температурным интервалом от температуры плавления легкоплавкой составляющей, и величиной, характеризующей интенсивность нагрева. Последний показатель наиболее полно характеризуется удельной продолжительностью нагрева, показывающей за сколько минут нагревается до заданной температуры 1 мм толщины металла и выраженной в мин/мм. Зная эту величину, всегда можно определить время нагрева биметаллического скрапа, а по величине времени определить конструктивные особенности печи для создания соответствующего значения и температурных градиентов между печью и металлом по общеизвестным уравнениям.
Указанная цель достигается тем, что процесс нагрева металлического скрапа проводят в два периода. В первом периоде нагрев ведут интенсивно с удельной продолжительностью нагрева 0,04-0,25 мин/мм до температуры на 100-200оС ниже температуры плавления низкоплавкой составляющей. Такой нагрев может быть обеспечен индукционным методом. Именно в том периоде в результате разницы в коэффициентах линейного расширения составляющих металлов наблюдается максимальный прогиб кусков биметалла в сторону металла, у которого коэффициент линейного расширения больше, и создается наибольшее усилие отрыва одного слоя от другого. Во втором периоде производят медленный нагрев с удельной продолжительностью нагрева 0,25-6 мин/мм до температуры на 10-150оС, ниже температуры плавления низкоплавкой составляющей. В этом периоде происходит дальнейшее ослабление и полное разрушение молекулярных связей совместно прокатанных слоев биметалла за счет окисления границы поверхности более низкоплавкой составляющей. Равномерный прогрев во втором периоде всего объема разделяемого куска любой формы позволяет значительно сократить до 3 ч или вообще ликвидировать выдержку в зависимости от вида биметаллических отходов и качества исходного проката биметалла. Охлаждение отходов, прошедших нагрев, возможно проводить либо в воде для более надежного разделения естественным отрывом, при резком охлаждении в металлах возникают силы, стремящиеся создать прогиб в противоположном направлении чем при нагреве, либо на воздухе, также в зависимости от вида отходов и качества исходного проката. При хорошем качестве исходного проката около 50% кусков биметалла без выштамповки разделяются не по всей поверхности и требуют ручной доработки.
Для повышения надежности разделения сплошных кусков биметалла в них производят вырубку, например круга, с соотношением периметра вырубаемой детали и периметра куска не менее 1:2.
Создаваемое в процессе вырубки натяжение между слоями способствует надежному разделению составляющих биметалла в процессе нагрева и охлаждения.
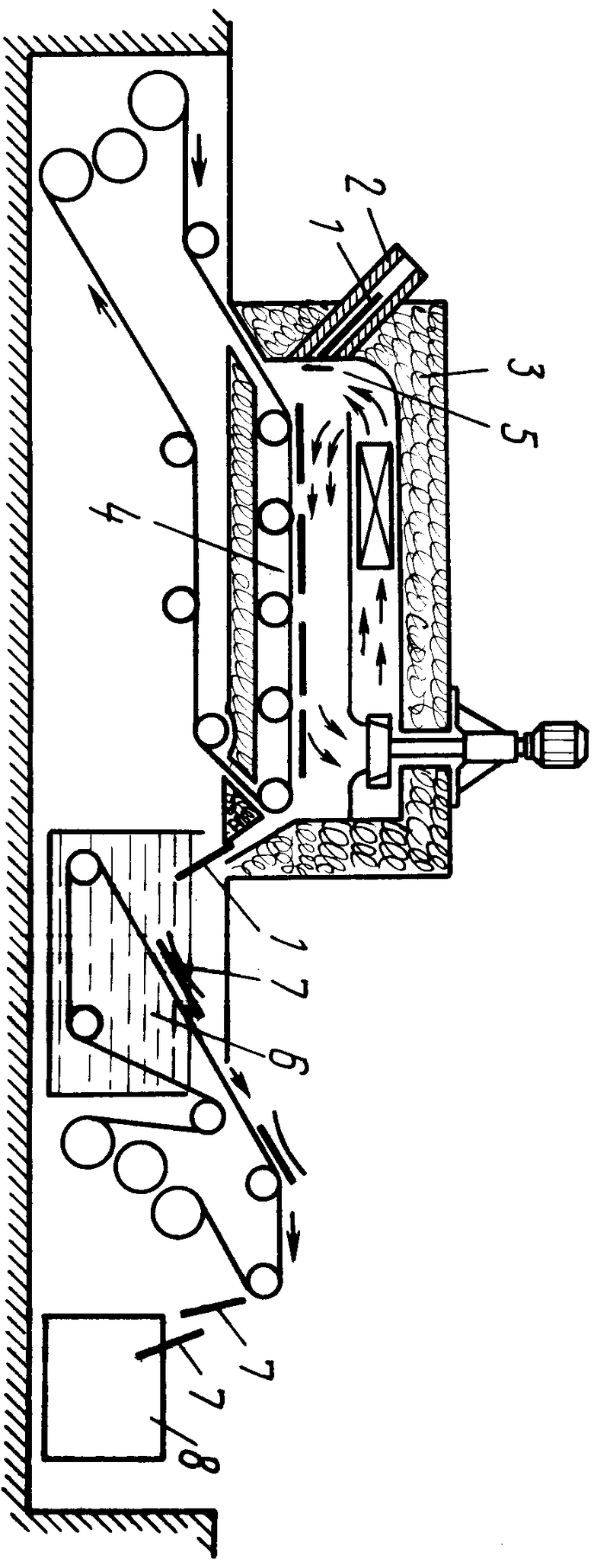
На чертеже показано предлагаемое устройство.
Устройство представляет собой группу щелевых индукторов 2, вмонтированных непосредственно в торцовую стенку лучисто-конвекционной печи 3 со стороны загрузки и наклоненных к транспортному конвейеру под углом 30-60о. Для обеспечения свободного прогиба прохода биметаллического куска щель индуктора выполнена криволинейной по форме выгибающегося куска. При этом длина хорды изогнутой части индуктора должна быть равной или большей длины нагреваемого куска, а ширина щели должна быть равной или большей стрелы прогиба куска максимальной длины.
В результате осуществления предлагаемых способов и устрйоств составляющие металлы биметаллического скрапа разделяются в твердом состоянии друг от друга без взаимного загрязнения.
Предлагаемый способ реализуется, например, для скрапа алюминиево-стальной ленты следующим образом.
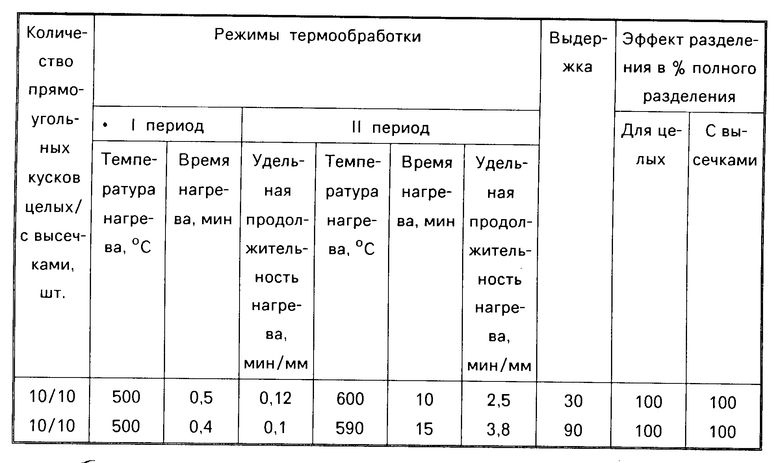
Из образовавшегося скрапа биметаллической ленты алюминий АДО толщиной 4 мм сталь Х18Н10Т толщиной 0,2 мм в виде высечек и прямоугольных кусков отбираются прямоугольные куски 1, в которых для надежности разделения производят высечку, например кругов или других фигур, с отношением периметра высеченных фигур к периметру прямоугольного куска не менее чем 1:2. Размер прямоугольных кусков 310х340х4,2 мм, в них делают высечки диаметром 207г мм, при этом соотношение периметра высеченного круга и периметра целого прямоугольного куска равно 1:2. Каждый прямоугольный кусок (целый или с высечкой) загружают в щелевые индукторы 2, вмонтированные в задней стенке печи 3 лучисто-конвективного нагрева под углом 45о к горизонтальному конвейеру 4 и выполненные согласно приведенным отличительным признакам. В щелевых индукторах 2 прямоугольные куски нагревают до температуры 500оС за 0,5 мин, что соответствует удельной продолжительности нагрева 0,12 мин/мм. Температура плавления алюминия 670оС. Нагрев в щелевых индукторах соответствует отличительным признакам первого периода нагрева. Через открывающийся затвор 5 прямоугольные куски 1 подают под углом 45о на горизонтальную часть конвейера 4 печи 3 и нагревают до 600оС за 10 мин, что соответствует удельной продолжительности нагрева 2,5 мин/мм. Нагрев в лучисто-конвекционной печи соответствует отличительным признакам второго этапа нагрева. После нагрева прямоугольные куски охлаждают в воде, находящейся в баке 6, и на выходе из бака 6 разделившиеся составляющие 7 собираются в отдельную тару 8 для последующего раздельного использования.
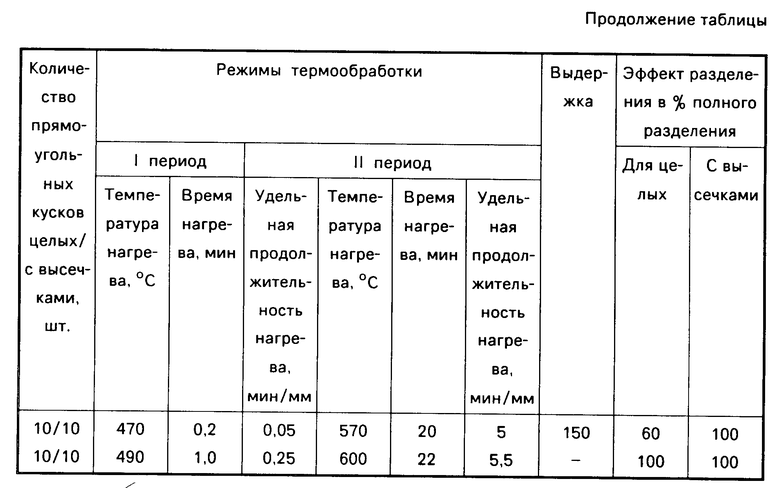
Данные по экспериментальному осуществлению способа разделения биметаллических прямоугольных кусков целых и с высечками с толщиной алюминиевого слоя 4 мм и слоя из нержавеющей стали 0,2 мм приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения биметаллической полосы на составляющие металлы | 1983 |
|
SU1139763A1 |
| СПОСОБ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНОГО МАТЕРИАЛА, СОДЕРЖАЩЕГО МЕТАЛЛИЧЕСКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2201978C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ подготовки отходов биметалла из стальной составляющей и алюминия для выплавки стали | 1990 |
|
SU1747519A1 |
| СПОСОБ И АППАРАТ ДЛЯ ИНДУКЦИОННОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 2007 |
|
RU2443961C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2015 |
|
RU2593242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| Способ изготовления биметаллического электрода путем электрошлаковой наплавки | 2016 |
|
RU2661322C2 |
Использование: переработка биметаллических отходов, содержащих цветные металлы. Сущность: отходы нагревают до температуры на 100 200°С ниже температуры плавления низкоплавкой составляющей с удельной продолжительностью нагрева 0,04 - 0,25 мин/мм, а затем до температуры на 10 150°С ниже температуры плавления низкоплавкой составляющей с удельной продолжительностью нагрева 0,25 6 мин/мм и выдерживают не более 3 ч. Перед нагревом на границе раздела металлических составляющих создают напряжение сдвига путем вырубки фигур в куске или прокаткой или штамповкой под гофру. Устройство для разделения биметаллических отходов содержит индуктор в торцовой стене печи со стороны загрузки под углом 30 60° к горизонтали. В индукторе выполнена щель с длиной не менее длины куска и шириной не менее стрелы прогиба нагретого куска максимальной длины. 2 с. и 4 з.п. ф-лы, 1 ил. 1 табл.
| Патент США N 3615084, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
