Для вибродуговой наплавки и сварки металлов применяют сварочные головки, снабженные эксцентриковым зажимом, совершающим колебания под действием электромагнитного вибратора ,и осуществляющим пмпульсную подачу электрода на изделие.
Предлагаемая головка более соверщенна, по сравнению с известными подобными головками, так как она обеспечивает надежный периодический отрыв электрода от изделия. Это достигается тем, что с одной стороны на подвижную губку зажима действует подпружиненный упор с ограничителем, обеспечивающий захват зажимом электродной проволоки, а с другой стороны - пружина, раскрывающая зажим.
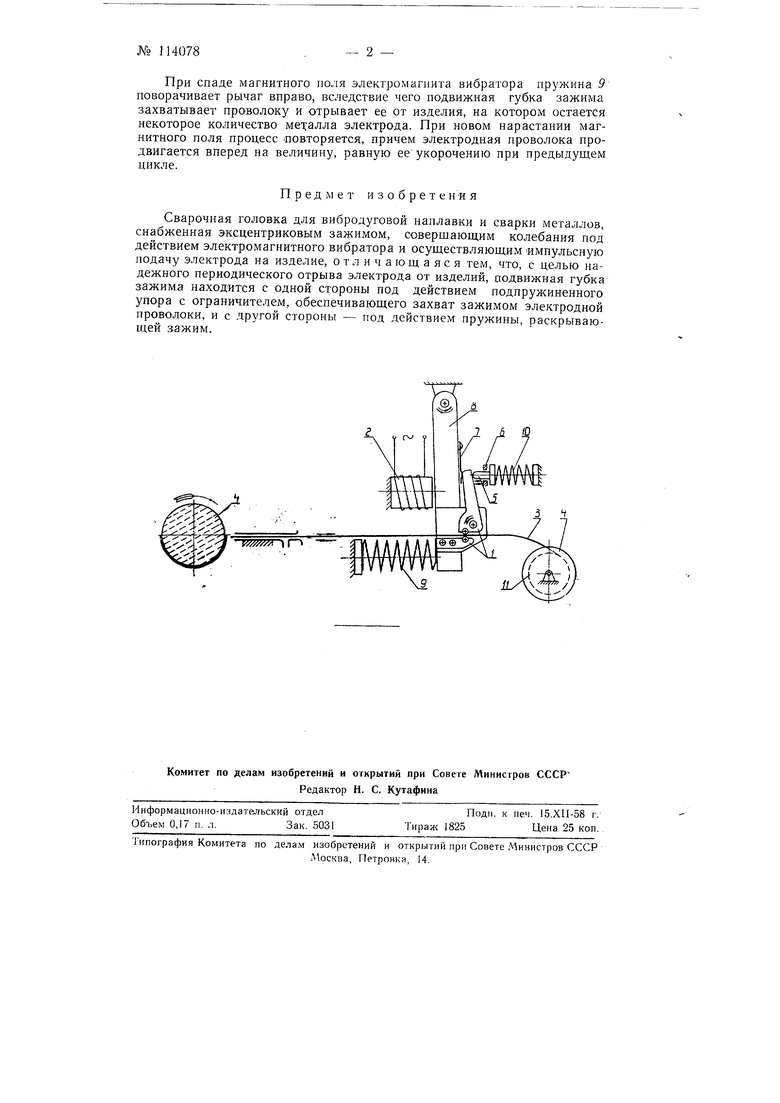
На чертеже изображена схема предлагаемой головки.
Головка снабжена эксцентриковым зажимом J, совершающим колебания под действием электромагнитного вибратора 2. Колебания якоря (рычага) 8 вибратора обеспечивают непрерывную импульсную подачу электродной проволоки 3 к обрабатываемому изделию 4.
Эксцентриковый зажим имеет подвижную губку, на которую действует подпружиненный упор 5 с ограничителем 6, обеспечивающий захват электродной проволоки 3. Раскрытие зажпма / и освобождение э.чектродной проволоки осуществляется пружиной 7.
Предлагаемая головка действует следующим образом.
При нарастании магнитного поля электромагнитного вибратора якорь (рычаг) поворачивается влево, сжимая пружину .9. При этом пружина W продолжает действовать на подвижную губку эксцентрикового зажима вплоть до встречи бурта упора 5 с ограничителем 6. Длина упора выбирается таким образом, чтобы это происходило непосредственно перед подходом рычага 8 к сердечнику электромагнита вибратора. В этот момент пружина 7 поворачивает подвижную губку эксцентрикового зажима и высвобождает проволоку, которая с кассеты // подается к обрабатываемому изделию, осуществляя его наплавку.
При спаде магнитного поля электромагнита вибратора пружина 9 поворачивает рычаг вправо, вследствие чего подвижная губка зажима захватывает проволоку и отрывает ее от изделия, на котором остается некоторое количество ме1;алла электрода. При новом парастании магнитного поля процесс повторяется, причем электродная проволока продвигается вперед на величину, равную ее укорочению при предыдущем цикле.
Предмет изобрете ни я
Сварочная головка для вибродуговой наплавки и сварки металлов, снабженная эксцентриковым зажимом, совершающим колебания под действием электромагнитного вибратора и осуществляющим импульсную подачу электрода на изделие, отличающаяся тем, что, с целью надежного периодического отрыва электрода от изделий, подвижная губка зажима находится с одной стороны под действием подпружиненного упора с ограничителем, обеспечивающего захват зажимом электродной проволоки, и с другой стороны - под действием пружины, раскрывающей зажим.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ ВИБРАТОР | 1971 |
|
SU309786A1 |
| Автомат для импульсно-дуговой наплавки и сварки | 1957 |
|
SU113868A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU433982A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |
| Механизм для пульсирующей подачи проволоки | 1983 |
|
SU1138273A1 |
| Устройство для подачи проволочного электрода-инструмента | 1977 |
|
SU737185A1 |
| Устройство управления амплитудными характеристиками вибродугового процесса наплавки | 1986 |
|
SU1428546A1 |
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ ПУЧКА ЭЛЕКТРОДОВ | 2007 |
|
RU2360774C2 |
