ij ю
00
ел
35
Изобретение относится к сварке и мфжет быть использовано при автоматической наплавке электродной проволокой. .
Цель изобретения г- стабилизация процесса наплавки при синхронизации амплитуды вибрации конца электрода и напряжения дуги.
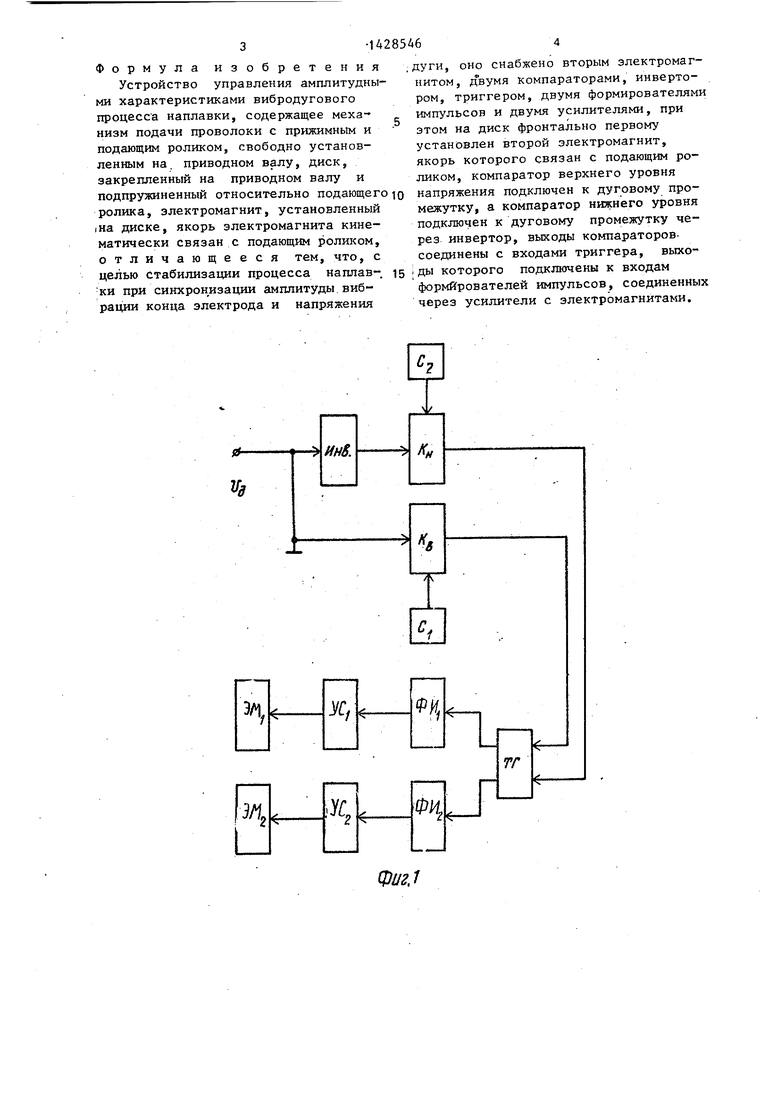
На фиг. 1 показана блок-схема устройства; на фиг. 2 - механизм вибрации; на фиг. 3 - разрез А-А на фиг. 2; на фкг. 4 - вид Б на фиг. 2,
; Устройство состоит из подающего м хандама (фиг. 2), в котором приводнрй вал 1 жестко связан с диском 2. ПЬдающий ролик 3 механизма установлен С; помощью шарикоподшипников на валу 1, Ролик 3 имеет втулку 4, которая связана с якорями 5 электромаг- HJHTOB 6, закрепленных фронтально относительно друг друга на диске 2. Н|а последнем закреплен упор 7, который с помощью шпильки 8 и демпфирующих пружнн 9 и 10 соединен с выстуUOM втулки 4. На корпусе головки закреплен подпружиненный прижимной ролик 11 (фиг. 4), который прижшает, гфоволоку к подающему ролику 3. Ка. тушки электромагнитов механизма полу- чают питание от усилителей (УС) мощности. Входные сигналы на УС поступают от триггера (ТГ) через формирователи импульсов (ФИ), задающие форму и длительность сигнала. ТГ двухвходовой, что обусловливает управление им двумя сигналами,соответствующим достижению уровня напряжения дуги верхнего Ug или нижнего иц... значений. Эти сигналы формируются в компа- раторах (Kg и .Кц) . Сигнал с Кц поступает на вход ТГ при достижении напряжения дуги уровня, соответствующего заданному значению. Сигнал с Кц фор - мируется шишим значением напряжен1-1Я дуги и соответствует стабильному ходу процесса наплавки. Задающие сигналы в блоках сравнения (компараторах) формируются специальными устройствами С и Сг, ,, Уровни этих сигналов могут выбираться свободно, однако ониЖвисят от общих характеристик устройства и в большей степени от механической системы подающий механизм - электродная проволока. Вследствие того, что в устройстве применяются однотипные компараторы, формирующие выходной сигнал при совпадении контролируемого и задающего напряжений при подходе
последнего снизу, на входе блока стоит инвертор. Сигналом для схемы управления устройства является напряжение дугового промежутка.
Устройство работает следующим образом.
Первоначально запитываются электронные блоки устройства, что необходимо для выхода их элементов в исходное, рабочее состояние. Включаетс источник питания сварочной дуги. Напряжение холостого хода близко к максимальномув дуговом промежутке, поэтому К(, выдает сигнал, которьй переворачивает и ТГ. На инверсном выходе ТГ устанавливается сигнал О на прямом выходе - сигнал 1. Этот сигнал поступает через ФИ н УС запитывающий электромагнит (ЭМ.) , который поворачивает подающий ролик так, Что электрод двилсется к наплавляемой поверхности. При включении питания электродвигателя подающего механизма электрод движется к изделию дуговой промежуток закорачивается и напряжение в этот момент соответствует значению U.a . Сигнал с выход компаратора исчезает. В то же время на выходе KH образуется сигнал, который, переворачивая ТГ, заставляет срабатывать (через соответствующие усилительно-формирующие блоки) нижний электромагнит (3Mij). Электродная 1троволока при этом совершает движение вверх от изделия. Дуга растягивается до значений Ug., срабатывает Кб, процесс повторяется.
Предагаемое устройство, содержащее описанные схему управления и подающий механизм, дозволяет избежать влияния механической системы на амплитудные характеристики процесса (износы в шарнирах, проскальзывание проволоки в роликах и т.д.), так как появление сигнала на возврат механизма в то или ионое положение зависит только от напряжения на дуге. При этом практически исчезает вероятность возникновения стуйного переноса расплавленного металла или залипания электрода. Частота вибрации конца электрода соответспзует энергетическим показателям процесса и его стабильности. За счет введения в систему ФИ,) и ФИл можно задать необходимую форму управляющих электромагнитами импульсов.
Формула изобретения
Устройство управления амплитудными характеристиками вибродугового процесса наплавки, содержащее механизм подачи проволоки с прижимным и подающим роликом, свободно установленным на. приводном валу, диск, закрепленный на приводном валу и подпружиненный относительно подающег ролика, электромагнит, установленный (На диске, якорь электромагнита кинематически связан с подающим роликом, отличающееся тем, что, с целью стабилизации процесса наплав- ки при синхронизации амплитуды вибрации конца электрода и напряжения
дуги, оно снабжено вторым электромагнитом, д вумя компараторами, инвертором, триггером, двумя формирователям импульсов и двумя усилителями, при этом на диск фронтально первому установлен второй электромагнит, якорь которого связан с подающим роликом, компаратор верхнего уровня напряжения подключен к дуговому промежутку, а компаратор нижнего уровня подключен к дуговому промежутку через инвертор, выходы компараторов, соединены с входами триггера, выхо- i ды которого подключены к входам формирователей импульсов, соединенны через усилители с электромагнитами.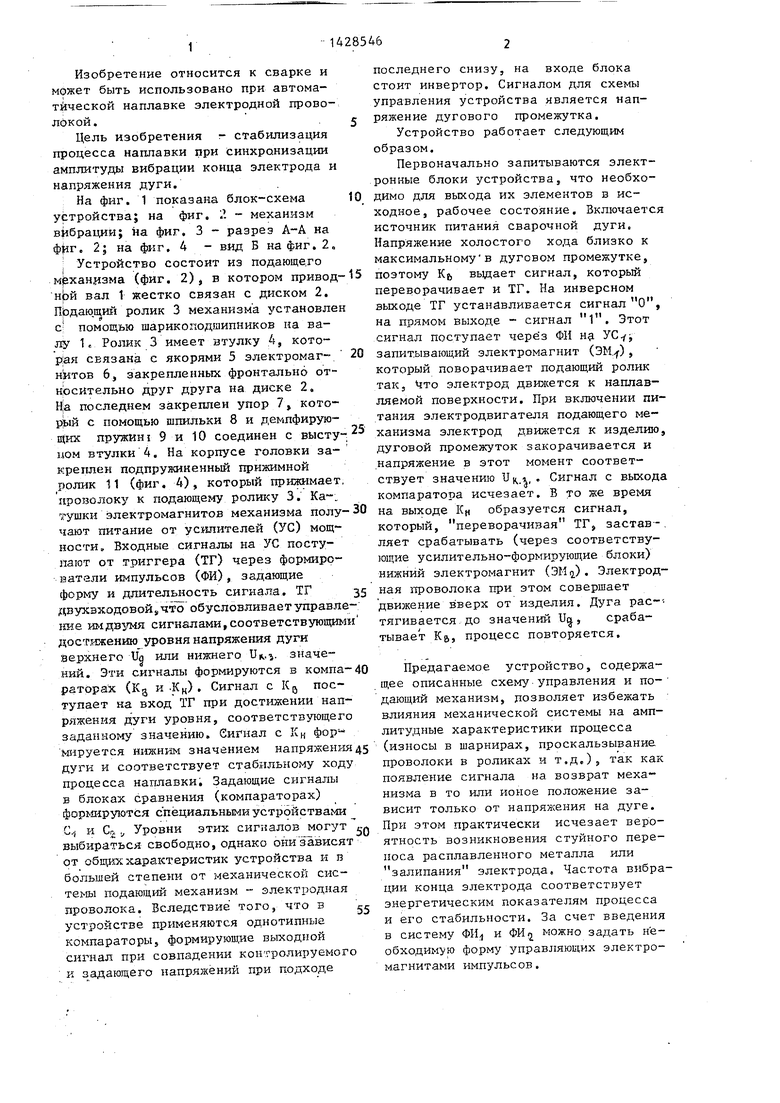
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для пульсирующей подачи проволоки | 1983 |
|
SU1138273A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1968 |
|
SU221874A1 |
| Устройство для управления подачей присадочной проволоки при сварке и наплавке | 1974 |
|
SU548393A1 |
| Устройство для автоматической реверсивной подачи электродной проволоки в дуговых электросварочных аппаратах | 1932 |
|
SU32646A1 |
| Устройство для подачи электродной проволоки при сварке плавящимся электродом | 1978 |
|
SU725837A1 |
| Устройство для автоматического регулирования скорости подачи электродной проволоки | 1984 |
|
SU1201080A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2086373C1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Механизм для автоматической подачи электродной проволоки при дуговой электрической сварке | 1931 |
|
SU39286A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
Изобретение относится к области сварки и может быть использовано при автоматической наплавке электродной проволокой. Цель - стабилизация процесса наплавки при синхронизации амплитуды вибрации конца электрода и напряжения дуги. Устройство имеет механизм подачи и вибрации электрода с электромагнитным приводом. Подающий ролик, свободно установленный на приводном валу, связан с якорями двух электромагнитов,которые закреплены на диске приводного вала.Электромагниты получают питание от схемы управления в моменты, соответствующие оптимальным значениям верхнего и нижнего уровней напряжения дугового промежутка. Устройство позволяет оптимизировать процесс наплавки по амплитудным (и частотным) характеристикам и повысить качество восстановления, 4 ил. (Л
ш
ж.
Фи,
Фиг.1
Фиг.1
dues
ФигА
А-А
Фиг,з
| Механизм для пульсирующей подачи проволоки | 1983 |
|
SU1138273A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
