Для импульсно-дуговой наплавки и сварки металлических изделий применяют автоматы, состоящие из механизма подачи электродной проволоки с направляющим мундштуком, электромагнитного вибратора и системы подвода охлаждающей жидкости.
Предлагаемый автомат более совершенен, так как он обеспечивает создание вращательных колебаний электрода.
Это достигается тем, что мундщтук снабжен свободно поворачивающейся изогнутой трубкой для прохода электродной проволоки. Трубка закреплена в подшипниках в плоскости, перпендикулярной, направлению продольной вибрации электрода, и снабжена регулируемым грузом на рычаге, прикрепленном к ней перпендикулярно ее оси.
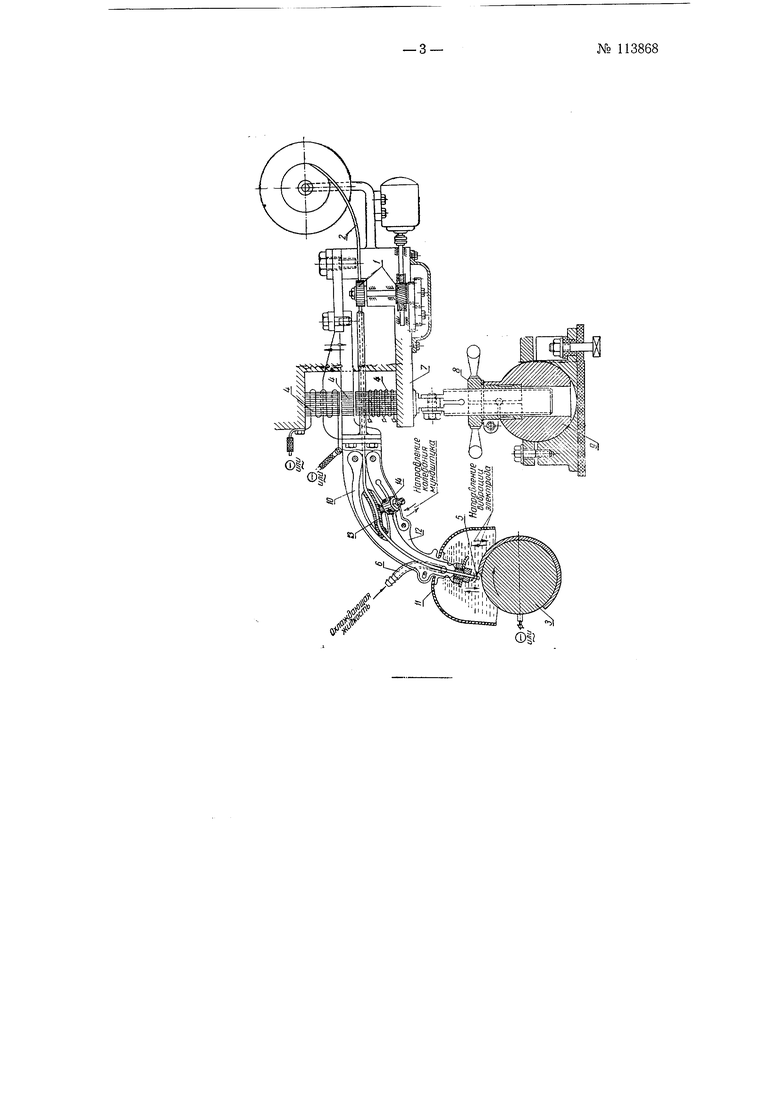
На чертеже изображена принципиальная схема предлагаемого автомата.
Автомат состоит из механизма 1 для подачи электродной проволоки 2 к обрабатываемому изделию 3, электромагнитного вибратора создания продольных колебаний электрода 5, механизма для создания вращательных колебаний электрода и системы труб 6 для подвода охлаждающей жидкости. Для крепления головки 7 автомата в нужном положении предусмотрен подъемный винт 8 с шаровым зажимом 9. Подвод тока к электроду 5 осуществляется с помощью пружинного контакта 10. Конец электрода 5 и зона наплавки охватываются защитным
колпаком 11.
На головке 7 автомата смонтирован мундщтук 72 для направления электродной проволоки 2. Этот мундштук изогнут под прямым углом и снабжен свободно поворачивающейся изогнутой трубкой 13, сквозь которую пропускается электродная проволока. Трубка 13 укреплена в подшипниках в плоскости, перпендикулярной направлению продольной, вибрации электрода, и снабжена рычагом с регулируемым грузом 14, прикрепленным к трубке перпендикулярно к ее оси.
Предлагаемый автомат работает следующим образом.
№ 113868- 2 -
При пуске автомата вибратор 4 создает вибрации мундштука 12 вместе с электродной проволокой 2. При этом груз 14 создает инерционные усилия, вызывающие поворот изогнутой трубки 13, а следовательно, и электрода 5 при каждом колебании мундштука. Роль пружины, возвращающей груз 14 в исходное положение, выполняет сама электродная проволока, которая после закручивания старается запять первоначальное положение.
Периодические повороты электрода 5 (его вращательные колебания) благоприятно влияют на стабильность процесса наплавки, так как при этом полностью устраняются возможные перебои, вследствие случайного попадания частиц охлаждающей жидкости в зону контакта.
Конструкция автомата допускает возможность включения механизма, создающего вращательные колебания электрода 5. В этом случае процесс наплавки или сварки ведется при одной только продольной вибрации электрода.
Предмет изобретения
1.Автомат для импульсно-дуговой наплавки и сварки металлических изделий, состоящий, из механизма подачи электродной проволоки с токоподводом, электромагнитного вибратора для создания продольных колебаний электрода, системы подвода охлаждающей жидкости с защитным колпаком и направляющим мундштуком, изогнутым под прямым углом, отличающийся тем, что, с целью создания вращательных колебаний электрода, мундштук снабжен свободно поворачивающейся изогнутой трубкой для прохода электродной проволоки, причем трубка закреплена в подшипниках в плоскости, перпендикулярной направлению продольной вибрации электрода, и снабжена регулируемым грузом на рычаге, прикрепленном к трубке перпендикулярно к ее оси.
2.Автомат по п. 1, отличающийся тем, что головка автомата закреплена на подъемном винте с помощью щарового зажима.