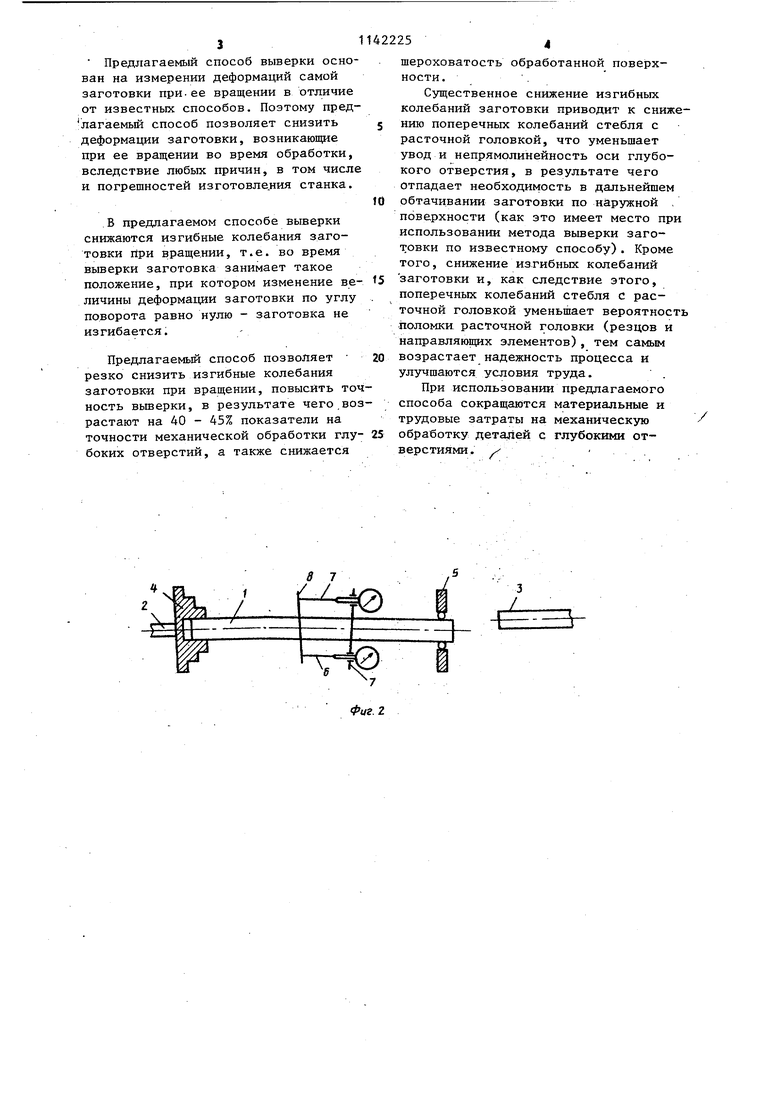
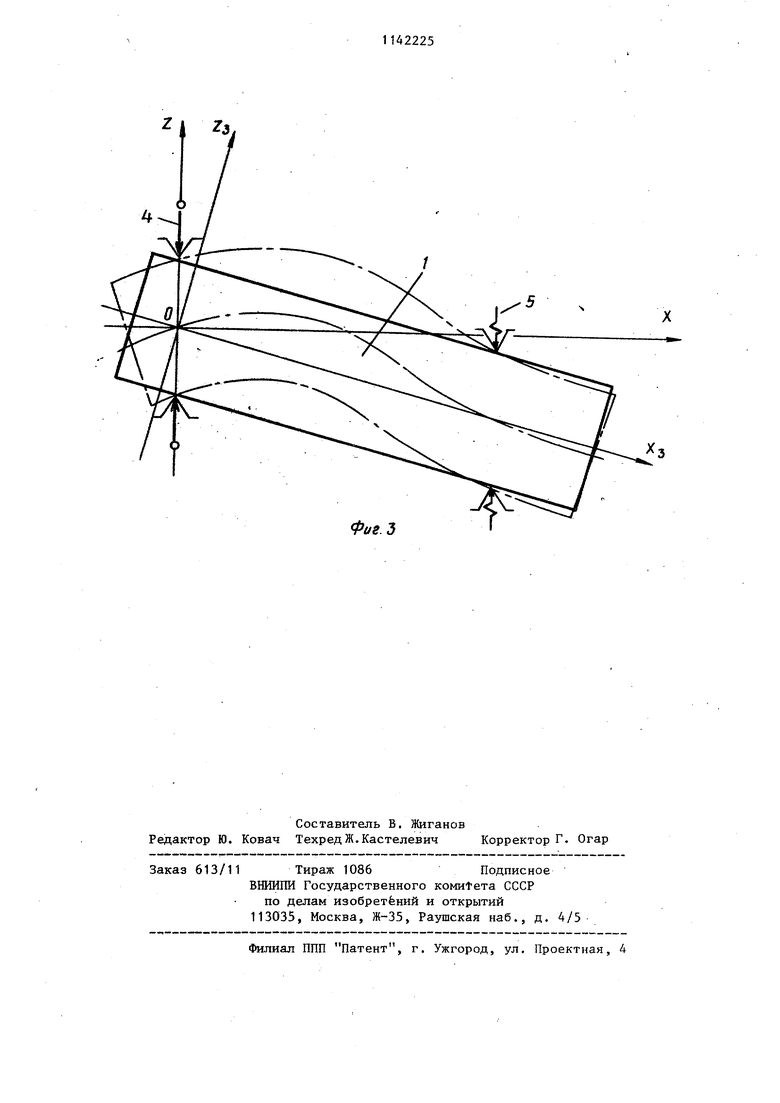
Изобретение относится к металлообработке и предназначено для точно вьшерки длинномерных заготовок при их установке в патроне и люнетах, в особенности, под .операции обработ ки глубоких отверстий. Извертен способ выверки длинноме ных заготовок на станке, заключающийся в измерении положения оси заготовки относительно оси патрона и бабки с последующей регулировкой положения заготовки перемещением люнета или его элементов D . Недостатком данного способа яв-. ляется его низкая точность, так как выверка заготовки по оси стебля про изводится по одному сечению, что не дает ясной картины перекоса заготов ки, вследствие чего перекос быть и не исправлен, поэтому при по следующем закреплении заготовки в кулачках патрона и люнетов произойд ее изгиб, величина которого будет изменяться по углу поворота заготов ки при ее вращении во время обработ ки, Б результате этого снизится диаметральная точность, точность по расположению оси глубокого отверстия и ухудшится качество обработанной поверхности. Цель изобретения - повьпиение точности вьшерки заготовки путем сниже,ния ее изгибных колебаний при вращении.Поставленная цель достигается тем что согласно способу выверки длинномерных заготовок на станке, заключающемуся в измерении положения оси заготовки относительно оси патрона и задней бабки во взаимно перпендикулярных плоскостях с последующей регулировкой положения заготовки., перемещением люнета или его элементов, измеряют относительные деформации заготовки по крайней мере в двух поперечных сечениях: в исходном ее положении и при повороте на угол 180, сравнивают их и при рег.улиров-. ке добиваются отсутствия или неизменной величины деформа1Ц1и в двух взаимно перпендикулярных плоскостях. На фиг.1 изображена схема вьшерки заготовки в исходном положении; на фиг.2 - то же при повороте на угол на фиг.З - схема деформаций заготовки. Способ выверки длинномерных заготовок на станке осуществляют посредством совмещения оси вращения заготовки 1 с осью шпинделя 2 станка и осью задней бабки 3. Для осуществления этого измеряют oTHocHfельные деформации заготовки 1, установленной в патроне 4 и люнете 5 станка. Измерение деформаций осуществляют по крайней мере в двух поперечных сечениях заготовки 1 при помощи измерительного приспособления, которое, нё пример, может состоять из двух индикаторов 6 и7, расположенных симметрично в диаметральной плоскости заготовки 1 и контактирующих с двумя кольцами 8, закрепленными на заготовке 1. Сначала измеряют относительные деформации в исходном цоложении заготовки 1, а затем при повороте на угол180° при этом при возникновении деформации или изменении ее величины во время поворота заготовки кольца 8 развернутся и изменятся показания индикаторов 6 и 7. Сравнивают значения деформаций заготовки 1 по показаниям индикаторов 6 и 7 и кулачками патрона 4 и люнета 5 регулирую т положение заготовки 1 , добиваясь отсутствия или неизменной величины деформации в двух взаимно перпендикулярных плоскостях. При выверке заготовки 1 по известному способу она занимает положение, показанное на фиг.З сплошной линией. Смещение правого конца заготовки является следствием погрешности выверки заготовки, а также по- j грещностей изготовления станка, например непараллельности оси вращения шпинделя 2 направляюпщм станины станка. При вращении заготовки она будет изгибаться, при этом величина деформации будет изменяться по углу поворота заготовки 1 (положение заготовки при угле поворота 180°показано штрихпунктирной линией). Как видно из схемы, величина изменения деформации заготовки на участке между патроном 4 и люнетом 5 имеет существенное значение и оказывает влияние на процесс при обработке глубоких отверстий. Пользуясь известным методом выерки заготовки на станке, невозможо снизить деформации заготовки, возикающие вследствие всегда имеющих есто погрешностей изготовления танка. 3 Предлагаемый способ выверки основан на измерении деформаций самой заготовки при.ее вращении в отличие от известных способов. Поэтому предлагаемый способ позволяет снизить деформации заготовки, возникающие при ее вращении во время обработки, вследствие любых причин, в том числе и погрешностей изготовления станка. В предлагаемом способе выверки снижаются изгибные колебания заготовки при вращении, т.е. во время выверки заготовка занимает такое положение, при котором изменение ве личины деформации заготовки по углу поворота равно нулю - заготовка не изгибается. Предлагаемый способ позволяет резко снизить изгибные колебания заготовки при вращении, повысить то ность вьюерки, в результате чего,во растают на 40 - 45% показатели на точности механической обработки глу боких отверстий, а также снижается 25 шероховатость обработанной поверхности. . Существенное снижение изгибных колебаний заготовки приводит к снижению поперечных колебаний стебля с расточной головкой, что уменьшает увод и непрямолинейность оси глубокого отверстия, в результате чего отпадает необходимость в дальнейшем обтачивании заготовки по наружной . поверхности (как это имеет место при использовании метода выверки заготовки по известному способу). Кроме того, снижение изгибных колебаний заготовки и, как следствие этого, поперечных колебаний стебля с расточной головкой уменьшает вероятность поломки расточной головки (резцов и направляющих элементов), тем самым возрастает надежность процесса и улучшаются условия труда. При использовании предлагаемого способа сокращанзтся материальные и трудовые затраты на механическую обработку деталей с глубокими отверстиями. .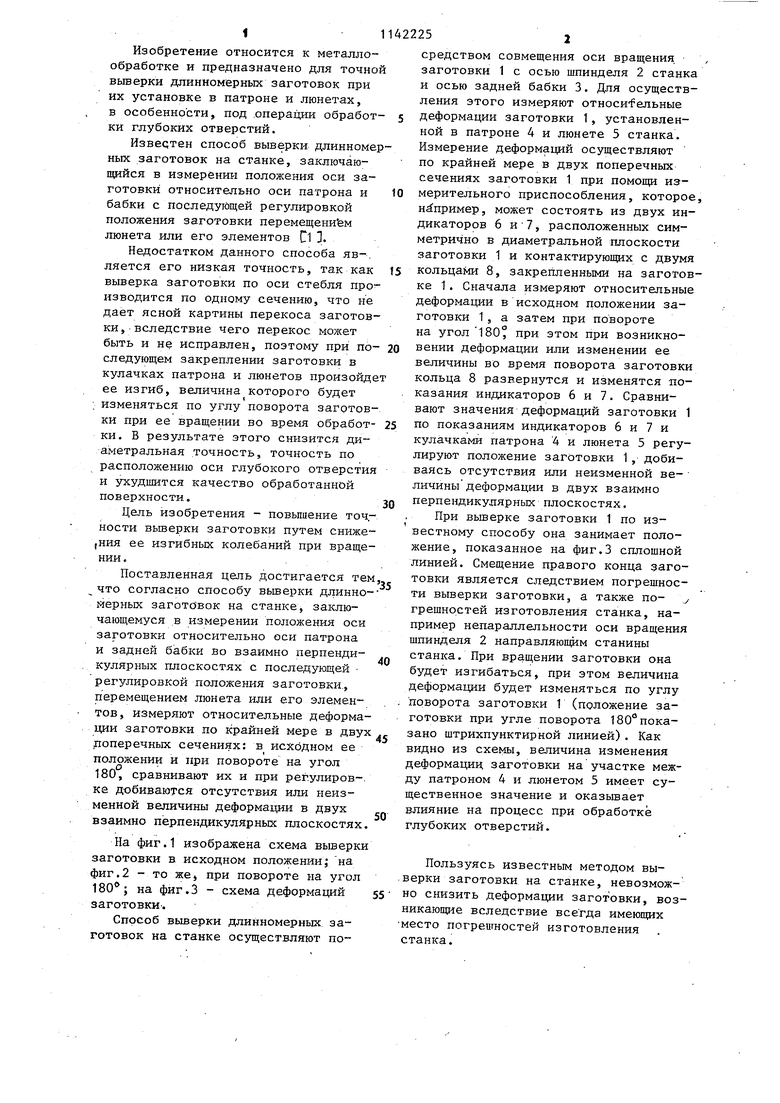
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1999 |
|
RU2164202C2 |
| Способ обработки длинномерных деталей со ступенчатым осевым отверстием | 1990 |
|
SU1750848A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Способ обработки глубоких отверстий | 1980 |
|
SU973250A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
СПОСОБ ВЫВЕРКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК НА СТАНКЕ, заключающийся в измерении положения оси заготовки относительно оси патрона и задней бабки во взаимно перпендикулярных плоскостях с последующей регулировкой положения заготовки перемещением люнета или его элементов, отличающийся тем, что, с целью повышения точности, измеряют относительные деформации заготовки по крайней мере в двух поперечных сечениях: в исходном ее положении и при повороте на угол 180, сравнивают их и при регулировке добиваются отсутствия или неизменной величины деформации в двух взаимно перпендикулярных плоскостях. 
В 7
3 /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обточки труб | 1961 |
|
SU149288A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
