Изобретение относится к металлообработке и может быть использовано, в частности, для обработки глубоких и точных отверстий..
Известен способ обработки глубоких отверстий на горизонтально-сверлильных (расточных) станках, включающий проверку величины непрямолинейнссти и увода оси отверстия, полученного на предшествующих операциях, совмещение оси вращения заготовки с осью шпинделя станка, несущего борштангу с закрепленным на нем инструментом. Методы выверки заготовок на горизонтально-расточном станке определяются конструкцией и взаимным расположением шпиндельной бабки и люнетов 1. Недостатком известного способа является то, что по мере углубления режущего инструмента, закрепленного на борштанге, и увеличения вылета.борштанги относительно передней стойки станка жесткость ее уменьшается. Одновременно с увеличением глубины обрабатываемого отверстия увеличивается по окружности неравномерность -припуска, обусловленная не только полученными непрямолинейностью и уводом оси отверстия на предыдущей
операции, но и получением отклонения инструмента от оси шпинделя на данной операции. Кроме того, применение известного способа при обработке глубоких отверстий одно- и многолезвийным инструментом сопровождается увеличением вибраций, большими остаточными деформациями и напряжением поверхностного слоя обрабатываемого
10 отверстия заготовки, вынужденным уменьшением режимов резания и увеличением числа проходов, ухудшением диаметральной точности отверстия, непрямолинейности и увода его оси.
15
Цель изобретения - повышение надежности инструмента и точности обработки за счет уменьшения силового воздействия на борштангу.
Указанная цель достигается тем,
20 что каждый торец детали смещают относительно оси шпинделя на величину, пропЬрциональную величине увода оси обрабатываемого отверстия, в направлении, противоположном направлению
25 увода.
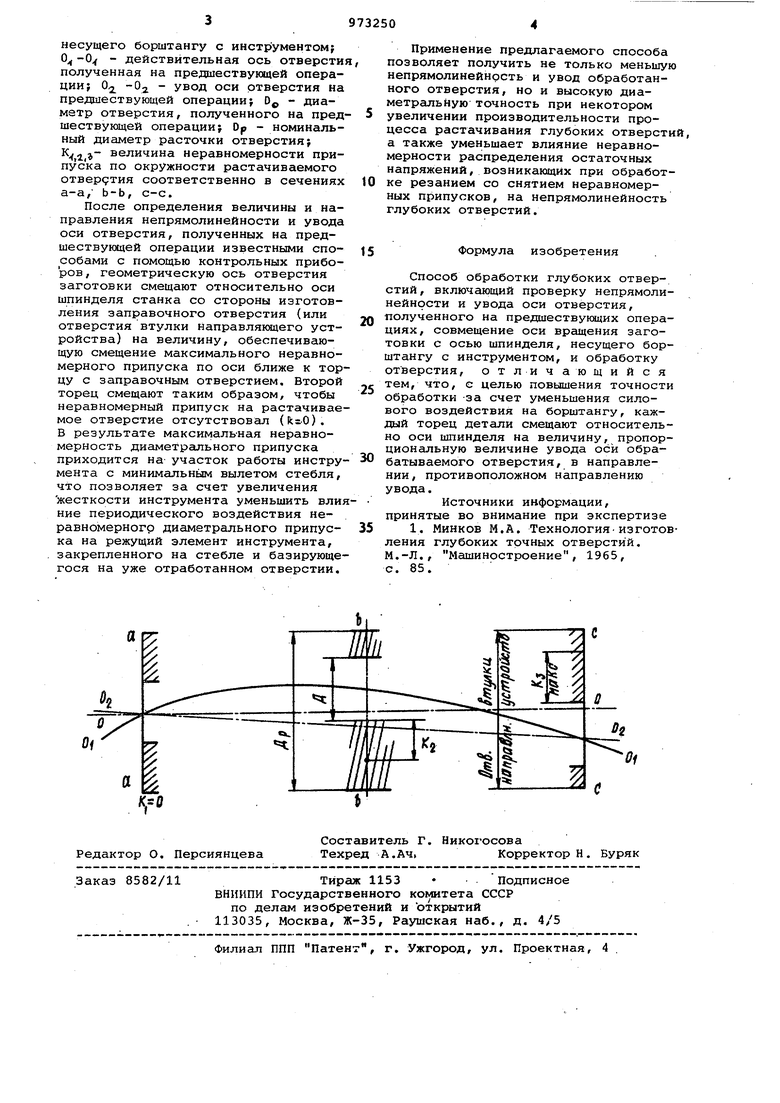
На чертеже показана схема смещения геометрической оси на:правляющего устройства.
На чертеже даны следующие обозна3011ения: 0-0 - ось шпинделя станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| СПОСОБ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2016 |
|
RU2658769C2 |
| Способ обработки глубоких отверстий | 1989 |
|
SU1710214A1 |
| Стенд для измерения | 1975 |
|
SU525528A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Способ сверления глубокого отверстия в стальной заготовке | 2018 |
|
RU2672458C1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
