Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке; и может быть использовано при соединении тугоплавких материалов. Известен способ диффузионной сварки через промежуточную прокладку, располагаемую между свариваемыми поверхностями 1. Недостаток способа - низкое качество сварного соединения. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ диффузионной сварки в вакууме тугоплавких металлов и сплавов, при котором между свариваемыми поверхностями деталей располагают промежуточную прокладку, осуществляют нагрев до температуры сварки и изотермическую выдержку до полного испарения прокладки 2. Недостатками способа являются низкое качество сварного соединения и низкая производительность процесса. Цель изобретения - повыщение качества сварного соединения и интенсификации процесса. Поставленная цель достигается тем, что согласно способу диффузионной сварки в вакууме тугоплавких металлов и сплавов, при котором между свариваемыми поверхностями деталей располагают промежуточную прокладку, осуществляют нагрев до температуры сварки и изотермическую выдержку до полного испарения прокладки, на свариваемой поверхности одной из деталей выполняют углубление, а промежуточную прокладку устанавливают в нем. На чертеже показана схема осуществления способа. В свариваемой детали 1 предварительно выполняют углубление и располагают в нем промежуточную прокладку 2. Затем устанавливают другую свариваемую деталь 3. Детали устанавливают в сварочной камере (на чертеже не показана), создают в ней вакуум детали сжимают и нагревают индуктором 4 и осуществляют изотермическую выдержку до полного испарения и растворения промежуточной прокладки и образования монокристаллической зоны сварного соединения. За счет создания в зоне контакта области повыщённого давления паров испаряемого и растворяемого металла прокладки повыщается диффузионная активность паров, соответственно глубина растворения и проникновения в объем и по границам зерен до полного образования монокристаллической зоны сварного соединения, что интенсифицирует процесс образования соединение. Пример. Производили диффузионную сварку деталей из молибдена марки Мг диаметром 15 мм и длиной 30 мм. В одной из свариваемых деталей выполняли углубление диаметром 14,7 мм и глубиной 0,1 мм, в котором располагали промежуточную прокладку из меди МБ, затем устанавливали вторую деталь, сборку размещали в, вакуумной камере и создавали в ней вакуум 510 Па. Детали сжимали усилием 10 МПа, нагревали до температуры сварки и осуществляли изотермическую выдержку при этой температуре в течение 10 мин. Проведенные механические испытания показали повышение прочности сварного соединения на 10% и повыщение эксплуатационной стойкости в 2 раза. Использование изобретения по сравнению с базовым объекто.м позволяет повысить качество сварного соединения и интенсифицировать процесс.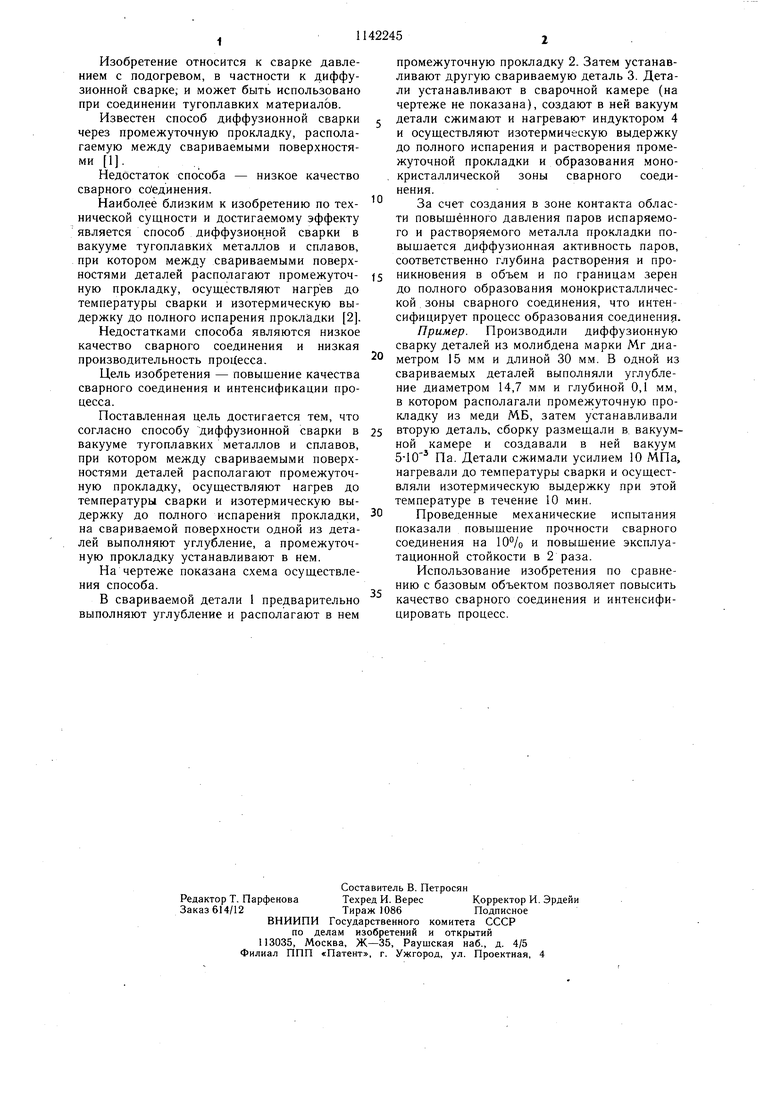
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки вольфрамовых сплавов с титановыми | 1989 |
|
SU1611650A2 |
| Способ диффузионной сварки вольфрамовых сплавов с титановыми | 1986 |
|
SU1321542A2 |
| Способ диффузионной сварки тугоплавких материалов | 1984 |
|
SU1256901A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2135337C1 |
| Способ диффузионной сварки разнородных материалов | 1988 |
|
SU1632705A1 |
| Способ диффузионной сварки деталей из трудно свариваемых сплавов | 2022 |
|
RU2787287C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ КЕРАМОМАТРИЧНОГО КОМПОЗИТА С МЕТАЛЛАМИ | 2015 |
|
RU2593066C1 |
| Способ диффузионной сварки | 1988 |
|
SU1602651A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ | 2023 |
|
RU2826143C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2004 |
|
RU2259265C1 |
СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ, при котором между свариваемыми поверхностями деталей располагают промежуточную прокладку, осуществляют нагрев до температуры сварки и изотермическую выдержку до полного испарения прокладки, отличающийся тем, что, с целью повышения качества сварного соединения и интенсификации процесса, на свариваемой поверхности одной из деталей выполняют углубление, а промежуточную прокладку устанавливают в нем. (Л 4 1чЭ ISD 4 СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Диффузионная сварка материалов | |||
| Справочник | |||
| Под ред | |||
| Н | |||
| Ф | |||
| Казакова, М., «Машиностроение, 1981, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
