Изобретение относится к средст BciM неразрушаюадего контроля и може быть использовано для метрологичес кого обеспечения дефектоскопическо аппаратуры, например, капиллярных и вихретоковых методов контроля. Известен способ изготовления контрольных образцов для дефектоскопии, заключающийся в том, что н боковых гранях пластины в необходи мых для образования трещин местах наносят прорези электроэрозиолным резанием с использованием проволок диаметром 0,1 мм, азотируют поверх ностный слой пластины на заданную глубину и прикладывают нагрузки в направлении, перпендикулярном прорезям Cl . Однако на практике глубина азот рованного слоя определяется как не которая средняя величина, что снижает ценность таких образцов для имитации тонких дефектов. Имеет значение, также., возможность коррозии азотированных образцов при использовании их в капиллярных мет дах неразрушающего контроля. Известен способ изготовления контрольных образцов для дефектоскопии, заключающийся в том, что образцы покрывают электролитическим хромом. Заданная толщина покрытия и, следовательно, глубина образующихся трещин достигается размерным хромированием пластин, установленных в специальные обоймы.Тре щины в гапьванопокрытии формируют путем прикладывания к контрольному образцу растягивающих нагрузок или нагреванием образца до 100-150 С и 6oneel22. Недостатком указанного способа является возникновение большого чи ла пересекающихся трещин неодинаковой протяженности. Наиболее близок к предлагаемому по технической сущности способ ИЗЕО товления контрольного образца для дефектоскопии, заключающийся в том что на шлифованную стальную пластину, имеющую, концентраторы механических напряжений., наносят химическое покрытие, термообрабатывают пла стины с покрытием и прикладывают ра стягивающее усилие до образования единичной трещины. В указанном способе химическим никелированием полу чают слой никелевого покрытия разли ной толщины. Для повышения адгезии покрытия образцы прогревают при 120-130°С в течение 2 ч и охлаждают в вакууме. Единичные трещины получают с помощью специального приспособления, прикладывая к образцу растягивающие усилия. Регистрацию воз никающих трощин осуществляют способ акустической .эмиссии в оптический микроскоп СЗД., Недостаток известного способа низкая точность изготовления образ ца из-за невозможности сформировать трещины заданной ширины и низкая надежность образца, обусловленная частым отслаиванием никелевого покрцтия. Нагрев образцов до не обеспечивает достаточной адгезии и микротвердости покрытия. Низкая микротвердость покрытия вызывает необходимость прикладывания значительных растягивающих напряженрш для формирования трещин, что способствует отслаиванию покрытия. Цель изобретения - повышение точности изготовления и надежности образца. Поставленная цель достигается тем, что согласно способу изготовления контрольного образца для дефектоскопии, заключающемуся в том, что на шлифованную стальную пластину, имеющую концентраторы механических напряжений, наносят химическое покрытие, термообрабатывают пластины с покрытием и прикладывают растягивающее усилие до образоЕакия единичной трещины, термообработку осуществляют путем дисперсного твердения покрытия перед приложением растягивающего усилия и отжига контрольного образца после образования единичной трещины, затем повторно прикладывают растягивающее усилие до образования трещины заданной ширины, На чертеже показана схема нагружения контрольного образца для дефектоскопии при получении единичной трещины. Схема содержит образец, выполненный в виде шлифованной стальной пластины 1 с химическим покрытием 2 о (никелевым) и концентраторами механических напряжений в виде надрезов 3, двеопоры 4, установленные со стороны надрезов 3 и среднюю опору 5, .оптический микроскоп 6 и пьезоэлектрический преобразователь 7. Способ изготовления контрольного образца- для дефектоскопии осуществляется следующим образом. На шлифованную стальную пластину 1, имеющую концентраторы механических напряжений в виде надрезов 3, выполненных, например, электроэрозионным способом проволокой диаметром 0,1 мм,, наносят химическое покрытие 2 (химическое никелирование) и получают оси никелевого покрытия различной требуемой толщины. Для повыше-, ния адгезии и микротвердости покрытия образец нагревают-до 490-510°С в течение 10-20 мин и охлаждают в вакууме , Пластину 1 с никелевым покры-тием 2 помещают на две опоры 4, установленные со стороны надрезов 3,и через среднюю опору J прикладывают медленно возрастающую растягивающую нагрузку Р. За возникновением трещины наблюдают в оптический микроскоп 5 при освещении поля осмотра п углом 45 к поверхности образца вдо рисок от шлифовки. Одновременно регистрируют сигнал акустической эми сии с помощью пьезоэлектрического преобразователя 7. Обеспечение максимальной микротвердости (хрупкости покрытия позволяет формировать единичные трещины при стреле изгиба об разца до 0,15 вместо 1,4 мм по изве стному способу, вследствие чегс отслаивание никелевого покрытия не наблюдается. Для снятия излишней хрупкости покрытия, вызывающей в процессе экс плуатации аттестованных контрольных образцов случайное образование. микротрещин в поверхностном слое, проводят повторную термообработку отжиг образцов путем нагрева при 800-820 0 в вакууме в течение 5565 мин и охлаждения вместе с печью. Дисперсионное твердение покрытия путем нагрева при повышенной температуре (490-510С) в течение 1020 мин обеспечивает максимальную хрупкость (микротвердость) никелевого покрытия. Поэтому для получения единичных трещин в покрытии тре буется назначительные растягивающие напряжения и при прочих равных условиях вероятность отслаивания значительно меньше. Кроме того, нагрев при повышенной температуре повышает также адгезию покрытия с основой. Однако полученные таким образом образцы непригодны для использования, так как в условиях эксплуатации от воздействия случайных нагрузок в покрытии могут возникать дополнительные, неаттестованные трещины. Крайне затруднена также в этом случае возможность изменения ширины трещины. В то же время увеличение температуры нагрева до 800-820 С обеспечивает достаточную адгезию,однако снижает микротв рдость покрытия практически до микротвердости основы и исключает возможность получения трещин заданной глубины (только в покрытии). Поэтому необходимо проводить два нагрева пластин с покрытием 2 до и после получения трещин. Нагрев при температуре выше 820°С нецелесообразен, так как дальнейшее понижение микротвердости пок зытия не требуется, в то же время при этом необходимо принимать дополнительные меры по защите покрытия от ок-исления. Таким образом, предлагаемый способ изготовления образца для дефектоскопии позволяет повысить точность изготовления и надежность образца в результате формирования трещины заданной ширины и исключения возможности отслаивания покрытия.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ДЛЯ ДЕФЕКТОСКОПИИ ТРУБОПРОВОДОВ | 2007 |
|
RU2364850C2 |
| СПОСОБ ИСПЫТАНИЯ НА ОСЕВОЕ РАСТЯЖЕНИЕ ОБРАЗЦА МЕТАЛЛА В КОНТАКТЕ С ПРИПОЕМ | 1995 |
|
RU2105965C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1992 |
|
RU2023763C1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ДИСКА ТУРБОМАШИНЫ, ИМЕЮЩЕГО КОНЦЕНТРАТОРЫ НАПРЯЖЕНИЙ В ВИДЕ ОТВЕРСТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2730115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2021 |
|
RU2771041C1 |
| Способ испытания на прочность плоского образца с концентратором на боковой грани | 1990 |
|
SU1753347A1 |
| Способ определения механических свойств образцов материалов | 1986 |
|
SU1337718A1 |
| СОСТАВ ГЕТЕРОГЕННОЙ ПОРОШКОВОЙ СМЕСИ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2022 |
|
RU2782461C1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| Способ изготовления контрольного образца для дефектоскопии | 1983 |
|
SU1087874A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО. ОБРАЗЦА ДЛЯ ДЕФЕКТОСКОПИИ, заключающийся в том, что на шлифованную стальную пластину, имеющую концентраторы механических напряжений, наносят химическое покрытие, термообрабатывают пластины с покрытием и прикладывают растягивающее усилие до образования единичной трещины, отличающийся тем, что, с целью повышения точности изготовления и надежности образца, термообработку осуществляют.путем дисперсного твердения покрытия перед п-риложением растягивающего усилия и отжига контрольного .образца после образования единичной трещины, затем повторно прикладывают растягивающее усилие до образования трещины заданной ширины.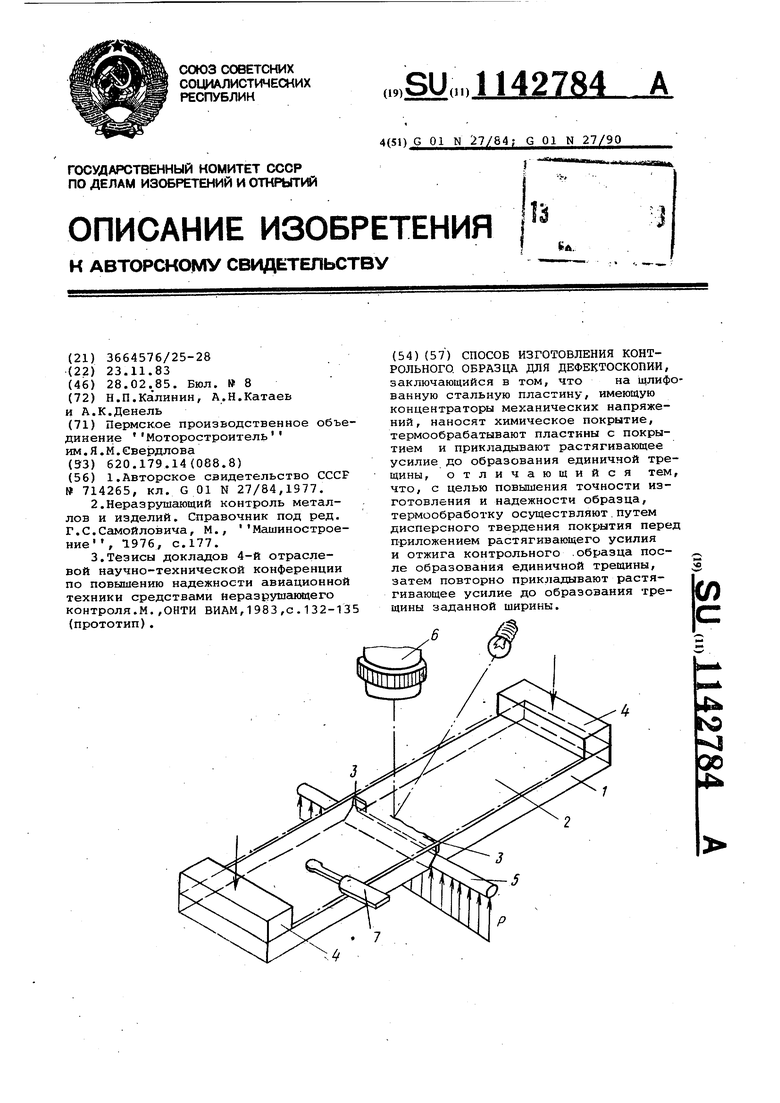
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник под ред Г.С.Самойловича, М., Машинострое ние , 1976, с.177 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
