Изобретение относится к области уплотнительной техники и может быть использовано для уплотнения фланцевых соединений промышленных трубопроводов, в частности в химической и нефтегазовой промышленности и в тепловой энергетике.
Одной из причин часто встречающегося повреждения трубопроводных сетей является пробивание уплотнительных прокладок во фланцевых соединениях. Пробивание уплотнительных прокладок может быть вызвано некачественным монтажом фланцевого соединения в связи с перекосом фланцев или неравномерной затяжкой болтов, некачественной очисткой зеркала фланцев перед установкой новой уплотнительной прокладки или наличием дефектов на зеркалах фланцев, неправильной установкой уплотнительной прокладки между зеркалами фланцев. Поэтому при ремонте поврежденного фланцевого соединения, связанного с заменой уплотнительной прокладки, необходимо устранить причины, способствующие ее пробиванию. При этом необходимо учитывать, что такие ремонтные работы, как правило, проводятся в сложных условиях. Поэтому возникает насущная потребность иметь уплотнительную прокладку, которая могла бы в какой-то мере компенсировать некачественный монтаж фланцевого соединения, упростить подготовку зеркала фланцев при ремонте соединения и упростить замену уплотнительной прокладки. Последнее особенно актуально при вертикальном положении зеркала фланцев.
Известна уплотнительная прокладка для фланцевого соединения (SU №1516700 А1, опубл. 23.10.1989 г.). В процессе ремонта соединения уплотнительную прокладку выглаживают путем помещения ее между двумя дисками, один из которых приводится во вращение, а другим создают давление на уплотнительную прокладку, оставляя его неподвижным. В результате уплотнительная прокладка выглаживается и электролизуется вследствие трибоэлектрического эффекта. На поверхности уплотнительного материала образуются электрические заряды плотностью, достаточной для удерживания уплотнительной прокладки на поверхности вертикально расположенных фланцев. Такой способ замены поврежденной уплотнительной прокладки не может быть применен при ремонте трубопроводных сетей в химической и нефтегазовой промышленности и в тепловой энергетике.
Известна уплотнительная прокладка для фланцевого соединения (FR №2093415 А1, опубл. 03.03.1972 г.), состоящая из пластины, с обеих сторон которой расположены кольцевые выступающие ребра, сжимаемые при сборке соединения. От пластины в радиальном направлении отходит язычок, толщина которого меньше толщины пластины. Пластина, ребра и язычок выполнены из одного и того же материала. Язычок предназначен для удобства установки уплотнительной прокладки в процессе ремонта фланцевого соединения, поскольку позволяет упростить центровку уплотнительной прокладки между фланцами соединения в процессе его ремонта. Данное изобретение предназначено для использования в моющих машинах и не может быть использовано для уплотнения трубопроводных систем, в частности в химической и нефтегазовой промышленности и в тепловой энергетике.
Известна также уплотнительная прокладка для фланцевого соединения (US №6367802, опубл. 09.04.2002 г.), предназначенная для уплотнения фланцевых соединений трубопроводов в химической и нефтяной промышленности. Известная уплотнительная прокладка содержит жесткую металлическую кольцевую часть и несколько радиально расходящихся лапок, упрощающих центровку уплотнительной прокладки между фланцами соединения в процессе его ремонта. Лапки образуют с жесткой кольцевой частью единое целое путем прочного с ней соединения. Жесткая металлическая кольцевая часть образует жесткую зону для уплотнительной части уплотнительной прокладки и имеет не прилипающее к ней покрытие из расширенного графита либо из политетрафторэтилена. Толщина лапок меньше толщины уплотнительной части уплотнительной прокладки.
В известной уплотнительной прокладке для центрирования используют периферийную поверхность одного из фланцев соединения. Поэтому уплотнительный элемент размещают на центрирующем средстве в виде жесткой металлической кольцевой части с лапками, которые загибают на фланец соединения. Лапки могут быть либо приварены к жесткой металлической кольцевой части, либо могут составлять с ней одно целое. В кольцевой металлической части при приварке лапок возникают термические напряжения, которые могут привести к нарушению плоскостности. Поэтому для обеспечения высокой плоскостности уплотнительной прокладки необходимо осуществить специальные технологические мероприятия для компенсации термических напряжений, что приводит к повышению себестоимости изготовления уплотнительной прокладки. Когда же лапки и жесткое металлическое кольцо составляют одно целое, имеет место большой отход металла, поскольку лапки имеют большую длину. С учетом того, что в химической, нефтегазовой и тепловой энергетике при изготовлении уплотнительных прокладок используют нержавеющую сталь в качестве материала для жесткой кольцевой части, себестоимость уплотнительной прокладки в этом случае также резко возрастет. Уплотнительная прокладка с радиальными лапками неудобна в транспортировке и требует принятия соответствующих мер по обеспечению сохранности покрытия уплотнительной прокладки. Наличие неприлипающего покрытия указывает на то, что такое покрытие либо наносится непосредственно на месте ремонта трубопроводной системы, либо уплотнительная прокладка должна быть снабжена удаляемым средством для фиксирования покрытия на жесткой кольцевой части, что также вызывает определенные неудобства при проведении ремонтных работ.
Известна также уплотнительная прокладка для фланцевого соединения с крепежными элементами (патент на изобретение РФ №2344323, опубл. 20.01.2009), содержащая уплотнительный элемент со средством для ее центрирования относительно фланцев соединения. Уплотнительный элемент выполнен в виде кольца расширенного графита, плакированного пористым политетрафторэтиленом. Охватывающее уплотнительный элемент и соединенное с ним средство центрирования выполнено в виде кольца из гофрированного графита с возможностью размещения на крепежных элементах фланцевого соединения, при этом плотность кольца из гофрированного картона ниже плотности уплотнительного элемента. Изобретение упрощает проведение ремонтных работ на трубопроводных системах. Недостаток: кольцо должно быть из нержавеющей стали, низкая адгезия ПТФЭ и материала основы.
Наиболее близкой по своей технической сущности по отношению к заявляемой полезной модели является уплотнительная прокладка (патент на полезную модель РФ №117550, опубл. 27.06.2012 - прототип) содержащая, по меньшей мере, одну металлическую пластину с нанесенным одно или двухсторонним трехслойным покрытием, выполненным из адгезионного, эластомерного и антипригарного слоев, при этом металлическая пластина выполнена из пружинной нержавеющей стали с содержанием хрома не менее 16%, никеля не менее 3,5% или пружинной низкоуглеродистой стали с цинковым или алюминиевым покрытием. Металлическая пластина из пружинной низкоуглеродистой стали покрыта цинковым или алюминиевым покрытием толщиной 0,0005…0,005 мм, на нее наносится адгезионный слой толщиной 0,0002…0,020 мм основе силана или хлоропренового каучука, поверх наносится эластомерный слой толщиной 0,003…0,25 мм, выполненный на основе бутадиен-нитрильного или фторсодержащего каучука. Недостатком такого решения является достаточно сложная технология изготовления, низкая адгезия, тяжело воспроизводимая технология ввиду отсутствия в патенте марок используемых материалов и цифровых значений по адгезии.
В основу настоящего изобретения была поставлена задача разработать уплотнительную прокладку, применение которой значительно упростило бы проведение ремонтных работ на газотрубопроводных системах.
Технический результат при использовании заявляемого изобретения заключается в упрощении изготовления уплотнительной прокладки и в упрощении ремонтных работ, связанных с заменой уплотнительной прокладки.
Технический результат достигается тем, что в способе изготовления уплотнительной прокладки для фланцевого соединения с крепежными элементами, содержащей уплотнительный элемент со средством для ее центрирования относительно фланцев соединения, уплотнительный элемент выполняют в виде отпескоструенного обтюрационного кольца с использованием порошка электрокорунда дисперсностью 150-350 мкм при давлении 0,2-0,5 МПа в течение 5-6 мин; последовательно обработанного для ультразвуковой обработки раствором дистиллированной воды и этилового спирта в соотношении 4:1 при температуре 30-40°С при длительности обработки 10-12 мин; затем для химического травления преобразователем ржавчины, далее 3-4% спиртовым раствором 3-аминопропилтриэтоксисилана (АГМ-9, аминосилан), при высыхании которого формируется адгезионный подслой и далее основное (функциональное) алкидное покрытие (продукт взаимодействия растительных масел и многоатомных спиртов) на лицевых и обратных сторонах мембран выполняют с помощью кисточки. Полученное покрытие характеризуется равномерностью толщины, а именно 20+\-2 мкм, с единичными микровыступами шириной до 20 мкм.
Эти и другие особенности заявляемого изобретения приведены ниже со ссылками на прилагаемые фигуры, на которых изображены:
Фиг. 1 - вид исходного образца;
Фиг. 2 - часть мембраны дозирующего насоса, где: а - лицевая сторона, б - тыльная сторона, в - увеличенное изображение участка с дефектом на одной из сторон мембраны;
Фиг. 3 - сформированные покрытия на основе фторопласта, где а - без графита, б - с графитом;
Фиг. 4 - поверхности образцов и липких лент после определения адгезионной прочности фторопластовых покрытий (а - образец с покрытием Ф4-Д и липкая лента (в); б - покрытие Ф4-Д с графитом и липкая лента (г);
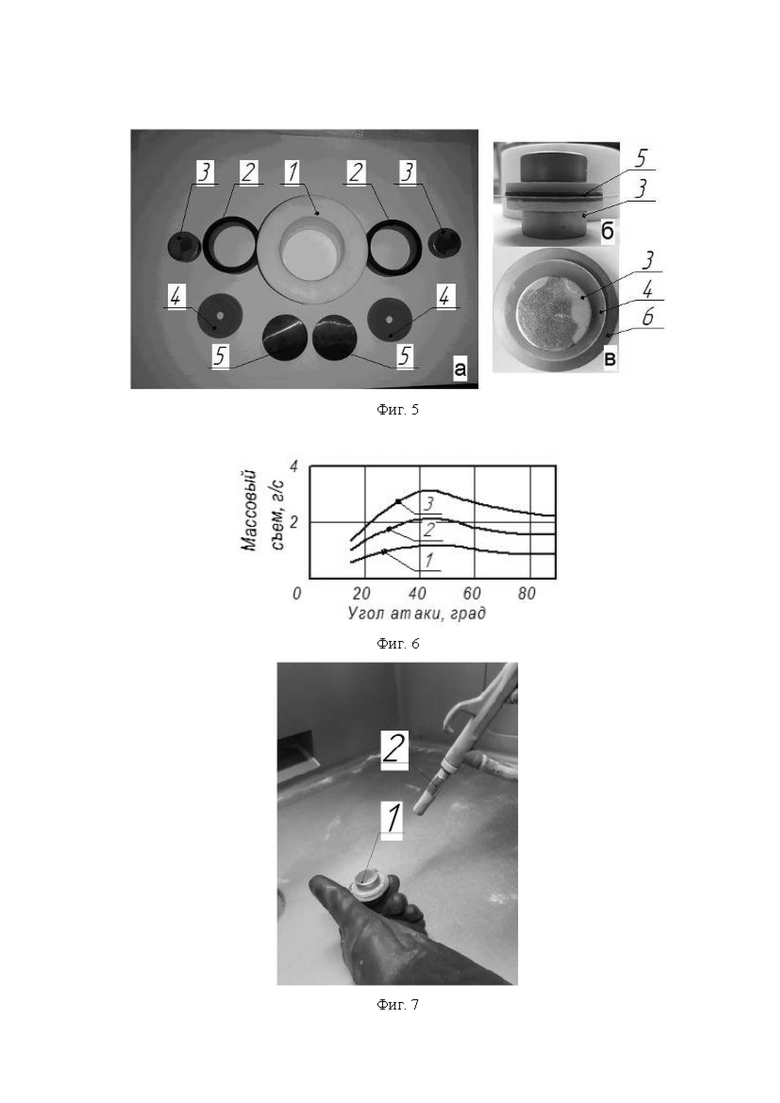
Фиг. 5 - а - конструкция маски; б - мембрана, помещенная между защитными элементами (вид сбоку); в - мембрана, помещенная между защитными элементами (вид сверху); где: 1 - корпус, 2 - кольцо, 3 - магнит, 4 - текстолитовый диск, 5 - силиконовая прокладка, 6- мембрана;
Фиг. 6 - зависимость массового съема металла от угла атаки α при абразивной обработке (при расстоянии 100 мм), цифрами указано давление воздуха: 1 - 0,2 МПа, 2 - 0,3 МПа, 3 - 0,4 МПа;
Фиг. 7 - процесс воздушно-абразивной очистки обтюрационной поверхности мембраны, где 1 - маска с мембраной, 2 - сопло;
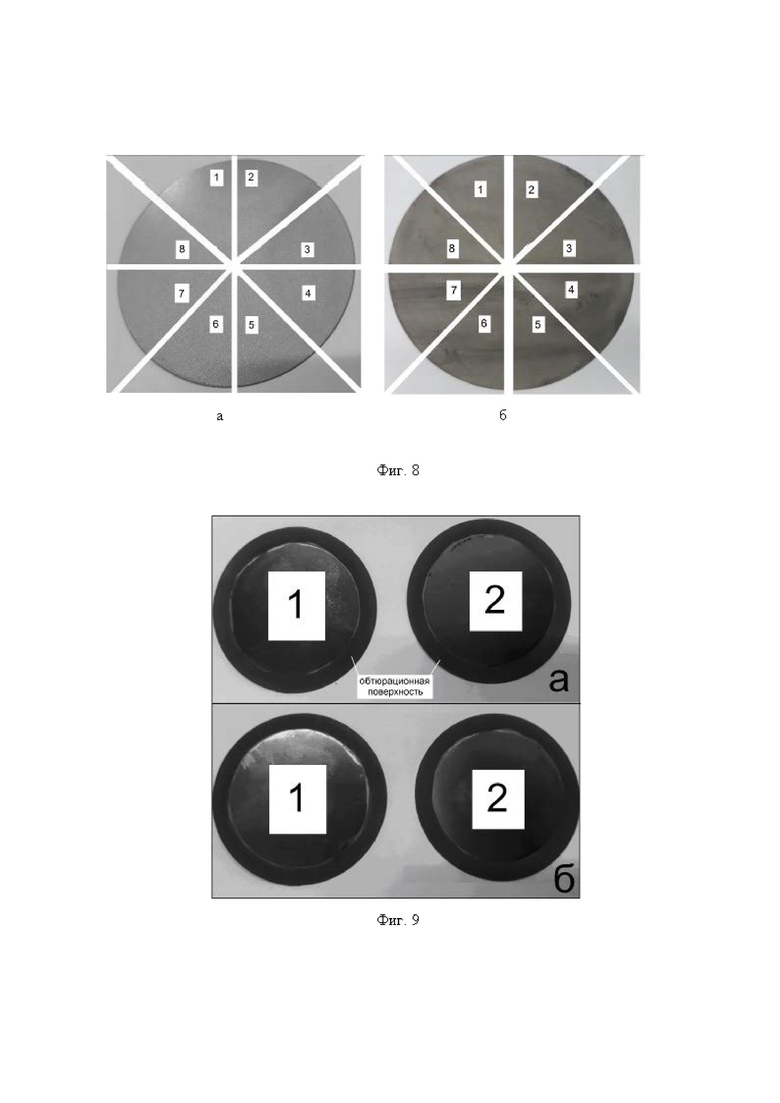
Фиг. 8 - поверхность после воздушно-абразивной очистки (а) и со сформированным подслоем аминосилана АГМ-9 после термической обработки (б), цифрами показаны части мембраны;
Фиг. 9 - цифрами указаны номера мембран, буквами (а - лицевая сторона, б - обратная сторона) обозначены стороны мембран, опоясывающая часть поверхности является обтюрационной зоной (поверхностью);
Фиг. 10 - поверхность с подслоем аминосилана после термической обработки по режиму 2 и поверхность после нанесения основного покрытия (б), цифрами показаны части мембраны;
Фиг. 11 - поверхность после царапания основного покрытия, цифрами показаны части мембраны согласно Фиг. 10;
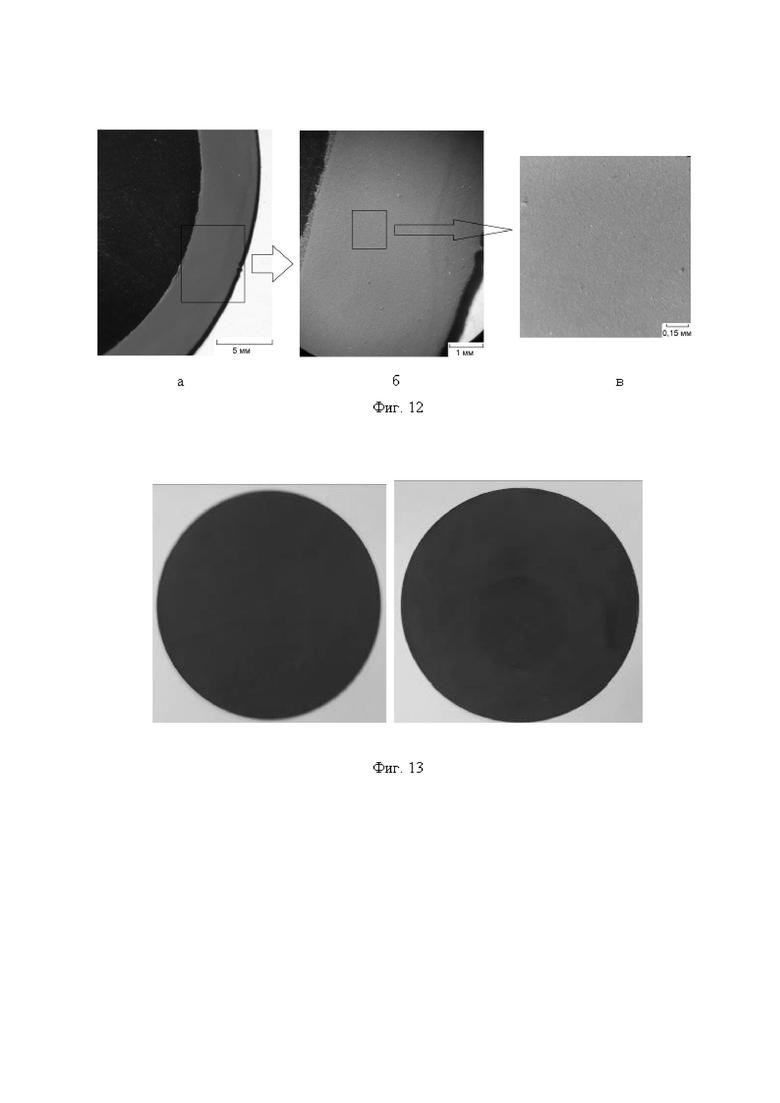
Фиг. 12 - макро- (а, б) и микроструктура (в) поверхности мембраны с покрытием;
Фиг. 13 - подготовленные образцы для измерения адгезионной прочности, где а - образец 1, б - образец 2;
Фиг. 14 - нанесенные решетчатые надрезы длиной 20 мм с интервалом надрезов 1 мм на образец для измерения адгезионной прочности, где а - образец 1, б - образец 2;
Фиг. 15 - поверхность образцов (а - образец 1, в - образец 2) после измерения адгезионной прочности покрытий, также приведен внешний вид липких лент (б - образец 1, г - образец 2) после испытания;
Фиг. 16 - классификация результатов испытания по ГОСТ 31149-2014.
Исходными данными для формирования уплотняющего износостойкого покрытия на обтюрационном участке мембраны являлись стальные образцы в виде диска (для мембран дозирующих насосов) с одинаковыми размерами и качеством поверхности (Фиг. 1). Характеристики образцов: материал мембраны сталь 08Х18Н10, диаметр 47 мм, толщина 0,25 мм.
На Фиг. 2,а приведена часть мембраны прототипа с уплотнительным, износостойким покрытием черного цвета. Покрытие состоит из фторсодержащего полимерного материала и используется на мембранах в дозирующих насосах. Приведенная на Фиг. 2 мембрана использовалась ранее в дозирующем насосе и отработала примерно один млн. циклов. По всей обтюрационной зоне мембраны имелись дефекты целостности покрытия, а именно: наблюдалось отслоение. На поверхности обтюрации металла в прототипе не наблюдалось следов абразивной подготовки.
Была исследована суспензия фторопластовая марки Ф-4Д (ТУ 6-05-1246-81) для возможности замены фторсодержащего обтюрационного слоя. Для этого на две заготовки мембран нанесли два типа покрытий. Первое покрытие было получено исключительно с использованием суспензии Ф4-Д, второе представляло суспензию Ф4-Д с добавкой порошка графита (ГОСТ 5279-74). Полученные покрытия (Фиг. 3) характеризовались неоднородностью и дефектностью. На первом образце (Фиг. 3а) видны трещины и неоднородные по толщине участки с покрытием, а именно вдоль края мембраны. Покрытие фторопласта с графитом (Фиг. 3б) имело участки с коагулированными частицами графита, которые сильно выделялись на поверхности в виде выступов, и как на первом образце, наибольшее количество суспензии, будучи, находясь в жидком состоянии, сместилось к внешнему краю мембраны.
Оценка качества полученных покрытий осуществлялась путем измерения адгезионной прочности сцепления покрытия с металлом методом решетчатого надреза по ГОСТ 31149-2014. На Фиг. 4 приведены фото решетчатых надрезов и липких лент после испытания.
Согласно ГОСТ 31149-2014, критерием оценки адгезии является процент отслоения покрытия. На образце с фторопластовым покрытием без графита (Фиг. 3а), наблюдался наибольший процент отслоения - свыше 65%, что соответствовало пятому баллу (Фиг. 4а, в) (очень плохая адгезия). Покрытие с графитом (Фиг. 3б) показало лучшие показатели адгезионной прочности, и соответствовало третьему баллу, где процент отслаивания составлял от 15 до 35% (Фиг. 4б, г).
Полученные покрытия на образцах мембран показали плохую (с покрытием Ф4-Д) и удовлетворительную (Ф4-Д с графитом) адгезионную прочность, что является недостаточным для эксплуатации в узлах дозирующих насосов. Поэтому было решено отойти от покрытия с фторсодержащими соединениями и предложить новое покрытие, которое по физико-механическим свойствам будет его превосходить.
Была разработана конструкция маски для защиты рабочей поверхности мембраны. Назначение маски - разграничение всей поверхности мембраны и выделение поверхности обтюрации (ПО) (участок шириной 5 мм, идущий вдоль края мембраны ее торцевых частей; по поверхности обтюрации происходит сопряжение мембраны с деталями дозирующего насоса), для нанесения функционального покрытия (Фиг. 5).
Для нанесения покрытия поверхность обтюрации проходила последовательную обработку различными способами, среди которых была воздушно-абразивная очистка. В процессе данной обработки с потоком воздуха движутся абразивные частицы с твердостью значительно выше твердости материала мембраны. Данной обработке подвергалась только поверхность обтюрации, следовательно, остальную часть необходимо было защитить от попадания абразивных частиц. Для этого была разработана маска, конструкция которой приведена на Фиг. 5. Также маска использовалась при нанесении адгезионного подслоя и основного покрытия.
Подлежащая очистке заготовка помещалась в разработанную маску (Фиг. 5а). Для этого во фторопластовый корпус 1 помещалась заготовка мембраны, с двух сторон которой прикладывались кольца 2, в кольца вкладывались силиконовые прокладки 5 и текстолитовые диски 4. К дискам 4 прикладывались неодимовые магниты 3 таким образом, чтобы возникало взаимное притяжение. За счет действия магнитов 3 осуществлялось плотное прилегание силиконовых прокладок 5 к металлу 6, это позволило изолировать обтюрационную зону от остальной части мембраны (Фиг. 5б). Далее элементы маски 3, 4, 5 вместе с мембраной 6 извлекались из корпуса 1, и осуществлялась воздушно-абразивная очистка кругового участка мембраны (Фиг. 5б, в).
Высокая адгезия полимерных покрытий с металлической основой достигалась в тех случаях, когда поверхность шероховатая. Подготовка поверхности образцов осуществлялась последовательной обработкой: механической, химической и термической. В качестве механической обработки была выбрана воздушно-абразивная очистка, а именно пескоструйная обработка. Данный метод позволяет эффективно очищать поверхность от таких загрязнений как ржавчина, окалина, а также осуществлять микроструктурирование поверхности. Отличительной особенностью рельефа после воздушно-абразивной очистки является наличие разнонаправленных углублений неправильной формы.
Воздушно-абразивная очистка должна проводиться с учетом таких параметров как давление воздуха на срезе сопла, угол атаки абразива, дистанция между соплом и поверхностью обрабатываемого материала, а также размер абразивных частиц. Обычно, абразивную обработку применяют при толщине металла не менее 3 мм. Однако допускается воздушно-абразивная очистка тонкостенных деталей, если при этом не нарушается их геометрическая форма. Так, для изделий более 3 мм применяют давление воздуха от 0,1 МПа и выше и зерна песка 2,5-3,5 мм, для средних - 0,1-0,15 МПа и 1-2 мм, для тонких и резьбовых - 0,03-0,05 МПа и 0,05-0,15 мм. В качестве абразива широко применяют корундовый песок, отличающийся высокой твердостью частиц и, как следствие, высокой эффективностью.
Зависимость массового съема металла от угла атаки (α) носит переменный характер (Фиг. 6). С увеличением α от 15 до 45º съем металла возрастает, достигая максимума при α=45°, затем наблюдается снижение съема, а в диапазоне 75-90° массовый съем изменяется не более чем на 5-7%. Такая зависимость сохраняется при работе с абразивными материалами разной зернистости. Увеличение давления, неизбежно ведет к интенсификации съема материала. Следовательно, уменьшение расстояния от сопла до обрабатываемой поверхности будет оказывать дополнительное влияние, за счет увеличения скорости и плотности частиц. В процессе обработки расстояние в 100-130 мм можно считать достаточным, т. к. данная дистанция применяется для обработки изделий при низком давлении воздуха.
На основании этого были выбраны следующие режимы воздушно-абразивной очистки поверхности контрольных заготовок мембран: оптимальный угол атаки равнялся 35-50°; расстояние от сопла о поверхности мембраны 100-130 мм; давление воздуха 0,03-0,05 МПа (Фиг. 7); в качестве абразива выбран электрокорунд марки 25А со средним размером частиц 0,25-0,31 мм.
Подготовка поверхности обтюрации проводилась с каждой стороны мембраны. Полученная поверхность после воздушно-абразивной очистки отличалась матовостью, шероховатостью и ровными зонами разграничения областей.
После пескоструйной очистки поверхность мембраны подвергалась чистке от пыли и обезжириванию. Мембраны, находящиеся в маске, продували потоком сжатого воздуха при давлении 0,2-0,4 МПа. Далее мембраны извлекались из маски и проходили очистку в ультразвуковой (УЗ) ванне в среде дистиллированной воды и этилового спирта в соотношении 4:1 при температуре 30-40°С в течение 12 мин. УЗ-ванна позволяет осуществлять очистку изделий, в частности удалить с поверхности частицы абразива, раздробленных частиц металла, и грязи. Оптимальная температура среды при этом составляла 50+/-5°С, влияние продолжительности на эффективность имело экспоненциальный вид и заметно увеличивалось с 6 мин.
После механической подготовки поверхности изделий следовали химические и электрохимические операции: обезжиривание, травление, декапирование и электрополировка. Образцы после промывки просушивались, и протирались фетровым диском, предварительно смоченным этиловым спиртом. Заключительным этапом подготовки являлось травление в растворе преобразователя ржавчины (ТУ 2149-011-57859000-15) в интересах устранения поверхностных оксидов железа.
После подготовительной операции мембраны поочередно помещалась между защитных элементов, согласно Фиг. 5б, в. На обтюрационную поверхность с одной стороны с помощью кисточки наносился подготовленный спиртовой раствор аминосилана, при высыхании которого формировался адгезионный подслой. Аналогичную операцию проводили со второй стороной спустя 4+/-1 мин. Мембрана с покрытием проходила термическую обработку. Сформированное покрытие было бесцветное.
Для узлов деталей механизмов в машиностроении и приборостроении применяют различного рода уплотнительные материалы. Для обеспечения герметичности фланцевых соединений на магистральных объектах нефти и газотрубопроводов, в химическом производстве, и т.д. применяют прокладки из упругодеформируемого материала (например, расширенного графита) с покрытием фторполимера, с пленкой из материала, содержащего 50% или более акрилонитрила; покрытия на основе каучука; безасбестового материала и т.д.
Получение приведенных материалов сопровождается определенными трудностями: дорогостоящие процессы синтеза и нанесения покрытия, работа осуществляется на дорогостоящем оборудовании. В качестве аналога приведенных покрытий была выбрана слоистая система из двух типов покрытий, соединения на основе аминосилановой группы и алкидной группы. Аминосилан является бифункциональным органическим соединением, позволяющим связать материал основы и наносимое алкидное покрытие.
Мембраны с нанесенными покрытиями помещались в лабораторную печь для термической обработки (ТО) в течение некоторого времени при температуре, не превышающей предельно допустимую для их полимеризации. Цель термический обработки: удалить растворитель с подслоя, а также осуществить полимеризацию силанового подслоя. Подбор режимов осуществлялся экспериментальным путем, для чего, две заготовки, имитирующие по массогабаритным характеристикам и химическому составу мембрану, разрезали на восемь частей. Они проходили обработку согласно описанию, на все образцы нанесли аминосилан. Полученные образцы после воздушно-абразивной очистки приведены на Фиг. 8а, поверхность с покрытием аминосилана - на Фиг. 8б.
Все образцы обработали при разных температурах (погрешность +/-5°С) и различном времени выдержки, достаточных для полимеризации. Верхний предел температуры не превышал 200°C. Это позволило определить режим с оптимальной температурой для полимеризации подслоя, где критерием оценки являлись внешний вид (слой равномерный, без дефектов: пузырей, складок, пережогов) и механические свойства (не истирается при царапании ногтем).
Оптимальный режим термической обработки получен на участке 2 (Фиг. 8б), он использовался как основной при нанесении подслоя на мембранах, а также для эксперимента по оценке адгезионной прочности.
На адгезионные подслои мембран наносили основное (функциональное) алкидное покрытие на лицевых и обратных сторонах мембран с помощью кисточки. Для этого мембраны, поочередно, помещались между защитными элементами согласно Фиг. 5б, в. Интервал между нанесением основного покрытия на каждую сторону составлял несколько минут (время необходимое для схватывания основного покрытия). Мембраны с функциональными покрытиями подвергались сушке в печи для полимеризации пленки и получения покрытий требуемой толщины. Полученные на мембранах функциональные уплотняющие и износостойкие покрытия приведены на Фиг. 9.
Подбор режимов термической обработки осуществлялся экспериментальным путем, для чего два образца, имитирующие по массогабаритным характеристикам и химическому составу мембрану с подслоями, полученные согласно изобретению, разрезали на восемь мерных частей (Фиг. 10а, б). Образцы обрабатывали при заданном температурном диапазоне (погрешность +/-5°С) и времени выдержки достаточной для полимеризации. Верхний предел температуры не превышал 200°С. Оптимальный режим термической обработки был получен на образце 6 (Фиг. 10б). Выбранные режимы формирования основного покрытия, в сочетании с формируемым подслоем, применялись к мембранам, подлежащих для оценки адгезионной прочности.
Количественный анализ толщины покрытий, полученных по разработанной технологии, осуществлялся с помощью микрометра «МК 0-25» с ценой деления 0,01 мм. Измерение толщины обтюрационного участка мембран с покрытием проводилось в пяти выбранных точках. Разность толщин мембраны с покрытием и без покрытия характеризовала общую толщину покрытия с двух сторон. Определение толщины покрытия с одной стороны поверхности обтюрации осуществлялось путем деления пополам полученного значения разности толщин. Формируемые покрытия характеризовались равномерной толщиной, а именно 20+\-2 мкм, с единичными микровыступами шириной до 20 мкм (Фиг. 11).
Исследование адгезионной прочности сцепления покрытия с металлической основой мембраны определяли согласно ГОСТ 31149-2014 «Материалы лакокрасочные. Определение адгезии методом решетчатого надреза». Для этого подготавливались образцы согласно разработанной технологии, при этом покрытие покрывало всю поверхность диска (Фиг. 12).
Для измерения адгезионной прочности покрытия на поверхность наносили решетчатый надрез, расстояние между надрезами составляло 1 мм, длина надрезов не менее 20 мм (Фиг. 13). На решетчатый надрез затем ручным усилием в 1Н приклеивалась липкая лента с адгезионной прочностью 3,5 Н/см. После 5 минут выдержки лента отклеивалась под углом 180° в направлении приклеенной части ленты.
Оценка адгезии осуществлялась путем сопоставления полученных картин отслоений в участках с надрезами согласно схемам, приведенным в ГОСТ 31149-2014 (Фиг. 16).
На Фиг. 14 приведены поверхности мембран (а, в) и внешний вид липких лент (б, г), использовавшихся для определения адгезионной прочности покрытий. На отдельных участках мембраны видны остатки клеящего состава от липкой ленты.
Анализ обоих образцов мембран показал, что края надрезов полностью гладкие; ни один из квадратов в решетке не отслоился. Таким образом, согласно требованиям ГОСТ 31149-2014 (Фиг. 16), адгезионная прочность полученных покрытий оценивалась в 0 баллов (высокая адгезия покрытия к основе).
Таким образом, упрощена технология изготовления уплотнительной прокладки и, соответственно, облегчены ремонтные работы, связанные с заменой уплотнительной прокладки.
Один из экспериментальных образцов мембраны с разработанным покрытием отработал более 2 млн. циклов в дозирующем насосе на спиртовом (метанол) растворе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ | 1999 |
|
RU2168085C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2023 |
|
RU2802565C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2007 |
|
RU2344323C2 |
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ФЛАНЦЕВОГО РАЗЪЕМА ПОДОГРЕВАТЕЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2119110C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2004 |
|
RU2272203C1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 2008 |
|
RU2357146C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2021 |
|
RU2766627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТРАВИЛЬНЫХ ВАНН НЕПРЕРЫВНЫХ ТРАВИЛЬНЫХ АГРЕГАТОВ | 2009 |
|
RU2409459C1 |





Изобретение относится к области уплотнительной техники и может быть использовано для уплотнения фланцевых соединений промышленных трубопроводов, в частности в химической и нефтегазовой промышленности и в тепловой энергетике. В уплотнительной прокладке для фланцевого соединения с крепежными элементами, содержащей уплотнительный элемент со средством ее центрирования относительно фланцев соединения, уплотнительный элемент выполнен в виде отпескоструенного обтюрационного кольца с использованием порошка электрокорунда дисперсностью 150-350 мкм при давлении 0,2-0,5 МПа в течение 5-6 мин; последовательно обработанного для ультразвуковой обработки раствором дистиллированной воды и этилового спирта в соотношении 4:1 при температуре 30-40°С при длительности обработки 10-12 мин; затем для химического травления преобразователем ржавчины, далее 3-4% спиртовым раствором 3-аминопропилтриэтоксисилана (АГМ-9, аминосилан), при высыхании которого формировался адгезионный подслой и далее основное (функциональное) алкидное покрытие (продукт взаимодействия растительных масел и многоатомных спиртов) на лицевых и обратных сторонах мембран с помощью кисточки. Полученное покрытие характеризовалось равномерностью толщины, а именно 20 плюс минус 2 мкм, с единичными микровыступами шириной до 20 мкм. Технический результат заключается в упрощении изготовления уплотнительной прокладки и в упрощении ремонтных работ, связанных с заменой уплотнительной прокладки. 1 з.п. ф-лы, 30 ил.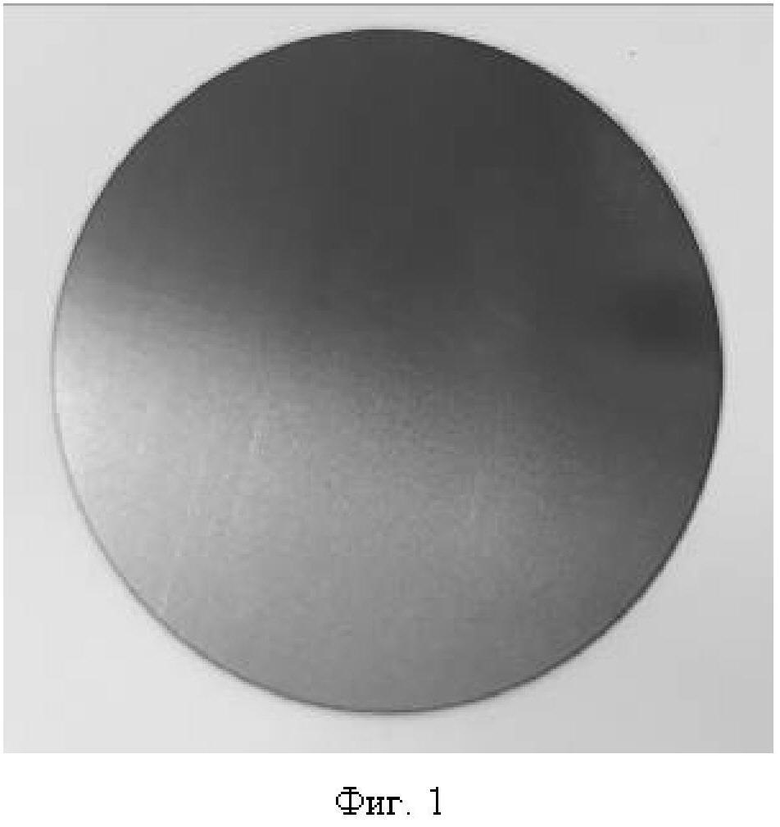
1. Способ изготовления уплотнительной прокладки для фланцевого соединения с крепежными элементами, содержащей уплотнительный элемент со средством для ее центрирования относительно фланцев соединения, отличающийся тем, что уплотнительный элемент выполняют в виде отпескоструенного обтюрационного кольца с использованием порошка электрокорунда дисперсностью 150-350 мкм при давлении 0,2-0,5 МПа в течение 5-6 мин, последовательно обработанного в ультразвуковой ванне раствором дистиллированной воды и этилового спирта в соотношении 4:1 при температуре 30-40°С при длительности обработки 10-12 мин, затем для химического травления преобразователем ржавчины, далее 3-4% спиртовым раствором 3-аминопропилтриэтоксисилана, при высыхании которого формируется адгезионный подслой, и далее основное алкидное антикоррозионное покрытие на лицевых и обратных сторонах мембран выполняют с помощью кисточки.
2. Способ по п.1, отличающийся тем, что формируемое покрытие характеризуется равномерностью толщины 20±2 мкм с единичными микровыступами шириной менее 20 мкм.
| Приспособление к основовязальной машине для ее выключения при обрыве нити | 1958 |
|
SU117550A1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2007 |
|
RU2344323C2 |
| US 6367802 B1, 09.04.2002 | |||
| ТЕПЛОГЕНЕРАТОР ДЛЯ МОНГОЛЬФЬЕРА | 1996 |
|
RU2093415C1 |
| ПРОКЛАДКА ДЛЯ УПЛОТНЕНИЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2004 |
|
RU2282083C2 |

