ЦяА
швА
«
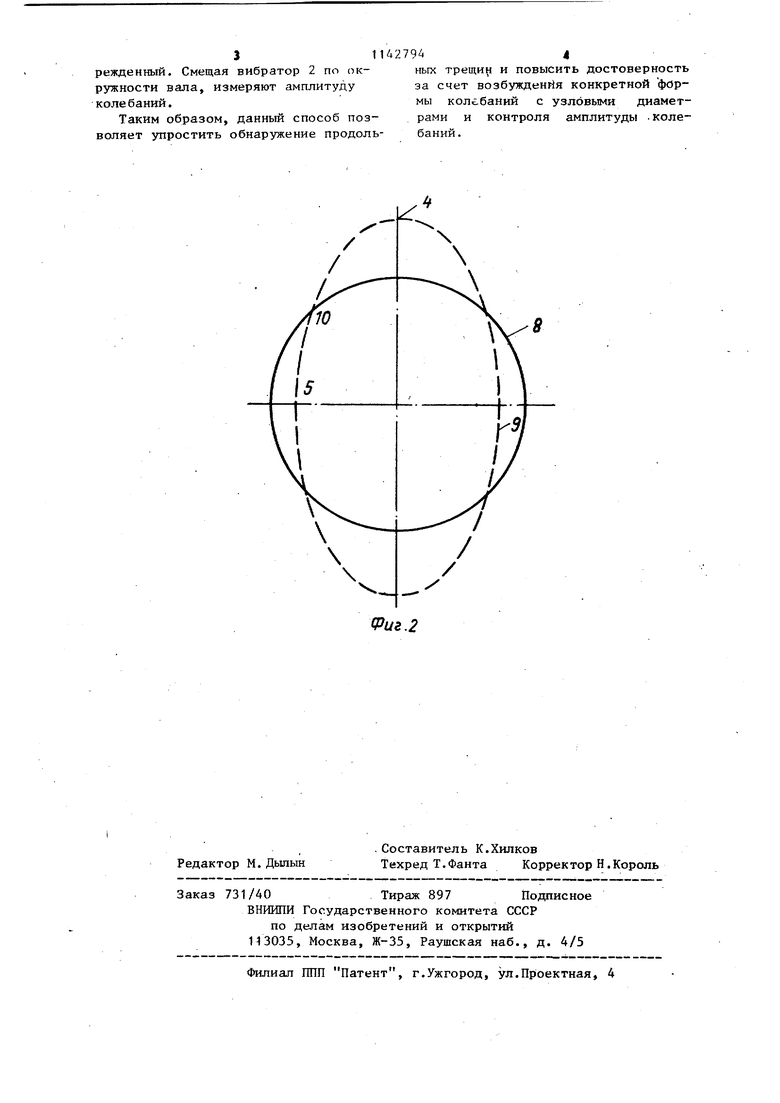
ю q изобретение относится к вибрацион ным методам неразрушающего контроля и может быть использовано для обнару жения трещин в полых валах и оболочках вращения. Известен ультразвуковой способ контроля, заключающийся в том, что деталь зондируют ультразвуковым сигналом и по ослаблению отраженного си нала или по изменению времени его пр хода обнаруживают трещину l1 . Недостатком данного способа является ограниченная область применения для контроля труднодоступных деталей в агрегате, обусловленная отсутствием возможности сканирования датчиком всей поверхности детали. Наиболее близким по технической сущности к изобретению является способ вибрационного контроля полых цилиндрических изделий, заключакяцийся в том, что прикладывают к поверхност изделия точечную возбуждающую силу, перемещают точку приложения силы по поверхности издел- я, возбз ждают резо нансные колебания изделия, измеряют характеристики колебаний поверхности изделия, по которым определяют его дефектность |2j . Недостатками известного способа являются сложность контроля продольных трещин и низкая достоверность контроля, обусловленные отсутствием выбора оптимальной для контроля продольных трещин формы резонансных колебаний и использованием низкоинфррмативной характеристики колебаний. Цель изобретения - упрощение обнаружения продольных трещин и повьппе ние достоверности. Указанная цель достигается тем, что согласно способу вибрационного контроля полых цилиндрических издели заключающемуся в том, что прикладывают к поверхности изделия точечную возбуждающую силу, перемещают точку приложения силы по поверхности изделия, возбуждают резонансные колебания изделия, измеряют характеристики колебаний поверхности изделия, возбуждают изгибные резонансные колебания по форме с двумя или более узловыми диаметрами, точку приложения во буждающей силы перемещают по окружности изделия между двумя первоначал ными положениями пучностей колебаний при перемещении поддерживают амплиту ду возбуждающей силы постоянной, измеряют амплитуду колебаний поверх19Д2 ыости изделия в непосредственной близости от точки приложения возбуждающей силы и по изменению амплитуды колебаний определяют наличие трещин. На фиг. 1 представлена схема реализации способа вибрационного контроля полых цилиндрических изделий; на фиг. 2 - сечение изделия (вала) в исходном, и деформированном состояниях. Способ вибрационного контроля полых цилиндрических изделий осуществляется следующим образом. Прикладывают к поверхности изделия 1 точечную возбуждающую силу, создаваемую вибратором 2, подключенным к звуковому генератору 3. Возбуждают изгибные резонансные колебания изделия 1 по форме с двумя или более узловыми диаметрами, для этого генератор 3 настраивают на частоту, соответствующую данной форме колебаний. Первоначальное положение пучности колебаний фиксируется положением вибратора 2, так как пучность всегда располагается в месте приложения возбуждающей силы. Затем, сохраняя возбужденную форму колебаний и поддерживая постоянный уровень возбуждения, Ьеремещают точку приложения возбуждающей силы по окружности изделия между двумя первоначальными положениями пучностей 4 и 5 колебаний путем перемещения вибратора 2, при перемещении поддерживают амплитуду возбуждающей силы постоянной. Измеряют амплитуду колебаний поверхности изделия 1 с помощью вибропреобразователя 6 и, осциллографа 7 в непосредственной близости от точки приложения возбуждающей сипы, для чего вибропреобразователь 6 перемещают одновременно с вибратором 2. Уменьшение амплитуды колебаний на несколько процентов. фиксируемое осциллографом 7, свидетельствует о наличии в изделии 1 трещины. При колебаниях изделий по форме с узловыми диаметрами поперечное сечение изделия 1, имеющего форму вала, деформируется по всей длине (8 исходное состояние вала, 9 - деформированное состояние вала). Если трещина расположена вдоль пучностей 4 и 5 колебаний, вследствие трений берегов трещины увеличивается демпфирование колебаний, что снижает амплитуду колебаний, если уровень возбуждения остается постоянным. Если же трещина проходит вдоль узловой линии 10, вал колеблется как неповрежденный. Смещая вибратор 2 по окружности вала, измеряют амплитуду колебаний.
Таким образом, данный способ позволяет упростить обнаружение продольных тpeщи и повысить достоверность за счет возбуждения конкретной формы колебаний с узловыми диаметрами и контроля амплитуды .колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля дефектности цилиндрического изделия | 1990 |
|
SU1772730A1 |
| Способ виброакустического контроля изделий | 1984 |
|
SU1250938A1 |
| Способ акустического контроля полых цилиндрических изделий | 1981 |
|
SU979988A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| Способ усталостных испытаний лопастей воздушного винта и установка для его осуществления | 2021 |
|
RU2767594C1 |
| Устройство для резонансных испыта-Ний ОбРАзцОВ МАТЕРиАлОВ и издЕлий | 1974 |
|
SU807131A1 |
| Способ экспериментального определения динамических характеристик гибких протяженных конструкций | 2021 |
|
RU2775360C1 |
| Способ исследования потерь энергии при колебаниях образцов листов материалов | 1989 |
|
SU1746249A1 |
| Способ виброакустического контроля изделий | 1988 |
|
SU1569698A1 |
| Способ виброакустического контроля изделий | 1989 |
|
SU1619164A1 |
СПОСОБ ВИБРАЦИОННОГО КОНТРОЛЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, заключающийся в том, что прикладывают к поверхности изделия точечную возбуждающую силу, перемещают точку приложения силы по поверхности изделия. возбуждают резонансные колебания изделия, измеряют характеристики колебаний поверхности изделия, отличающийся тем, что, с целью упрощения обнаружения продольных трещин и повышения достоверности, возбуждают изгибные резонансные колебания по форме с двумя или более узловыми диаметрами, точку приложения во буждающей силы перемещают по окружности изделия между двумя первоначальными положениями пучностей колебаний, при перемещении поддерживают амплитуду возбуждающей силы постоялной, измеряют амплитуду колебаний поверхности изделия в непосредственной близости от точки приложения возбуждающей силы и по изменению амплитуды колебаний определяют наличие трещин.
;
/
/
X
(Риг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клюев В.В | |||
| Приборы для неразрушакщего контроля материалов и изделий, кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ акустического контроля полых цилиндрических изделий | 1981 |
|
SU979988A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
