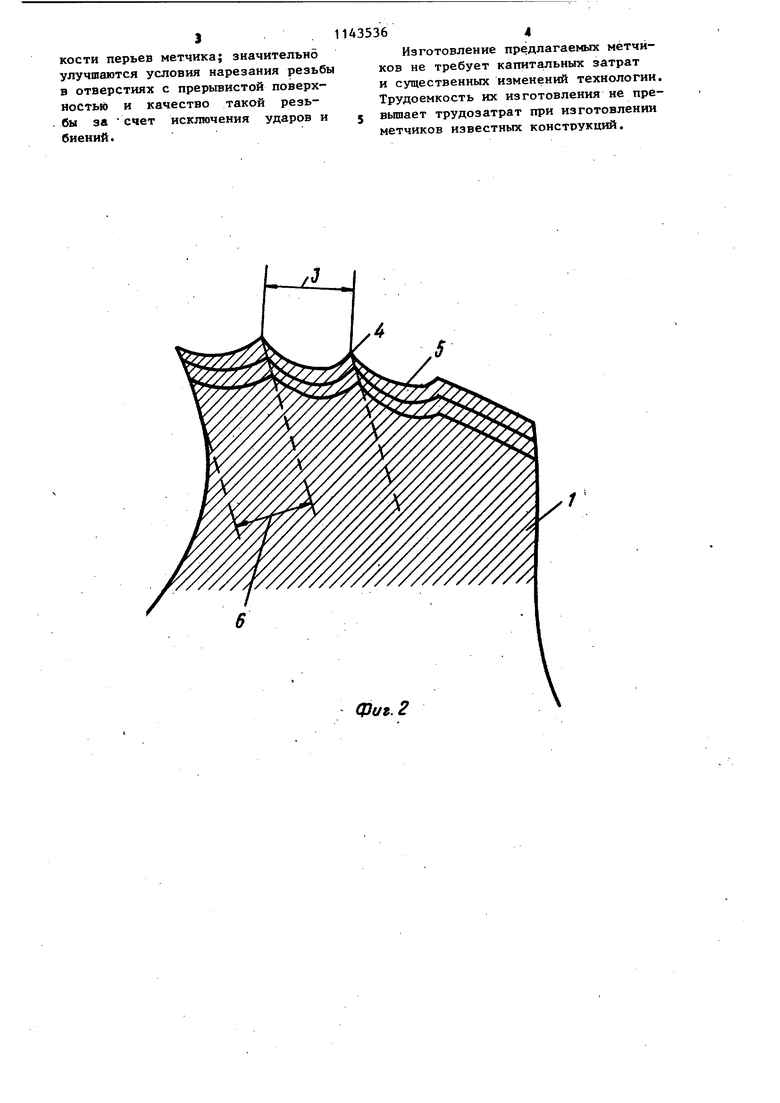
Изобретение относится к металле, обработке, в частности к инструмента для нарезания резьбы. Известны метчики, перья которых затылованы по задней поверхности (1J . Наиболее близким к изобретению техническим решением является нетчик в котором заданный угол при нарезании резьбы в сквозных отверстиях выполнен в пределах 18-20 2 . Недостатком такого метчика явл;яется низкое качество резьбы, так как вследствие увеличения задних углов затьшования увеличивается тенденция к подрезанию резьбы. Кроме того, недостатком такого метчика, как и других известных метчиков, запллованных по задней поверхности, является также снижение качества резьбы вследствие неизбеяосой разноперости., Возник шие при, этом радиальные биения вызывают разбивание резьбы по среднему диаметру. Особенно сильно проявляетс указанный недостаток при нарезании резьбы в отверстиях с прерывистой поверхностью, например в круглых пла ках, в которых биение возникает не только вследствие снятия перьями мет чика стружки разной толщины, но и в результате одностороннего отжатия метчика впазы прерывистого отверстия Цель изобретения - улучшение качества изготовления резьбы и повышение cfoйкocти метчика. Поставленная цель достигается тем что в метчике, содержащем резьбовые перья, затьтованные по задней поверх ности, на всей ширине последней выпо 1ены впадины и выступы. На фиг. 1 изображен предлагаемьй метчик, поперечное сечение; на фиг.2 перо метчика; на фиг. 3 - поперечное сечение метчика для обработки отверстия с преревистой поверхностью. Метчик содержит перья 1, разделенные канавками 2. Заточка пера 1 по передней поверхности формирует передний угол . Перо 1 затыловано по задней пове1)хности, что формирует задний угоЛ(. При этом шаг 3 затылования пера по задней поверхности меньше ширины , вследствие чего задняя поверхность пера метчика выполнена в виде чередующихся выступоя 4 и впадин 5. Каждый из выступов 4 образует задний угол, например, в сквозных отверстиях с толщинами среза 6,1-0,15 мм, задний угол равен 1 362 18-20°. Шаг 3 затьшования по задней поверхности выполнен равным или в целое число раз меньшим припуска 6 на переточку передней поверхности. Шаг 3 затылования пера по задней поверхности выполнен также меньшим, чем ширина 7 .просвета между смежными выступами обрабатьгааемого прерывистого отве рс тия. Процесс нарезания резьбы предлагаемым метчиком не отличается от резьбонарезания метчиками известных констрзпкций. При этом конструкция предлагаемого метчика исключает подрезание нарезаемой резьбы и позволяет увеличить стойкость метчика за счет уменьшения величины затылка и повышения жесткости перьев. При переточках предлагаемый метчик восстанавливает первоначальный размер так как шаг затылования метчика равен или в целое число раз меньше припуска на переточку и после переточки передняя грань пера всегда будет проходить по выступу затьщовки задней поверхности. При нарезании резьбы предлагаемым метчиком уменьшается разбивание резьбы, так как за счет увеличения числа точек контакта метчика с обрабатыва- емьай отверстием улучшается центровка метчика и его сопротивление одностороннему отжатию. Условия нарезания таким метчиком резьбы в отверстиях с прерывистой поверхности приближаются К: условиям нарезания резьбы в гладких отверстиях. Особенности.конструкции метчика исключают возникновение биений и ударных нагрузок в прерывистом отверстии как вследствие увеличения числа точек контакта, так и в результате выполнения шага затьшовки меньшим, чем ширина просвета между выступами прерывистого отверстия, так как это при условии, что ширина пера больше ширины просвета, исключает возможность отжатия пера метчика в просвет. Применение предлагаемого метчика обеспечивает получение значительных технико-экономических преимуществ: повышается качество изготовляемой резьбы за счет исключения подрезания и разбивки резьбы, а также за счет сохранения точности диаметра метчика при его переточках; повышается стойкость метчика за счет повышения жест3 11435364
кости перьев метчика; значительноИзготовление предлагаемых метчйулучшаются условия нарезания резьбыков не требует капитгшьных затрат
в отверстиях с прерьтистой поверх-и существенных изменений технологии,
ностыо и качество такой резь-Трудоемкость их изготовления не пре6ы за счет исключения ударов и5 вьппает трудозатрат при изготовлении
биений.метчиков известных конструкций.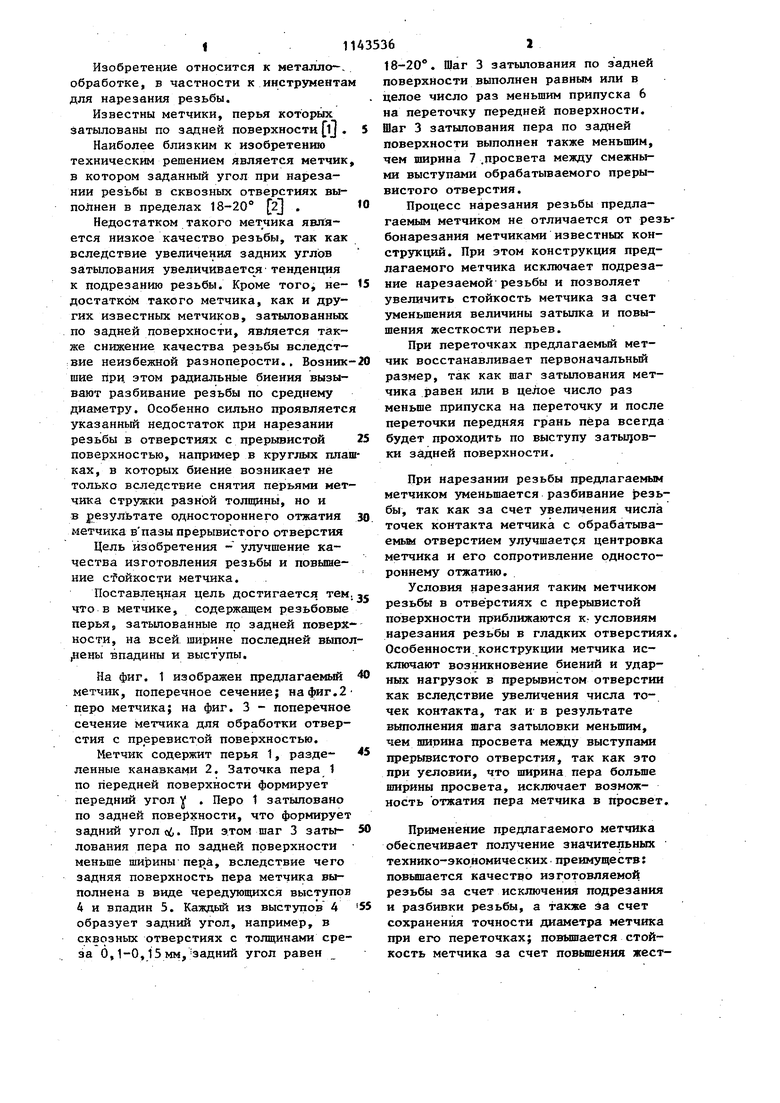
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| Метчик для нарезания глухих резьб | 1989 |
|
SU1815035A1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик | 1987 |
|
SU1516207A1 |
| Метчик для нарезания конической резьбы | 1980 |
|
SU891283A2 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Метчик | 1986 |
|
SU1324785A2 |
МЕТЧИК, содержащий резьбовые перья, затылованные по задней поверхности, отличающийся тем, что, с целью повышения стойкости метчика и. улучшения качества нарезаемой резьбы, на всей ширине пера по задней поверхности выполнены впадины и выступы.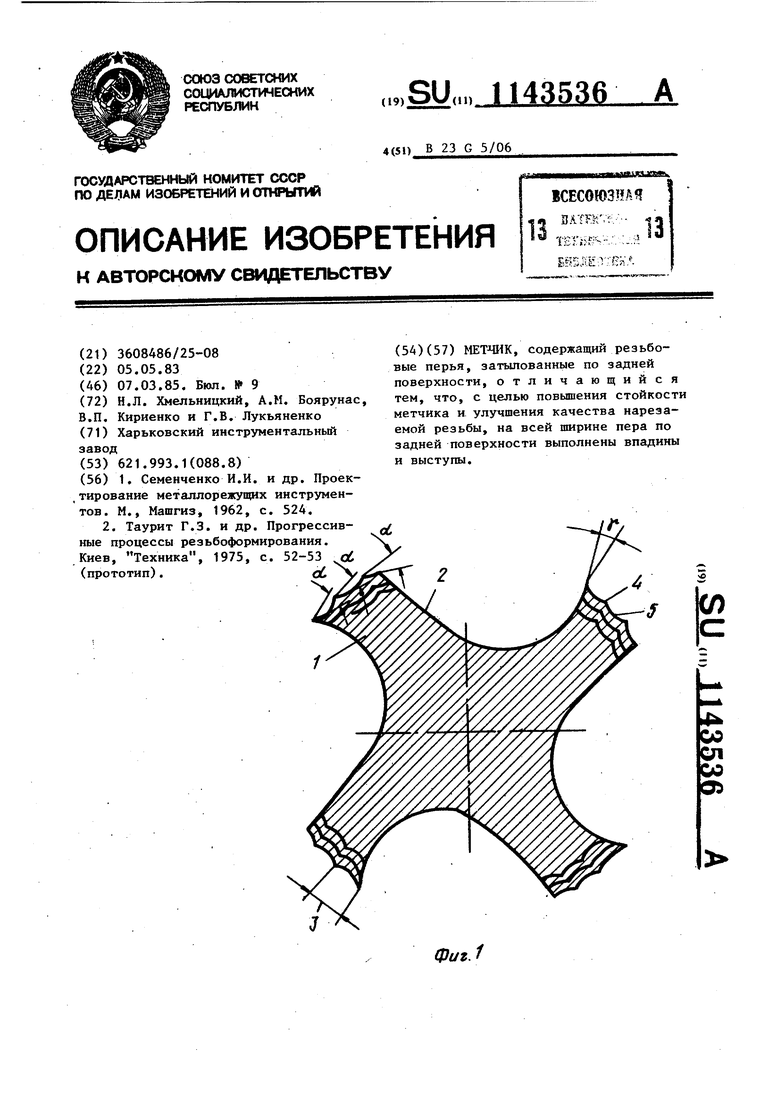
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И | |||
| и др | |||
| Проек ,тирование металлорежущих инструментов | |||
| М., Машгиз 1962, с | |||
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОДЗЕМНЫХ РАБОТ | 1919 |
|
SU524A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Таурит Г.З | |||
| и др | |||
| Прогрессивные процессы реэьбоформирования | |||
| Киев, Техника, 1975, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
