1
Изобретение относится к обработке металпов резанием.
Известей способ изготовления метчиков для нарезания точных резьб, боковые стороны зубьев заборного конуса которых снабжены ведущими поверхностями, расположенными ниже режущих кромок на расстоянии, несколько превышающем толщину срезаемого слоя металла. Этим способом с боковых кромок зубьев метчика с помощью тонкого отрезного малого диаметра круга, толщина которого меньше шага резьбы на величину, превый1ающую толщину срезаемого слоя О., Вручную снимгиот фаски или делают притупления. На заборном конусе фаску вьшолняют, отступив от главной режущей кромки зубьев на величину, несколько большую толщины среза ctj , начиная со второго -четвертого зубьев. Почти для каждой впадины между зубьями необходимо брать новый круг определенной толщины, т.к. ширина впадин на заборном конусе различна.
Этот способ наиболее близок к изобретению по технической сущности и достигаемому результату, однако он малопроизводителен,
Не позволяет получить нужное качество метчиков и, кроме того, при переточках метчика по передней грани, фаски или притуппения срезаются и их необходимо наносить снова.
Цель изобретения - автоматизация процесса образования ведущих поверхностей.
Согласно предлагаемому способу ведущие поверхности образуют однониточным иди многониточным. :шлифовальным кругом с углом профиля резьбы, меньшим угла прюфиля обрабатываемой резьбы.®
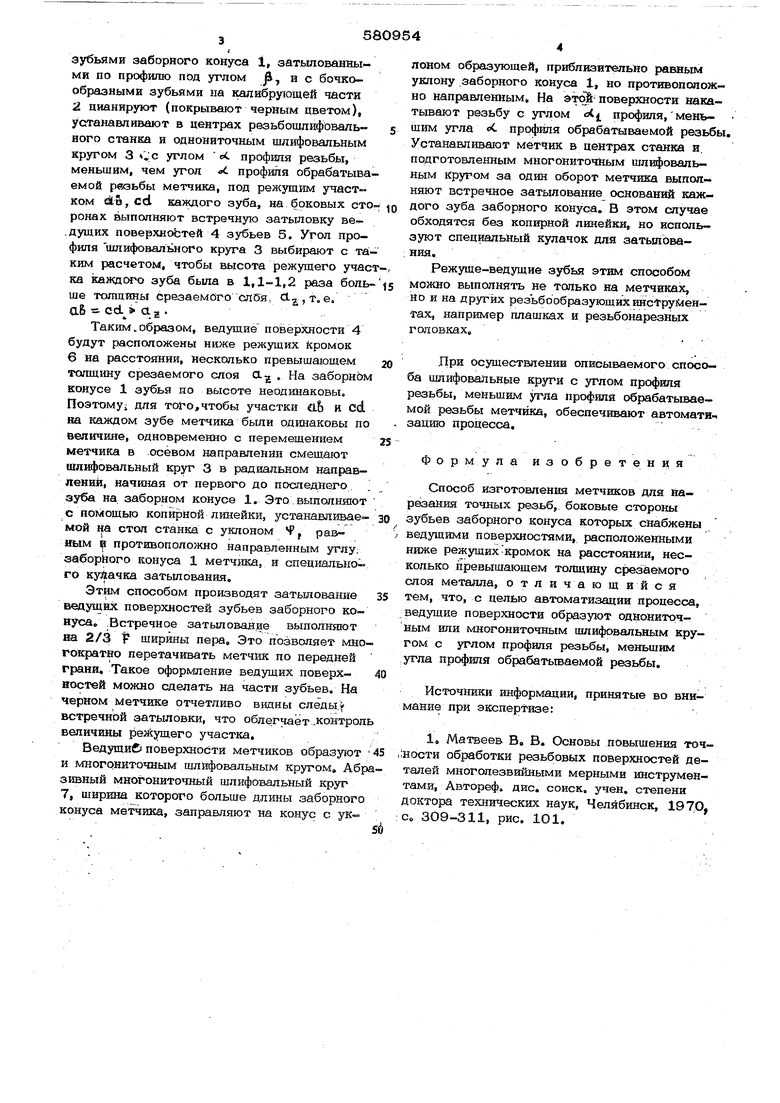
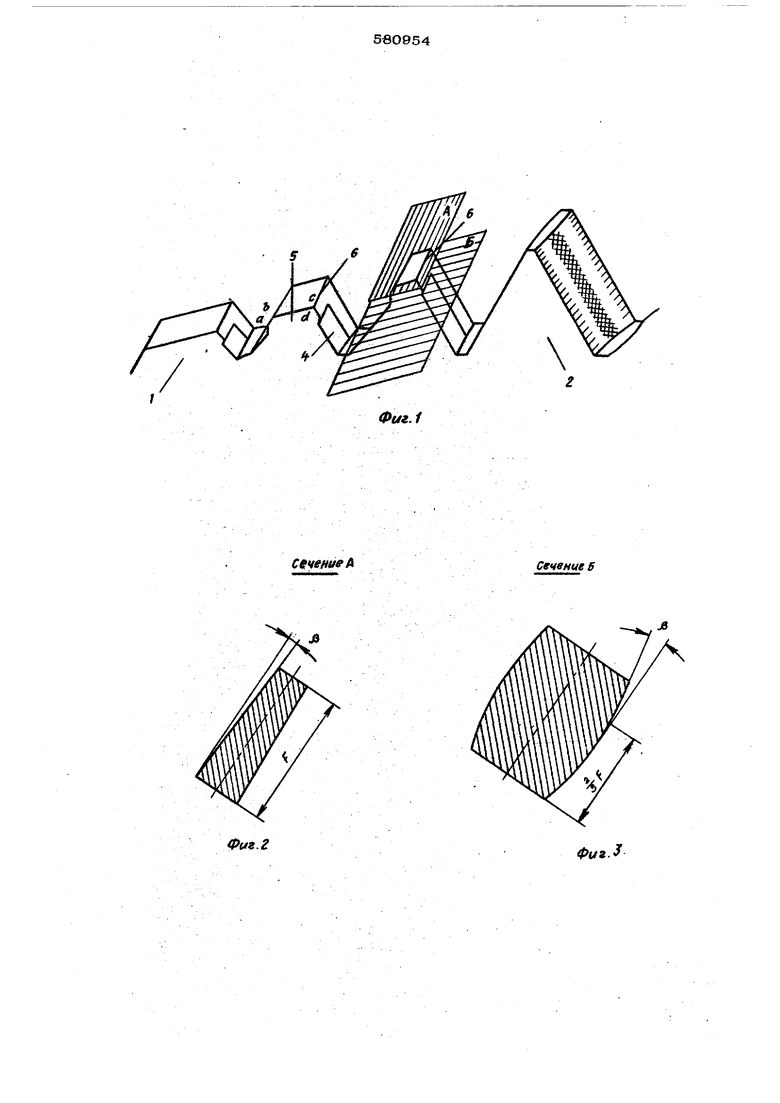
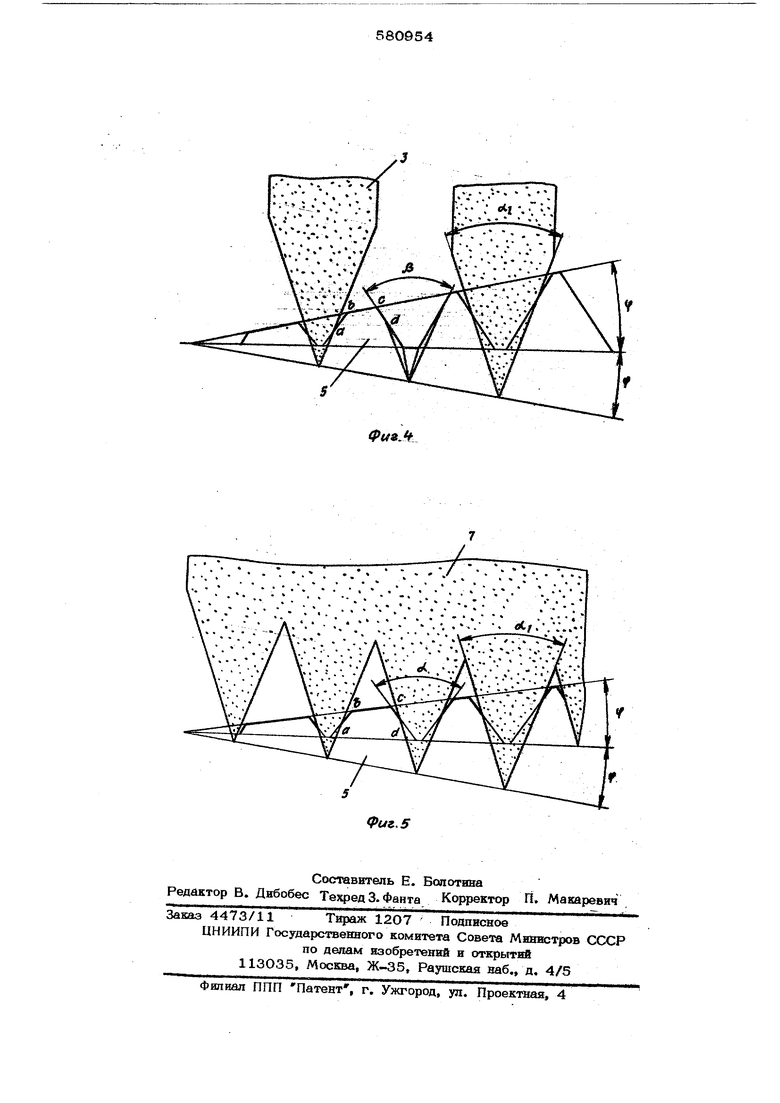
На фиг. 1 изображен заборный конус пера метчика и один зуб калибрующей части бочкообразной формы; на фиг. 2 - сечение режущего участка зуба плоскостью А на фиг. 1; на фиг. 3 - сечение ведущей поверхности того же зуба плоскостью Б; на фиг.4схема образования ведущих .поверхностей однониточным шлифовальным кругом; на фиг. 5 - схема образования ведущих поверхностей многониточным шлифовальным кругом.
При осуществлении описываемого способа окончательно прошлифованный метчик с зубьями заборного конуса 1, затылованными по профилю под углом , и с бочкообразными зубьями на калибрующей части 2 цианируют (покрывают черным цветом), устанавливают в центрах резьбошлифовального станка и однониточным шлифовальным кругом 3 4 с углом Л профиля резьбы, меньшим, чем утоп «t профшя обрабатыва емой рввьбы метчика, под режушим участком d&, cd каждого зуба, на боковых сто ронах выполняют встречную затыловку .дувдшс поверхностей 4 зубьев 5. Угол профиля шлифовального круга 3 выбирают с та КИМ расчетом, чтобы высота режущего учас ка каждого зуба была в 1,1-1,2 раза боль ше толщины срезаемого слбя, CL, т.е. аБ - cdL О-г Таким. образом, ведущие поверхности 4 будут расположены ниже режущих кромок 6 на расстоянии, несколько превышающем TOfimiffly срезаемого слоя CL заборном конусе 1 зубья по высоте неодинаковы. riosTOMyi для того,чтобы участки йЬ и cd на каждом зубе метчика были од1щаковы по величине, одновременно с перемещением метчика в .осевом направлении смещают шлифовальный круг 3 в радиальном направлений, начиная от первого до последнего зуба на, заборном конусе 1, Это выполняют с помощью копрфной линейки, устанавливаемой на стол станка с уклоном Ч , - , , равным противоположно направленным углу; заборйого конуса 1 метчига, и специального куйачка затылования. Этим способом производят затылование ведущих поверхностей зубьев заборного коиуса. .Встречное затылование выполняют на 2/3 F ширины пера. Это позволяет мно гократно перетачивать метчик по передней грани. Такое оформление ведущих поверх)аостей можно сделать на части зубьев. На черном метчике отчетливо видны следы.у встречной затыловки, что облегчает .контрол величины режущего участка, Ведущие поверхности метчиков образуют и лшогониточным шлифовальным кругом. Аб зивный многониточный шлифовальный круг 7, ширина которого больше длины заборного конуса метчика, заправляют на конус с уклоном образующей, приблизительно равным уклону заборного конуса 1, но противоположно направленным. На этой- поверхности накатывают резьбу с углом ot профиля, меньшим угла « профютя обрабатываемой резьбы. Устанавливают метчик в центрах станка и, подготовленным многониточйым шлифовальным кругом за один оборот метчика выпол няют встречное затылование оснований каждого зуба заборного конуса. В этом случае обходятся без копирной линейки, но используют специальный кулачок для затылования. Режуще-ведущие зубья этим способом можно выполнять не только на метчика но и на других резьбообразующиХ1ШсТру иен- тах, например плашках и резьбонарезных головках. При осуществлении описываемого способа шлифовальные круги с углом профиля резьбы, меньшим угла профиля обрабатываемой резьбы метчика, обеспечивают автомати-. зацию процесса. Формула изобретения Способ изготовления метчиков для нарезания точных резьб, боковые стороны зубьев заборного конуса которых снабжены ведущими поверхностями, расположенными ниже режущихкромок на расстоянии, несколько превышающем толщину срезаемого слоя металла, отличающийся тем, что, с целью автоматизации процесса, ведущие поверхности образуют однониточным или многониточным шлифовальным кругом с углом профщня резьбы, меньшим угла профиля обрабатьгеаемой резьбы. Источники информации, принятые во внимание при экспертизе: 1 Матвеев В В, Основы повышения точНости обработки резьбовых поверхностей деталей многолезвийными мерными инструментами, АвТореф. дис, соиск. учен, степени доктора технических наук, Челябинск, 1970, с, 309-311, рис. 101.
Фиг.1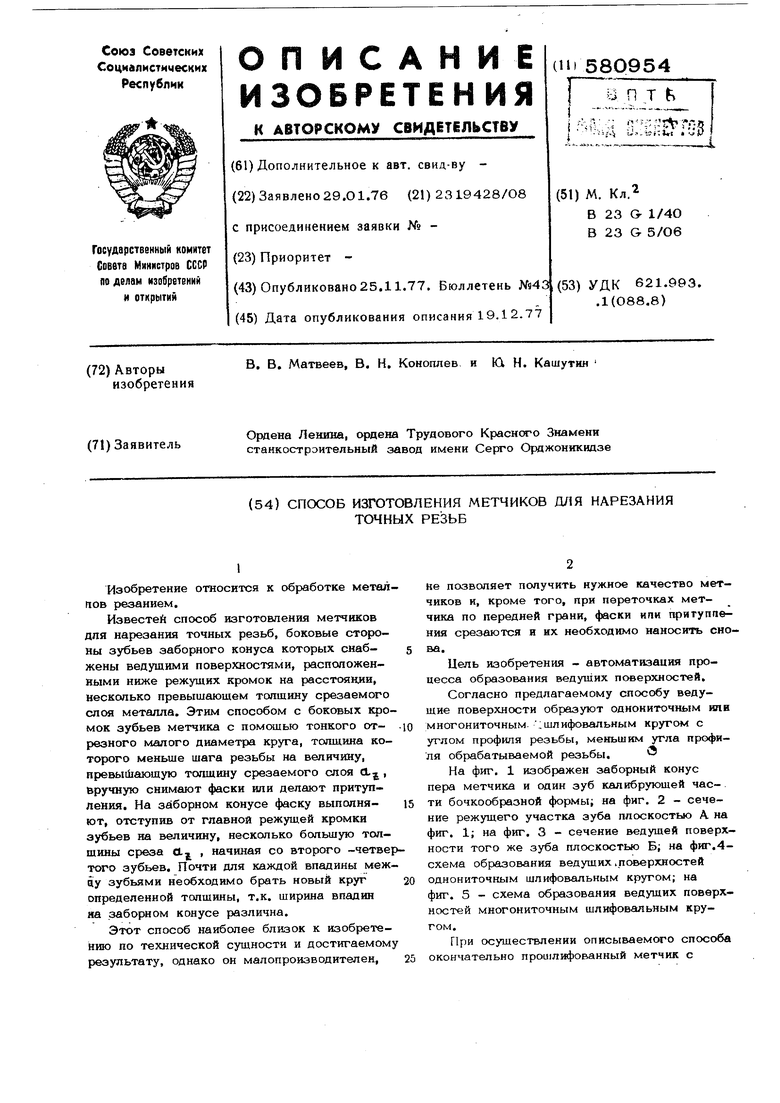
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Способ изготовления метчиков для нарезания точных резьб | 1979 |
|
SU872081A2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Метчик | 1987 |
|
SU1468696A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Способ изготовления метчика | 1986 |
|
SU1373510A1 |
| Метчик для нарезания точных резьб | 1975 |
|
SU522009A2 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
CdfefitteA
Сечение б
Л
Фиг. г
фиг.
