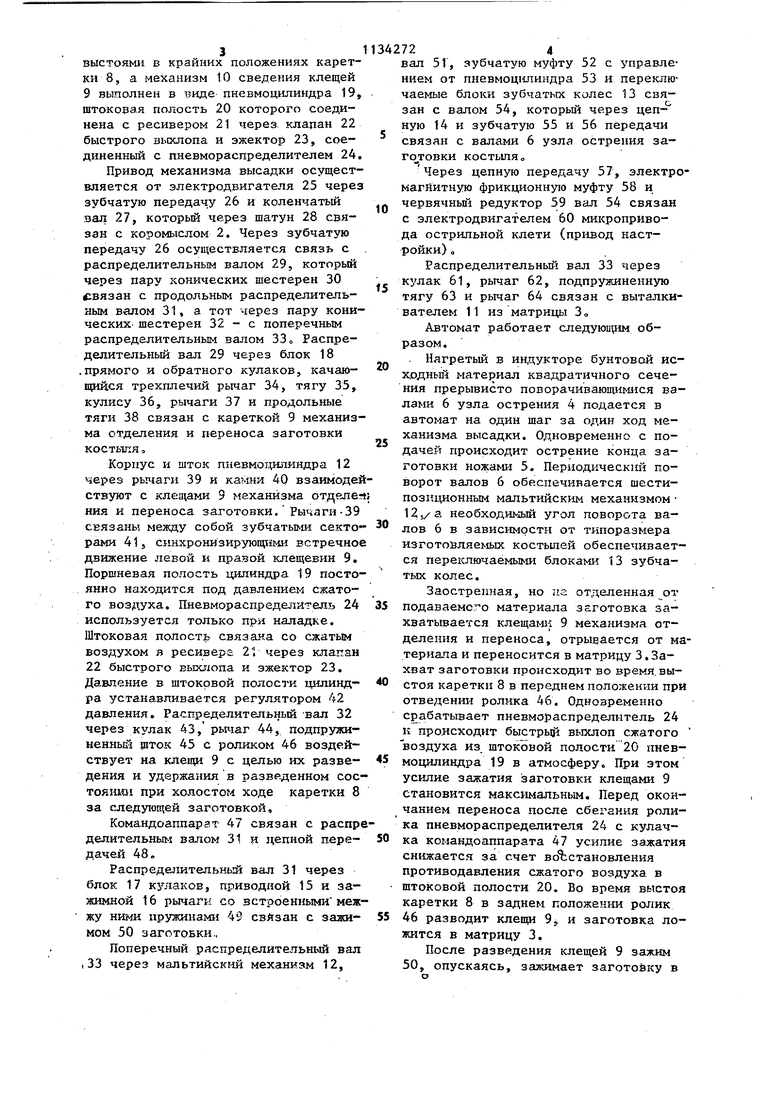
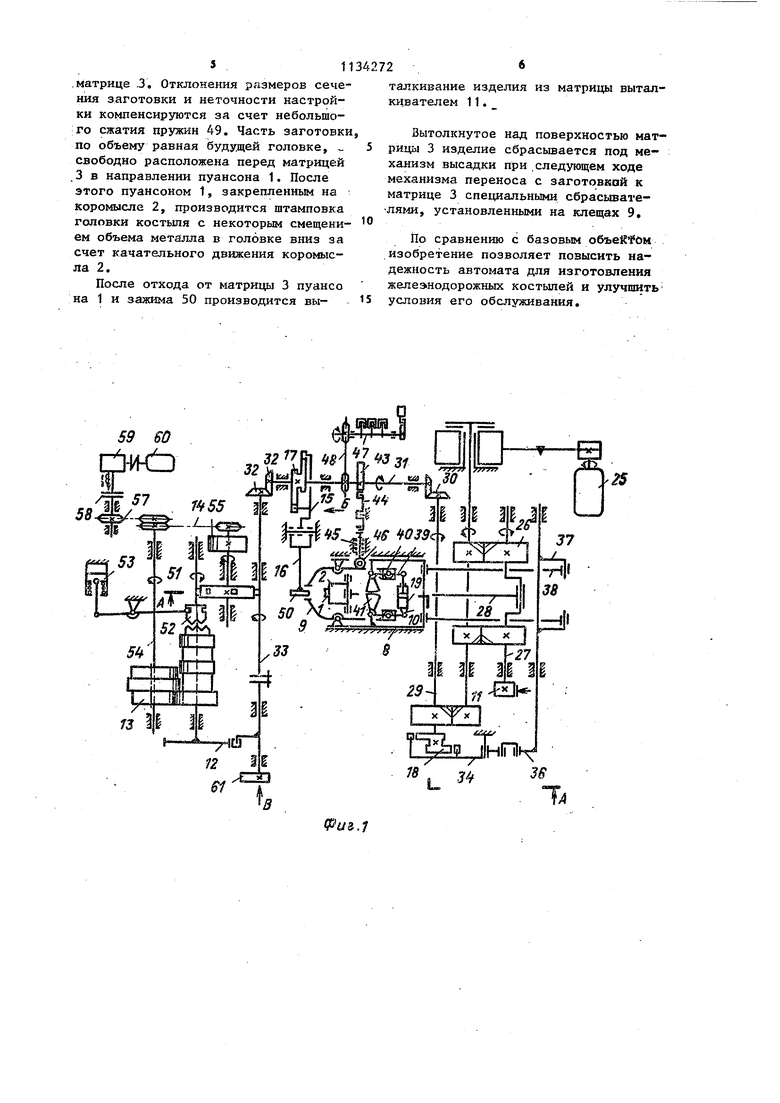
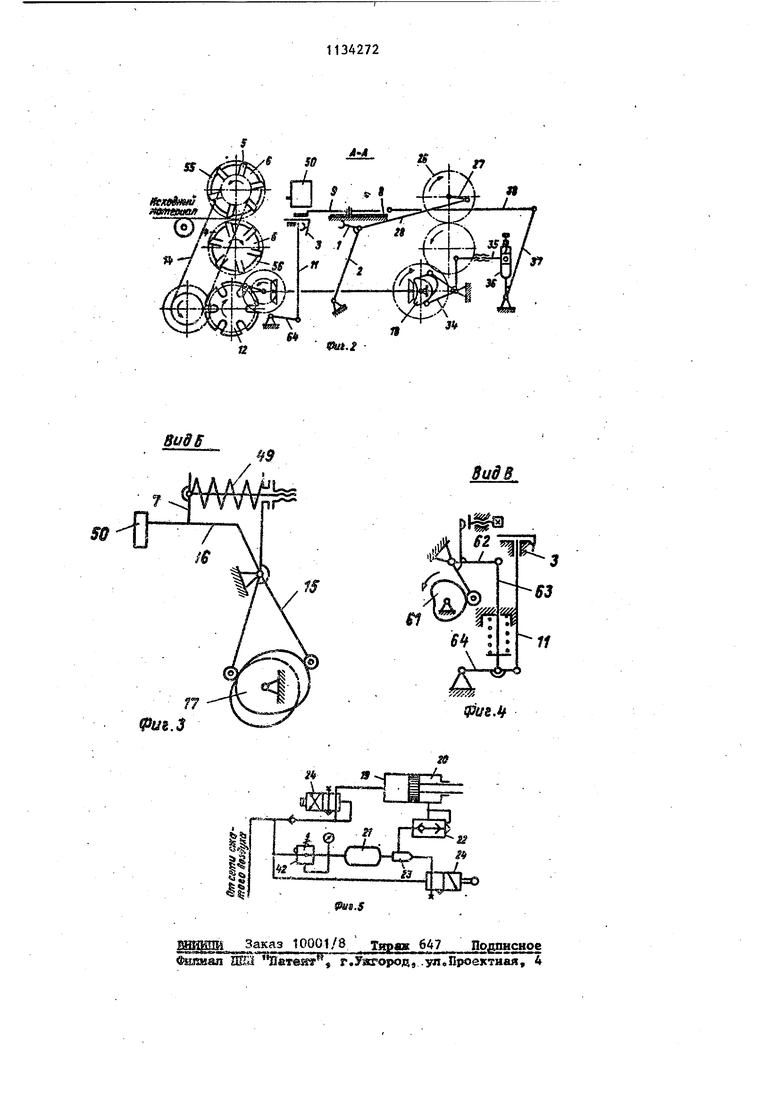
Изобретение относится к обработке металлов давлением, в частло ти к автоматам для горячей mtaMnoBKH железнодорожных костылей. Известен горячештамповочный авто мат для изготовления железнодорожны остьшей, содержащий смонтированные на станине механизмы высадки, остре ния заготовки костыля, зажима, отде ления .и переноса заготовки костьшя и выталкиват.ель из матриць |.1 3 Недостатками известного-ай омата являются высокий уровень шума в , малая надежность и тяжелые ус ловия труда, Наиболее близким к предлагаемому по технической сущности и достигаемому результату является горячевыса дочный автомат для изготовления железнодорожных костьшей, содержапрй смонтированные на станине механизм высадки, выполненный в виде пуансона, закрепленного на коромысле, и матрицы с механизмом зажима заготов ки костыля и выталкивателем, узел острения костыля в виде приводных валов с ножами и механизм отделения и переноса заготовки костьшя, вьшол ненный в виде установленной с возмо ностью перемещения вдоль оси высадки приводной каретки и смонтированных на ней клещей с механизмом их сведения 12}. Однако в данном устройстве приво всех диклевых исполнительных механизмов (узла острения, зажима, отде ления и переноса и выталкивателя) осуществляются от коленчатого вала расположенного за ним распределительного вала, в результате чего кинематические цепи удлинены и име ют большое количество шарнирных соч ленений, а сами механизмы имеют зна чительные инерционные неуравновешенные массы Целью изобретения является повышение надежности и улучшение усло вий обслуживания. Поставленная цель достигается тем, что в горячевысадочном автомате для изготовления железнодорожных: костылей, содержащем смонтированные на станине механизм высадки, выполненньй Б виде пуансона, закрепленного на коромысле, и матрицы с механизмом зажима заготовки костьшя и выталкивателем, узел острения заготовки костьшя в виде приводных валов с, ножами и механизм отделения и переноса заготовки костьшя, выполненный в виде установленной с возможностью перемещения вдоль оси высадки приводной каретки и смонтированных на ней клещей с механизмом их сведения, привод валов узла острения выполнен в виде мальтийского механизма, кинематически связанного с ними посредств 9м переключаемых блоков зубчатых колес и цепной передачи, механизм зажима заготовки костьшя выполнен в виде расположенных/перпендикулярно оси высадки под пружиненных рычагов и блока кулаков, привод перемещения каретки вдоль оси высадки выполнен в виде блока кулаков, а механизм .сведения клегцей Б виде пневмоцилиндра и ресивера соедмненного со штоковой полостью последнего через клапан и эжектор, соединенный . с пневмораспредели-: телам На фиг, 1 изобралсена кинематическая схема горячевысадочного автомата для изготовления.железнодорожных костылей; на фиг, разрез А-А на фиг„ 1; на фнг, 3 - вид Б на фкг. 1| на фиг, 4 - вид В на фкг. I; на il-.-г. 5 - пнзвматическа схема механизма (введения клещей. Горячевысадочный автомат для изготовления железнодорожньс: хостьшей содержит смонтированные на станине (не показана) механизм высадки, выполненный в виде пуансона 1, закрепленного на коромысла 2j, и ь атркцы 3, узел острения 4 в виде ножей 5на приводных валах 6,, механизг- 7 зажима заготовки костыля, механизм отделения и перекоса заго-товки костьшя, выполненный в виде приводной каретки 8, установпанной с возможностью перемещения вдоль оси высадки, и смонтированных на ней клещей 9 с механизмом 10 их сведения и выталкиватель 11 из матрицы. Привод валов 6узла острения 4 выполнен в .виде мальтийского механизма 12,, кинематически связанного с вапаьш 6 узла острег-шя 4 черйэ переключаемые блоки 1.3 зубгштых колес лосредством цепной передачи 14... Механизм 7 йаж.има заготовки костьшя в матрице выполнен в виде расположенных перпендикулярно оси BbicajTfKH подпрулшкенг:ьх рычагов 15 и 16 и блока кулаков I, пои этом привод перемещения каретки 8 вдоль оск высадки вьшоп сн в виде блока 18 кулаков, име.ющгж профили с выстоями в крайних положениях каретки 8 , а механизм 10 сведения клещей 9 выполнен в виде пневмоцштиндра 19, штокорая полость 20 которого соединена с ресивером 21 через, клапан 22 быстрого вьсхлопа и эжектор 23, соединенный с пневмораспределителем 24. Привод механизма высадки осуществляется от электродвигателя 25 через зубчатую передачу 26 и коленчатый зал 27, которьй через шатун 28 связан с коромыслом 2. Через зубчатую передачу 26 осуществляется связь с распределительньм валом 29, который через пару конических шестерен 30 увязан с продольным распределительным валом 31, а тот через пару конических- шестерен 32 - с поперечным распределительным валом 33 о Распределительный вал 29 через блок 18 .прямого и обратного кулаков, качающийся трехплечий рычаг 34, тягу 35, кулису 36, рычаги 37 и продольные тяги 38 связан с кареткой 9 механизма отделения и переноса заготовки костыля о Корпус и шток пневмот илиндра 12 через рычаги 39 и камни 40 взаимодей ствуют с кле;щами 9 механизма отделея кия и переноса заготовки. Рычаги-39 связаны между собой зубчатыми секторами 41J синхронизирующими встречно движение левой и правой клещевин 9, Поршневая полость цилиндра 19 посто янно находится под давлением слсатого воздуха. Пневмораспределитель 24 используется только при наладке, Штоковая полость связана со сжатым воздухом в ресивере 21 через клапан 22 быстрого выхлопа и эжектор 23. Давление в штокрвой полости цилиндра устанавливается регулятором 42 давления. Распределительный -вал 32 через кулак 43, 44, подпружиненньЕ шток 45 с роликом 46 воздействует на клещи 9 с целью их разведения и удержанияв разведенном сос тоя5шя при холостом ходе каретки 8 за следующей заготовкой, Командоаппарат 47 связан с распр делительным валом 31 и цепной передачей 48. Распределительный вал 31 через блок 17 кзлаков, приводной 15 и зажимной 16 рычаги со встроенными меж жу ними пружинами 49 свйзан с зажимом 50 заготовки., Поперечный распределительный вал ,33 через мальтийскгад механизм 12, 72 вал 51, зубчатую муфту 52 с управлением от пневмоцштиндра 53 и переключаемые блоки зубчатьпс колес 13 связан с валом 54, который через цепную 14 и зубчатую 55 и 56 передачи связан с валами 6 узла острения заготовки костыляо Через цепную передачу 57, электромагйитную фрикционную муфту 58 и червячньй редуктор 59 вал 54 связан с электродвигателем 60 микропривода острильной клети (привод настройки) о Распределительный вал 33 через кулак 61, рычаг 62, подпружиненную тягу 63 и рычаг 64 связан с выталкивателем 11 из матрицы Зо Автомат работает следующим образом. Нагретый в индукторе бунтовой исх,одньп1 материал квадратичного сечения прерывисто поворачивающиш1ся валами 6 узла острения 4 подается в автомат на один шаг за один ход механизма высадки. Одновременно с подачей происходит острение конца заготовки ножаьш 5. Периодический поворот валов 6 обеспечивается шестипози.ционным мальтийским механизмом 12 / а необходимый угол поворота валов 6 в зависимости от типоразмера изготовляемых костылей обеспечивается переключаемыми блоками 13 зубчатых колес. Заостренная, но аг отделенная от подаваемого материала заготовка захватывается клещаьш 9 механизма отделения и переноса, отрывается от материала и переносится в матрицу 3. Захват заготовки происходит во время, выстоя каретки 8 в переднем положении при отведении ролика 46. Одновременно срабатывает пневмораспределитель 24 к происходит быстрый вьпшоп сжатого воздуха из, штоковой полости 20 пневмоцилиндра 19 в атмосферу При этом усилие зажатия :заготовки клещами 9 становится максимальным. Перед окончанием переноса после сбегания ролика пневмораспределителя 24 с кулачка командоаппарата 47 усилие зажатия снижается за счет восстановления противодавления сжатого воздуха в штоковой полости 20. Во время выстоя каретки 8 в заднем положении ролик 46 разводит клещи 9, и заготовка ложится в матрицу 3. После разведения клещей 9 зажим 50, опускаясь, зажимает заготовку в о 511 .матрице .3, Отклонения размеров сечения заготовки и неточности настройки компенсируются за счет небольшого сжатия пружин 49. Часть заготовки по объему равная будущей головке, свободно расположена перед матрицей .3 в направлении пуансона 1. После этого пуансоном 1, закрепленным на коромысле 2, производится штамповка головки костьшя с некоторым смещением объема металла в головке вниз за счет качательного движения коромысла 2. После отхода от матрицы 3 пуансо на 1 и зажима 50 производится вы2талкивание изделия из матрицы выталкивателем 11. Вытолкнутое над поверхностью матрицы 3 изделие сбрасывается под механизм высадки при .следующем ходе механизма переноса с заготовкой к матрице 3 специальными сбрасывателями, установленными на клещах 9, По сравнению с базовым объейРйм изобретение позволяет повысить надежность автомата для изготовления железнодорожных костьшей и улучшить условия его обслуживания.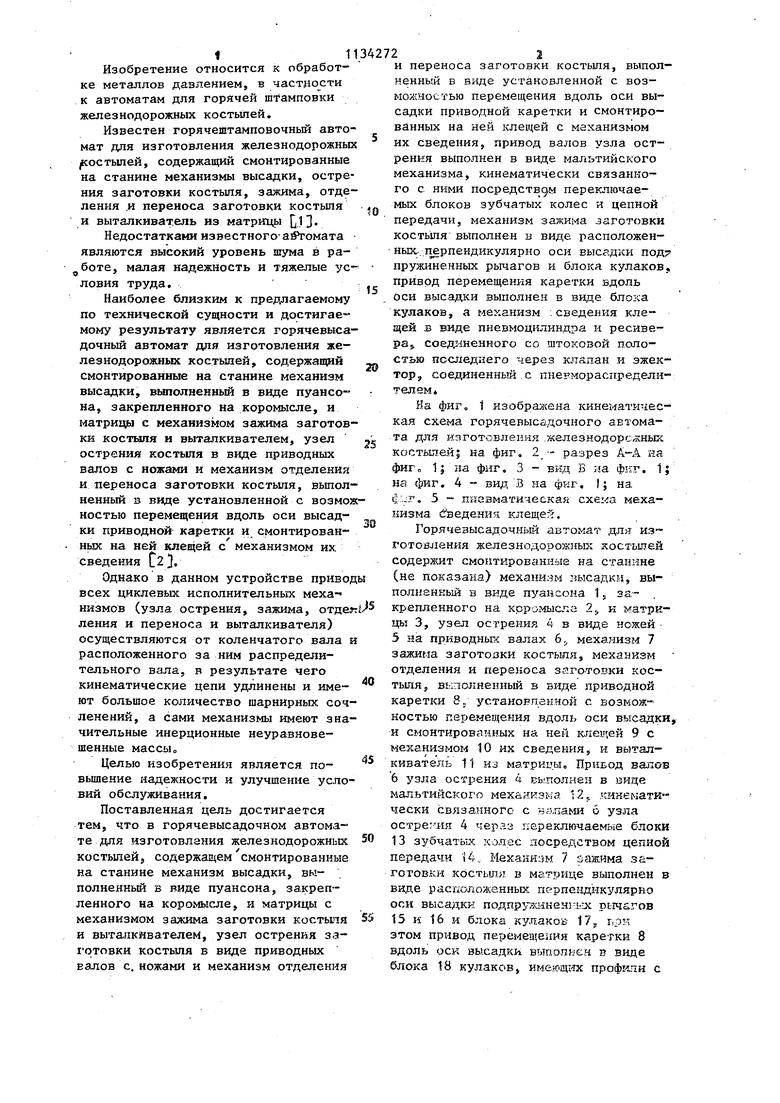
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| Многопозиционный автомат для высадки гаек | 1977 |
|
SU721242A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
ГОРЯЧЕВЫСАДОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОСТЫЛЕЙ, содержащий смонтированные на станине механизм высадки, вьшолненный в виде пуансона закрепленного на коромысле, и матрицы с механизмом зажима заготовки костыля и выталкивателем, узел острия заготовки костыля в виде приводн.ых валов с 10PCOIO fvi UATDflVn 13 13 .,.; 1ММОШД ножами и механизмом отделения и переноса заготовки костыля, выполненный в виде установленной с возможностью перемещения вдоль оси высадки приводной каретки и смонтированных на ней клещей с механизмом их сведения, отличающийся тем, что, с целью повьшения надежности и улучшения условий обслуживания, привод валов узла острения выполнен в виде мальтийского механизма, кинематически связанного с ними посредством переключаемых блоков зубчатых колес и цепной передачи, механизм зажима заготовки костьшя выполнен в виде расположенных перпендикулярно оси высадки подпружиненных рычагов СО и блока кулаков, привод перемещения каретки вдоль оси высадки выполнен в виде блока кулаков, а механизм сведения клещей выполнен в виде пневмо.цилиндра и ресивера, соединенного со штоковой полостью последнего через клапан и зжектор, соединенный с пневсо мораспределителем.
58
(.7 .
к
fkit.
, /7
&tf
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чертеж, К 28,006-00-001СБ, ЧЗПА, 1975 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Навроцкий Г,А | |||
| Высадочнне и обрезные прессы-автоматы | |||
| М., Машгиз, 1949, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
