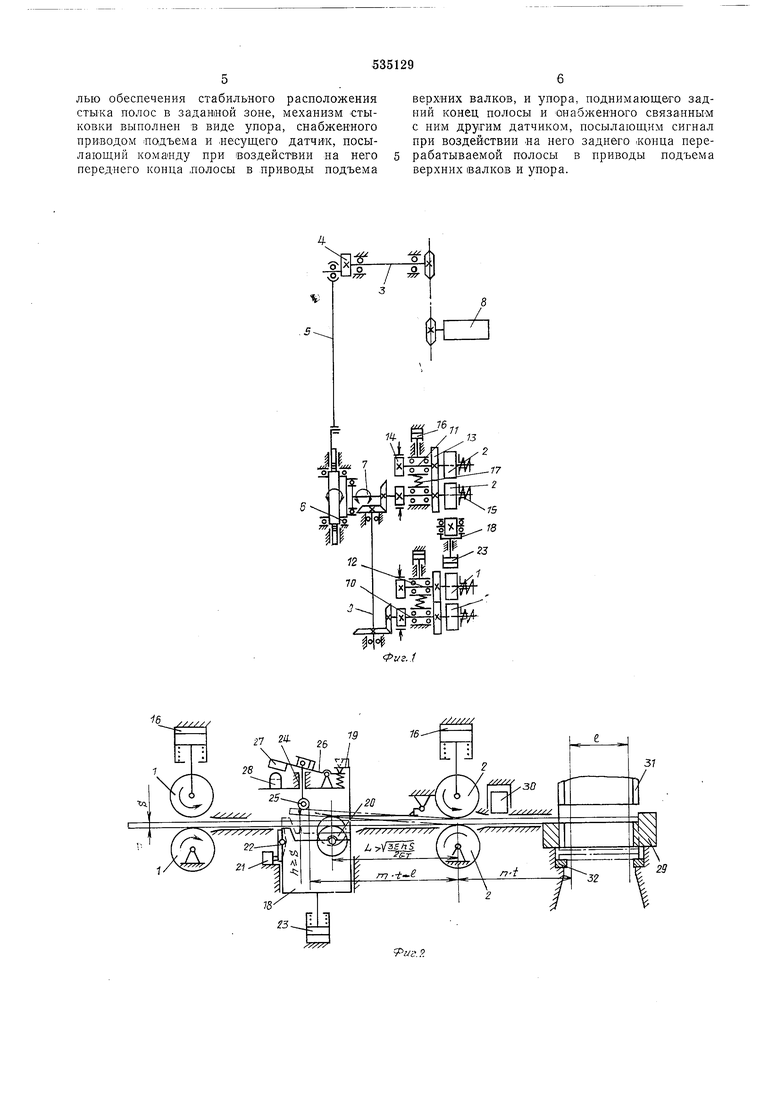
пневмоцилиндра 23. Над упором 18 в неподвижной стойке (Вертикально установлен стержень 24 с роликом 25, являющимся щушом заднего конца полосы. Ьерхияя часть стержня скользит по вилке рычага 2ь, на конце которого заюренлен экран 2/, включающий при выдвинутом упоре и отсутствии под роликом 25 полосы датчик 28, вьшол ненный в виде беск.онтактноро конечного выключателя.
Между матрицей 29 штампа и рабочими валками 2 установлен пневматический зажим 30.. Над матрицей расположен пуансон 31, а (ПОД 1ней-лроводки 32, пространство между которыми является провальным отверстием для отходов.
На фИ;Г. 2 даны некоторые соотношения геометрических размеров иалковой подачи:
Г
где L - расстояние между осями отгибного
ролика и рабочих валков; GT - предел текучести; /: - модуль упругости; п - величина подъема упора; о - толщина материала, I и n-t, где:
i - шаг подачи;;
т, п - целые числа (выбираются конструктивно) ; / - зона стыков.
Работает устройство следующим образом.
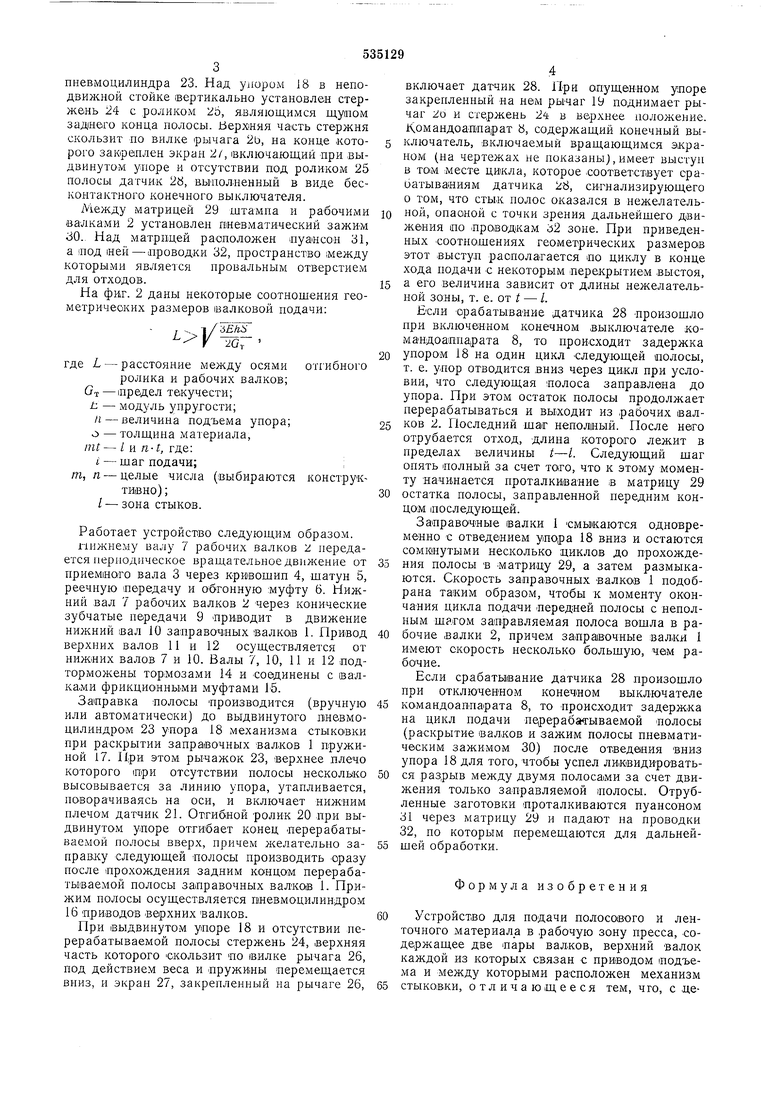
пижнему валу 7 рабочих валков 2 передается перподическое вращательное движение от приемного вала 3 через кривошип 4, шатун 5, реечную -передачу и обгонную муфту 6. Нижний вал 7 рабочих валков 2 через конические зубчатые передачи 9 Приводит в движение нижний вал 10 заправочных валков 1. Привод верхних валов И и 12 осуществляется от нижиих валов 7 и 10. Валы 7, 10, И и 12 подторможены тормозами 14 и -соединены с валка,ми фрикциоиными муфтами 16.
Заправка полосы производится (вручную или автоматически) до выдвинутого вневмоцилипдром 23 упора 18 механизма стыковки при раскрытии заправочных вал.ков 1 пружиной 17. При этом рычажок 23, верхнее плечо которого три отсутствии полосы несколько высовывается за линию упора, утапливается, поворачиваясь на оси, и включает нижним плечом датчик 21. Отгибной ролик 20 при выдвинутом упоре отгибает конец перерабатываемой полосы вверх, причем Лселательно заправку следующей полосы производить сразу после прохождения задним концам перерабатываемой полосы заправочных валков 1. Прижим полосы осуществляется вневмоцилиндром 16 приводов верхних валков.
При выдвинутом упоре 18 и отсутствии перерабатываемой полосы стержень 24, верхняя часть которого скользит но вилке рычага 26, под действием веса и пружи:ны перемещается вниз, п экран 27, закрепленный на рычаге 26,
включает датчик 28. При опущенном упоре закрепленный на нем рычаг 19 поднимает рычаг 20 и стержень 24- в верхнее положение. Командоатапарат Ь, содержащий конечный выключатель, включаемый вращающимся экраном (на чертежах не показаны),имеет выступ в TOiM месте цикла, которое соответствует срабатываниям датчика 28, сигнализирующего о том, что стык полос оказался в нежелательной, опасной с точки зрения дальнейшего движения но проводкам 32 зоне. При приведенных соотношениях геометрических размеров этот выступ располагается по циклу в конце хода нодачи с некоторым перекрытием выстоя,
а его величина зависит от длины нежелательной зо:ны, т. е. от t - /.
Бели срабатываиие датчика 28 произошло при включенном конечном выключателе командоаппарата 8, то происходит задержка
упором 18 на один цикл следующей полосы, т. е. упор отводится вниз через цикл при условии, что следующая полоса заправлена до упора. При этом остаток полосы продолжает перерабатываться и выходит из рабочих валков 2. Последний шаг неполный. После него отрубается отход, длина которого лежит в пределах величины t-/. Следующий шаг опять полный за счет того, что к этому моменту начинается нроталкнвание в матрицу 29
остатка полосы, заправленной передним концам последующей.
Заправочные валки 1 смыкаются одновременно с отведением упора 18 вниз и остаются сомкнутыми несколько циклов до прохождения полосы в матрицу 29, а затем размыкаются. Скорость заправочных валков 1 подобрана таким образом, чтобы к моменту окончания цикла подачи -передней полосы с неполным шагом заправляемая полоса вошла в рабочие валки 2, причем заправочные валки I имеют скорость несколько большую, чем рабочие.
Если срабатывание датчика 28 произошло при отключенном конечном выключателе
командоаппарата 8, то происходит задержка на цикл нодачи перерабангываемой полосы (раскрытие валков и зажим полосы пневматическим зажимом 30) после отведения вниз упора 18 для того, чтобы успел ликвидироваться разрыв между двумя полосами за счет движения только заправляемой полосы. Отрубленные заготовки проталкиваются пуансоном 31 через матрицу 29 и падают на проводки 32, по которым перемещаются для дальнейшей обработки.
Формула изобретения
Устройство для подачи полосового и ленточного материала в рабочую зону пресса, содержащее две пары валков, верхний валок каждой из которых связан с приводом подъема и между которыми расположен механизм
стыковки, отличающееся тем, что, с де
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1992 |
|
RU2015760C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ЖГУТОВ ХИМИЧЕСКОГО ВОЛОКНА В ОТДЕЛОЧНОЙ ТЕКСТИЛЬНОЙ МАШИНЕ | 1991 |
|
RU2027803C1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| Способ транспортирования жгутов в отделочной текстильной машине и устройство для его осуществления | 1990 |
|
SU1721130A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1091967A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1118463A1 |
| Устройство для изготовления гибкого герметичного рукава | 1980 |
|
SU904827A1 |
| Приспособление для соединения концов длинномерного материала | 1989 |
|
SU1664700A1 |
