1
Изобретение относится к кузнечнопрессовому машиностроению и может быть использовано для подачи деталей типа колпачков в рабочую зону пресса.
Известно бункерное захватно-ориен-5 тирующее устройство, содержсодее бункер для заготовок типа колпачков, крючковые захваты, установленные по окружности на приводном вале и подающие заготовки из бункера в лоток для 10 перемещения заготовок, имеющий криволинейный и вертикальный участки 1 .
Известное бункерное захватно-ориентирующее устройство обладает недостаточной надежностью работы и ориен- 5 тации заготовки.
Цель изобретения - повышение надежности работы и ориентации заготовок .
Поставленная цель достигается тем,20 что крючковые захваты выполнены полыМи, их полости через клапан связаны с магистралью сжатого воздуха, а с внутренней стороны криволинейного участка лотка выполнено отверстие, 25 связывающее полость лотка с бункером.
Бункерное захватно-ориентирующее устройство может быть снабжено дополнительными клапаном и вертикально расположенным лотком, полость которр-зо
го через дополнительный клапан связа-. на с магистралью подвода сжатого воз.духа, а также может быть снабжено отсекателем, расположенным под вертиКсшьным дополнительным лотком и шиберным захватным органом для перемещения заготовок в дополнительный лоток.
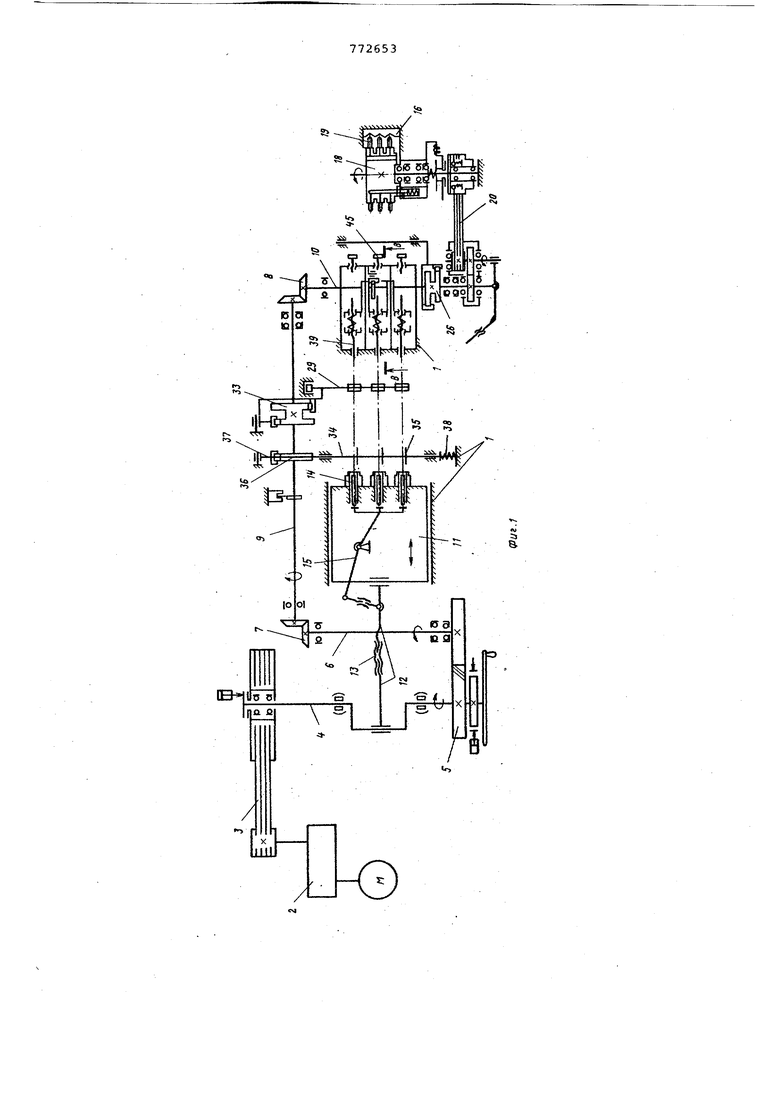
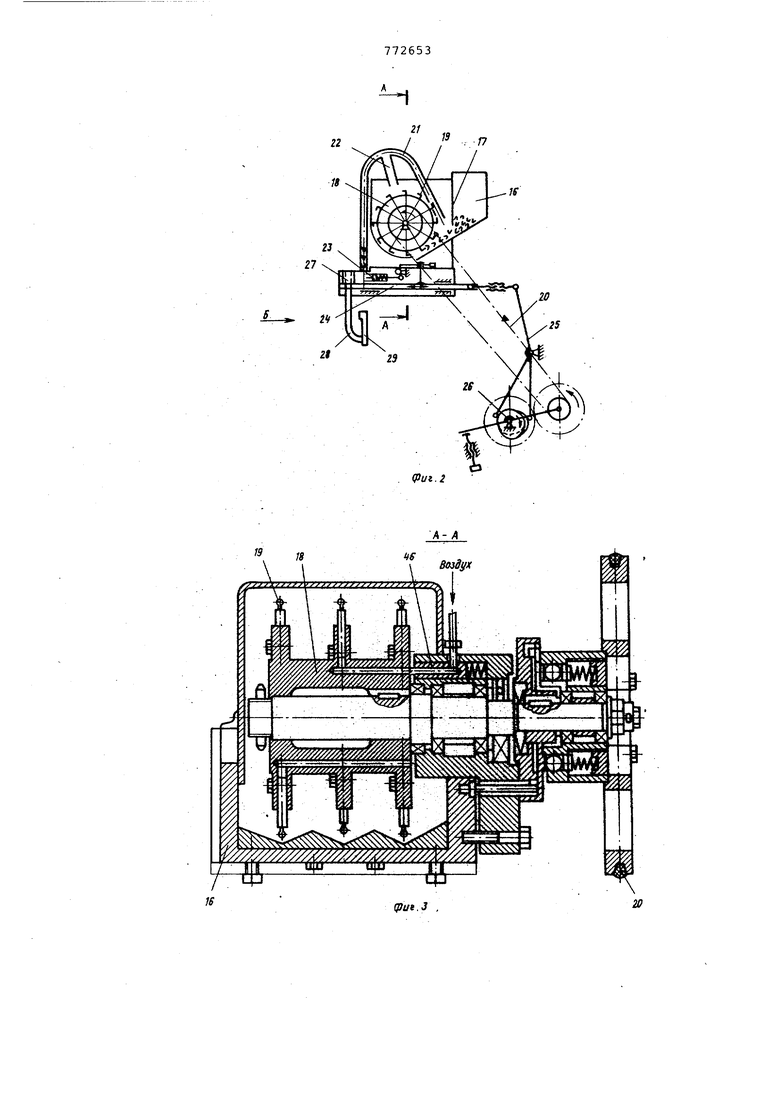
На фиг. 1 показана схемапрессаавтомата, снабженного бункерным захватно-ориентирующим устройством/ на фиг. 2 - бункерное устройство, общий вид; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - вид Б на фиг. 2; на фиг.5разрез В-В на фиг. 1.
Бунке,рное захватно-орентирующее . устройство может быть расположено у пресса-автомата или может быть закреплено на его станине.
Пресс-автомат состоит из смонтированных на станине 1 привода 2, соединенного через клиноременную передачу 3 с коленчатым валом. 4, связывающим сприводом 2 через цилиндрическую зубчатую передачу 5, промежуточный , поперечный вал 6 и конические зубчатые передачи 7 и 8 продольный распределительный вал 10, ползуна, сбрасывателя и выталкивателя. Ползун состоит из собственно ползуна 11 и шатуна 12, соединяющего ползун 11 с коленчатьдм валом 4, Длин шатуна регулируется за счет того, чт он выполнен из двух частей, соединен ных между собой стяжным винтом-муфтой 13 с левой и правой резьбой. В п редней части ползуна расположены три Ьдинаковых, регулируемых в вертикаль .ном и горизонтальном направлениях, пуансонодержатели14. От шатуна 12 через рычажную систему 15 приводятся штоки отлипателя (на чертеже не пока .заны) для операции штамповки дна с буртиком. Бункерное захватно-ориентирующее устройство содержит бункер для заготовок типа колпачков с перегородкой 17, вращающийся вал, ротор 18 с тремя рядами полых крючков 19, связанный клиноременной передачей 20 с поперечным распределительным валом 10, лоток 21 для перемещения деталей 6 внутренней стороны криволинейного участка лотка выполнено отверстие соединенные с лотком 22 с корпусом бункера 16. Устройство содержит также отсекающие штифты 23, установленные на шибере 24, соединенном рычажной системой 25 с кулаками 26 поперечного распределительного, вала 10, воздушные клапаны 27 и вертикальные транспортные лотки 28. Под бункерным , захватно-ориентирующим устройством .расположен механизм переноса 29, включающий в себя три пары подпружиненных клещей 30 и упоры 31, приводимые рычажной системой 32 от кулаков 33. продольного .распределительного вала 9. Сбрасыватель содержит скалку 34 с закрепленными в ней сбрасывающими штырями 35, приводимую от кулаку 36, через рычаг 37 и пружины 38. Выталкиватель состоит из трех шты рей 39 с упором 40, соединенных через пружины 41 с общей ползушкой 42, приводимой рычагом 43 от кулака 44, расположенного на продольном распределительном валу 9. В задней стенке корпуса выталкивателя установлены на каждой позиции регулируекые задние упоры45, каждый из которых имеет срезной предохранитель. Полости крюч ков 19 связаны с магистралью подвода сжатого воздуха через подпружиненный клапан 46. Устройство работает следующим образом. 4 Заготовки вручную загружаются пор циями навалом в бункер 16 системы трехручьевых питающих устройств.Чере щель я перегородке 17 заготовки поступают навстречу вращающимся полым крючкам 19 (причем производительност питателя регулируется за счет установки или снятия крючков), которые захватывают их и несут к восходящим ветвям лотка 21. При подходе к восхо дящим ветвям лотка через клапан полости крючка 19 по очереди соединяются с магистралью подвода сжатого воздуха через подпружиненный клапан 46. При помощи струи сжатого воздуха заготовки снимаются с крючков и транспортируются в лотках, прижимаясь за счет центробежной силы на криволинейных участках к их наружным поверхностям. При переполнении вертикальных участков лотков 21 лишние заготовки выпадают в отверстия и по лотку 22 возвращаются в бункер 16. Привод вращающегося ротора 18с крючками осуществляется от поперечного распределительного вала 10 через клиноременную передачу 20. Для загрузки заготовок в подпружиненные клещи 30 механизма переноса предназначен шибер 24, при рабочем ходекоторого заготовки перемещаются к каналам 28 загрузкиподпружиненных клещей и когда оказываются над этими каналами, в них через клапаны 27 начинает поступать сжатый воздух и перемещать заготовки в приоткрытые с помощью упоров 31 клещи. При этом отсекающие штифты 23 освобождают, столбики заготовок и те опускаются вниз на длину одной заготовки. Причем нижние заготовки в столбиках оказываются ниже отсекающих штифтов 23. При обратном ходе шибера 24 отсекающие штифты 23 зажимают столбики заготовок . Привод шибера осуществляется от поперечного распределительного ва-. ла 10 через рычажную систему 25 и кулаки 26. Далее подпружиненными клещами механизма переноса заготовки переносятся на позицию.перед матрицами в положении донышком к матрице. Выемка заготовок из клещей производится пуансонами (на чертеже не показаны) при ходе ползуна 11 вперед. После операции штамповки дна с буртиком при обратном ходе ползуна штоки отлипателя (на чертеже не показаны) через рычажную систему 15 выталкивают изделие с наружных пуансонов, оставшиеся изделия на внутренних пуансонах при дальнейшем движении ползуна буртиками наскакивеиот на сбрасывающие штыри . 35, закрепленные на скалке 34 сбрасывателя, совершающего горизонтальное поперечное движение к пуансонам под действием пружины 38 и снимаются с пуансонов. Вывод сбрасывателя в исходное положение принудительный от кулака 36 через рычаг 37, При вытяжных опе зациях с подштамповкой дна в конце хода ползуна во второй матрице, выталкивание изделий из вторых матриц производится подпружиненнЕлми штырями 39, закрепленными на общей ползушке 42, приводимой рычагом 43 от кулака 44, возврат рычага 43 осуществляется от пружины 46, а штырей 39 заготовками при следующем ходе ползуна 11. При вытяжных операциях с обрезкой съем изделий с пуансонов осуществляется при обратном ходе ползуна 11 подпружиненными съемниками, расположенными за вытяжными матрицами, а об резанные кольца подпружиненными съем никами, расположенными в станине перед вытяжными матрицами. . При пробивке дна в заготовках, от ходы проталкиваются пуансонами за матрицу. Выталкивание изделий из мат риц осуществляется подпружиненными штырями 39, также .как и при вытяжных операциях с подштамповкой дна,а съем изделий с пробивнцх пуансонов - подпружиненными съемниками, расположенными перед матрицами. Готовые изделия и отходы по соответствующим лоткам, расположенными внутри стакана, попадают в разные тары. Формула изобретения 1. Бункерное захватно-ориентирующее устройство, содержащее бункер дл заготовок типа колпачков, крючковые захваты, установленные по окружности на приводном ваше и подающие заготов ки из бункера в лоток для перемещени заготовок, имеющий криволинейный и вертикальный участки, о т л и ч а ющ е е с я тем, что, с целью повышения надежности работы и ориентации заготовок, крючковые захваты выполнены полыми, их полости через клапан связаны с магистралью подвода сжатого воздуха, а с внутренней стороны криволинейного участка лотка выполнено отверстие, связывающее полость лотка с бункером. 2.Устройство по п. 1, о т л и ч ающее с я тем, что оно снабжено дополнительными клапаном и вертикально расположенным лотком, полость которого через дополнительный клапан связана с магистралью подвода сжатого воздуха. 3.Устройство по пп. 1 и 2, отличающееся тем, что оно снабжено отсекателем, расположенным под вертикальным дополнительным лотком, и шиберным захватным органом для перемещения заготовок в дополнительный лоток. Источники информации, принятые во внимание при экспертизе 1. Норицын И.А., Власов В.И. Автоматизация и механизация технологических процессов ковки и штамповки. М., Машиностроение, 1957, с. 216-219, рис. 120.
. /7
}f
10
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| БУНКЕРНОЕ ЗАХВАТНО-ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО | 1971 |
|
SU418352A1 |
| Холодновысадочный автомат | 1985 |
|
SU1243874A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Устройство для многопереходной штамповки | 1977 |
|
SU721239A1 |
| СПОСОБ СОРТИРОВКИ КУСКОВОГО МИНЕРАЛЬНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2103075C1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |

19
«
07tfe. J ,
г«
Вид В
30
