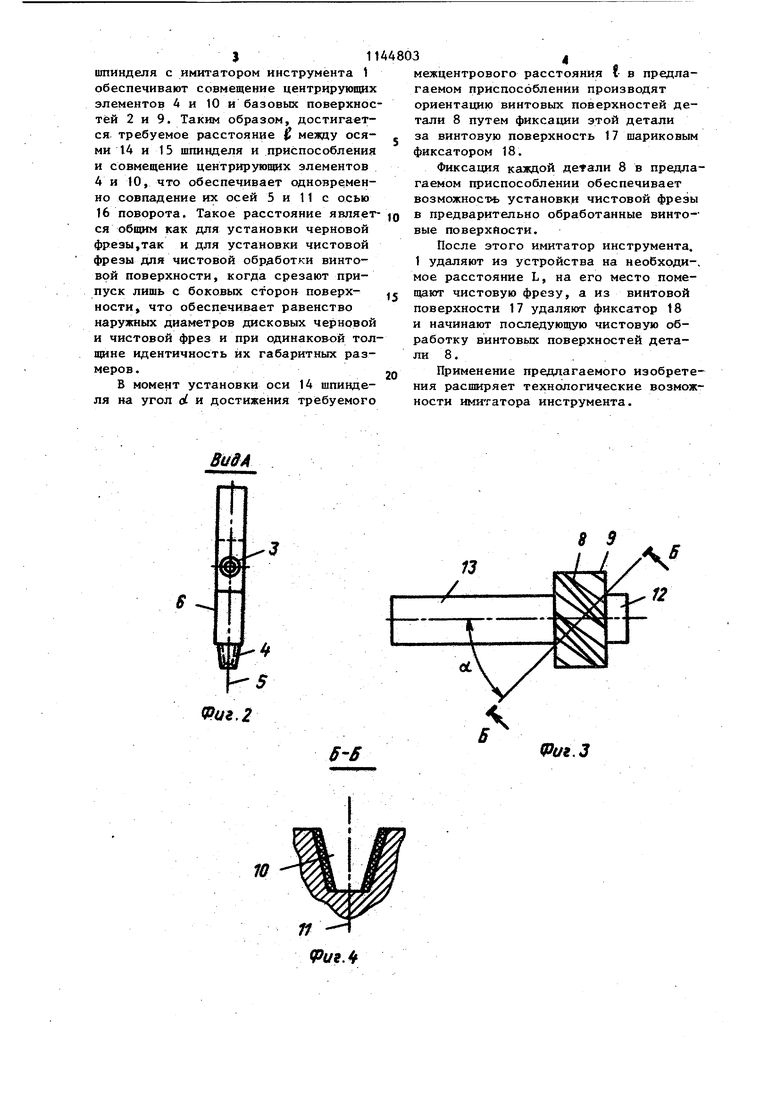
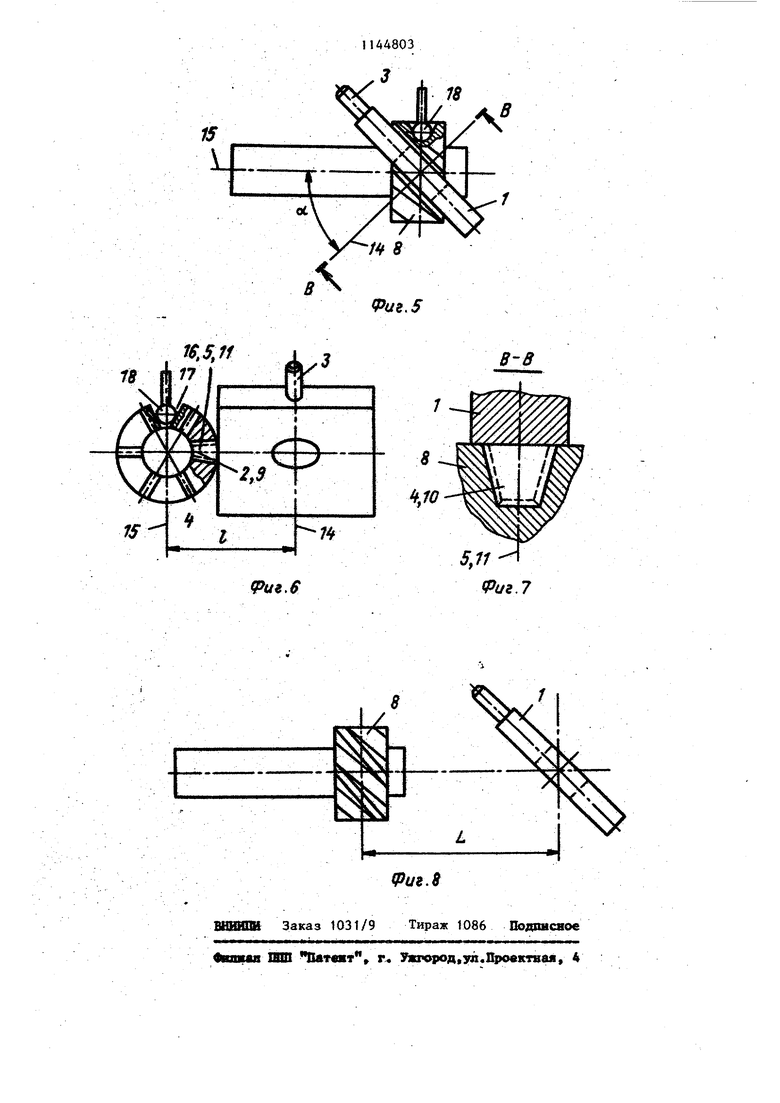
Изобретение относится к металлооб работке и может быть использовано в производстве деталей с винтовьми канавками. По основному авт. св. № 917964 известно приспособление для установки шпинделя с инструментом относительно заготовки при обработке винто вых поверхностей на фрезерном станке с устройством для закрепления затотовки, причем приспособление выполне но в ввде имитаторов инструмента и заготовки, на которых выполнены взаимодействующие между собой базовые и посадочные поверхности для установ ки имитаторов соответственно на шпин дель и в устройство для закрепления детали, причем имитаторы снабжены установленньп ш на базовых поверхностях центрируювдми элементами, выполненными в виде цилиндрического отверстия и пальца с равньии номинальными диаметрами DJ. Недостатком известного приспособления являются ограниченные технологические возможности, не позволяющие осуществлять настройку шпинделя с инструментом относительно предварительно обработанной винтовой поверхности детали для последующей ее чистовой обработки, так как цилиндричес кая поверхность пальца имитатора инструмента и предварительно обработан ная винтовая поверхность детали несопрягаeii« j между собой. Цель изобретения - расширение тех нологических возможностей приспособления. Поставленная цель достигается тем что в приспособлении для установки шпинделя с инструментом относительно заготовки при обработке винтовых поверхностей на фрез,ерном стайке с уст ройством для закрепления заготовки, выполненном в виде имитаторов инстру мента и заготовки, и leющиx взаимодей ствующие мезкду собой базовые и посадочные поверхности для установки ими таторов соответственно на шпинделе и в устройстве для закрепления детали, причем имитаторы снабжены установлен-г ными на базовых поверхностях центриР5ющими элементами, при использовании его при обработке предварительно обработанных винтовых поверхностей на базовой поверхности имитатора инструмента установлен дополнительный центрирукиций элемент, профиль которого в нормальном сечении представля ет собой профиль предварительно обработанной винтовой поверхности, причем плоскость центрирующего элемента совмещена с осевой плоскостью посадочного отверстия приспособления и перпендикулярна к его базовой поверхности. На фиг. 1 изображен имитатор инcтpy feнтa; на фиг. 2 - вид А на фиг.1; на фиг. 3 - имитатор заготовки - детали с предварительно обработанными винтовыми поверхностями; на фиг.4 разрез Б-Б на фиг. 3; на фиг. 5 - схема установки имитатора инструмента и детали с предварительно обработанными винтовыми каналами в заданном направлении винтовой линии, а также фиксатор детали; на фиг. 6 - схема установки имитатора инструмента и Детали с предварительно обработанными винтовыми поверхностями для получения межцентрового расстояния на фиг. 7 разрез В-В на фиг, 5; на фиг. 8 - момент удаления имитатора инструмента из детали на необходимое расстояние L, достаточное для установки чистовой фрезы. Имитатор инструмента 1 имеет базовую поверхность 2, первый центрирующий элемент 3 в виде цилиндрического пальца, предназначенный для установки черновой фрезы на шпиндель первого фрезерного станка,второй центрирующий элемент 4 в виде профиля с центровой линией 5, идентичного профилю нормального сечения предварительно обработанной винтовой поверхности , предназначенный-для установки чистовой фрезы на шпиндель второго фрезерно1 о станка, и посадочные по.верхности 6 и 7. Имитатор детали 8 имеет базовую поверхность 9, центрирукндий элемент (отверстие) 10 в виде предварительно обработанной винтовой канавки с центровой линией 11 и посадочные поверхности 12 и 13. Имитатор инструмента 1 помещают на шпиндель с. осью 14 второго фрезерного станка, а имитатор детали 8 с осью 15 посадочных поверхностей - в приспособление. Ось поворота 16 служит для установки оси 14 шпинделя на, угол ot обрабатываемой винтовой поверхности 17. Устройство работает следующим образом. Ось 14 шпинделя устанавливают в положение, соответствующее углу dC наклона обрабатываемой винтовой поверхности 17. Перемещением оси 14 шпинделя с имитатором инструмента 1 обеспечивают совмещение центрирующих элементов 4 и 10 и базовых поверхнос тей 2 и 9. Таким образом, достигается требуемое расстояние между осями 14 и 15 шпинделя и приспособления и совмещение центрирующих элементов 4 и 10, что обеспечивает одновременно совпадение их осей 5 и 11 с осью 16 поворота. Такое расстояние являет ся общим как для установки черновой фрезы,так и для установки чистовой фрезы для чистовой обрдботки винтовой поверхности, когда срезают припуск лишь с боковых сторон поверхности, что обеспечивает равенство наружных диаметров дисковых черновой и чистовой фрез и при одинаковой толщине идентичность их габаритных размеров. В момент установки оси 14 шпинделя на угол d и достижения требуемого межцентрового расстояния t в предлагаемом приспособлении производят ориентацию винтовых поверхностей детали 8 путем фиксации этой детали за винтовую поверхность 17 шариковым фиксатором 18. Фиксация каждой детали 8 в предлагаемом приспособлении обеспечивает возможное установки чистовой фрезы в предварительно обработанные винтовые поверхности. После этого имитатор инструмента. 1 удаляют из устройства на необхрди-. мое расстояние L, на его место помещают чистовую фрезу, а из винтовой поверхности 17 удаляют фиксатор 18 и начинают последующую чистовую обработку винтовых поверхностей детали 8. Применение предлагаемого изобретения расширяет технологические возможности имитатора инструмента.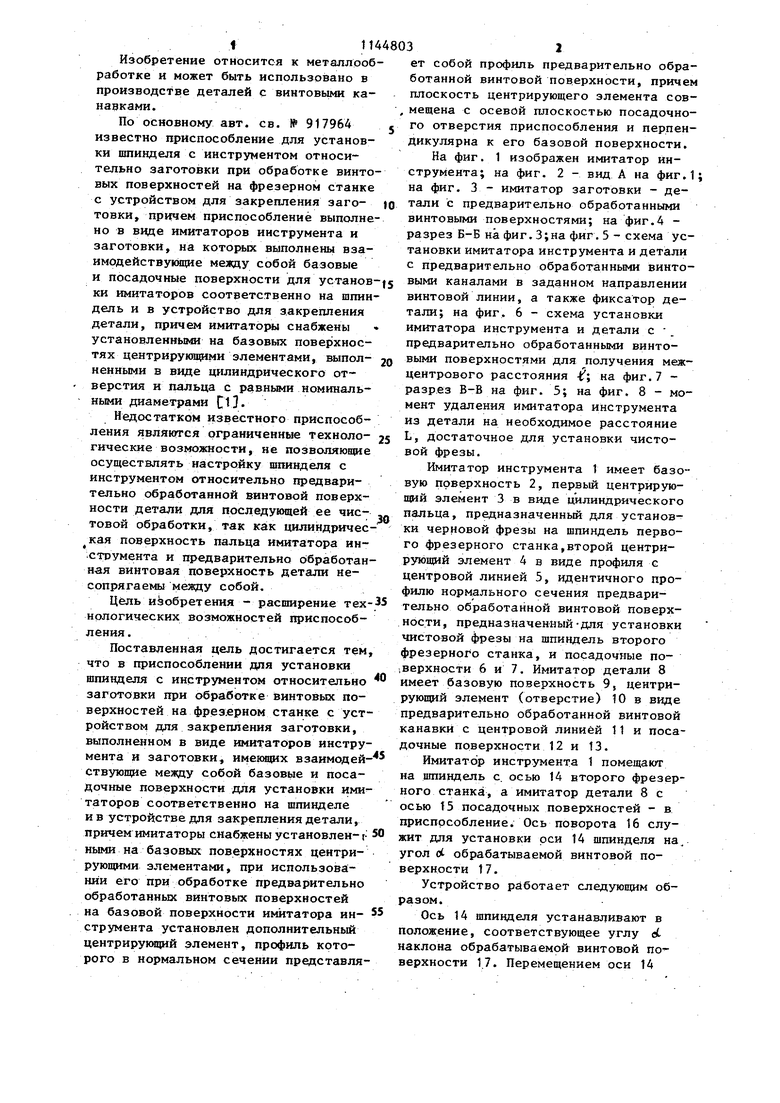
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для установки шпинделя с инструментом относительно заготовки | 1980 |
|
SU917964A1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| Резьбонарезной инструмент | 1990 |
|
SU1815037A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2065810C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ШПИНДЕЛЯ С ИНСТРУШНТОМ ОТНОСИТЕЛЬНО ЗАГОТОВКИ по авт. ев. 917964, отличающееся тем, что, с цепью расширения технологических возможностей приспособления, при использовании его при обработке предварительно обработанных винтовых поверхностей на базовой поверхности имитатора инструмента установлен дополнительный центрируниций элемент, профиль которого в нормальном сечении представляет собой профиль предварительно обработанной винтовой поверхности, причем плоскость центрирующего элемента совмещена с осевой плоскостью посадочного отверстия приспособления и перпендикулярна к его базовой поверхности.
(Р(/г.2
ffS
8 9
13
аг, 3
f
18
rs
.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для установки шпинделя с инструментом относительно заготовки | 1980 |
|
SU917964A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
