Изобретение относится к металлообработке и может быть использовано при обработке фрезерованием крупных внутренних и наружных резьб, в частности трапецеидальных резьб крупного профиля.
Цель изобретения - повышение производительности обработки трапецеидальных многозаходных резьб крупного профиля, за счет совмещения чистового и чернового фрезерования впадины резьбы в одну операцию..
Поставленная цель достигается тем, что в резьбонарезном инструменте, содержащем черновую и чистовую дисковые резьбовые фрезы с симметричным профилем, черновая и чистовая дисковые резьбовые фрезы соединены в одном комплекте и-на одной оси в независимой последовательности, обе фрезы выполнены одинаковой толщины, определяемой по зависимости
В Р г cos4
где В - толщина фрезы;
Р - шаг резьбы по оси детали;
W- угол поъдема по среднему диамет- с
РУИзобретение поясняется чертежом.
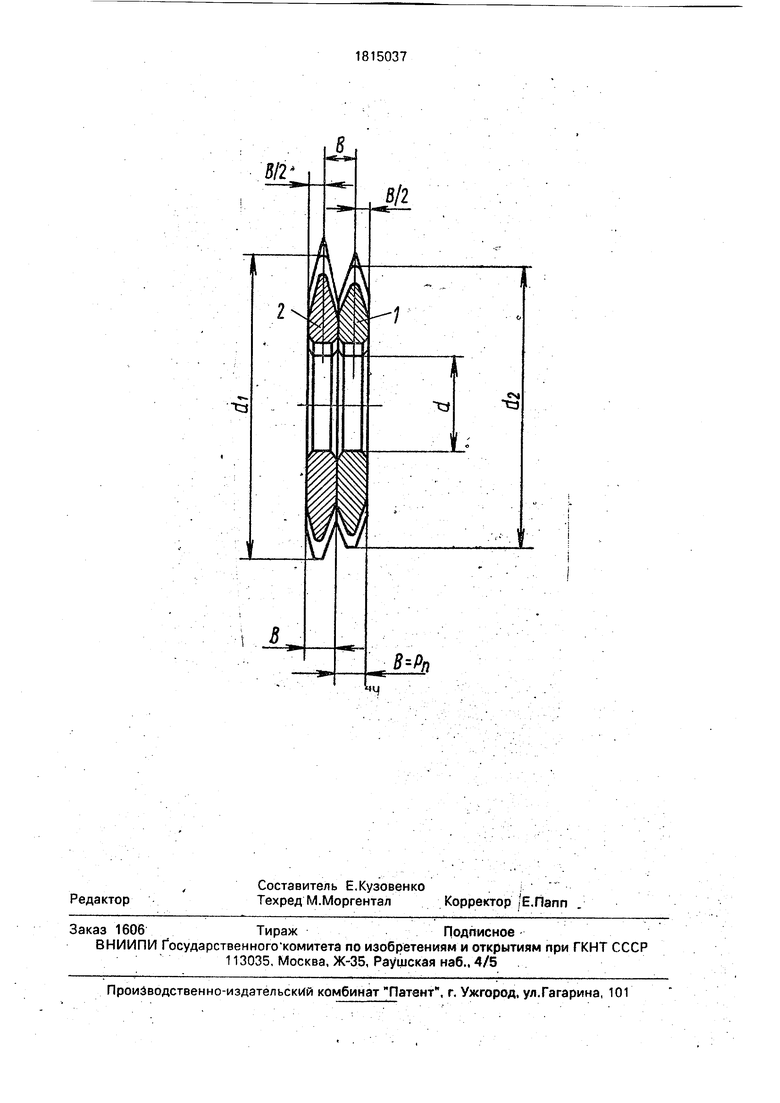
Принятые обозначения параметров следующие: ch - наружный диаметр чистовой дисковой резьбовой фрезы; d2 - наружный диаметр черновой фрезы; d - диаметр посадочного отверстия фрез. В - толщина фрез; В/2 - половина толщины фрез, проходящая через ось симметрии профиля фрез; Рп - расстояние между вершинами профилей фрез (шаг резьбы по нормальному сечению к витку резьбы, В Рп).
Резьбонарезной инструмент содержит черновую дисковую фрезу 1 и чистовую 2.. соединенные в комплекте и установленные на общей оси державки в любой последовательности.
Черновая 1 и чистовая 2 фрезы выполнены с симметричным профилем, вершина которого находится на равном расстоянии В/2 от торцев фрез, имеющих одинаковую толщину В, равную нормальному шагу Рп между заходами резьбы и определяемую по зависимости В Р cos Ч
|00
ел о со VI
При сборке резьбонарезного инструмента поступают следующим образом. Черновую 1 и чистовую 2 фрезы, собранные в комплект надевают своим посадочным отверстием d на посадочное место державки и закрепляют на державке до упора торцев фрез. Так как толщина фрез одинаковая и профиль их симметричный, то при закреплении фрез на державке расстояние между вершинами профилей фрез равно В, или нормальному шагу нарезаемой резьбы Рп. В таком собранном состоянии резьбонарезной инструмент готов к работе.
, Инструмент работает следующим образом. .
Державку е установленными на ней фрезами 1 и 2 закрепляют в шпинделе резь- бофрезерного станка под углом наклона профиля резьбы Ч оси заготовки детали. Комплекту фрез сообщают главное движение - вокруг собственной оси, а заготовке- винтовов движение относительно фрез и поступательное на шаг резьбы. Фрезы 1 и 2 относительно оси заготовки устанавливают таким образом, что вершина профиля чистовой фрезы 2 находится на оси обрабатываемого изделия. После этого резьбонарезной инструмент готов к работе и можно включать станок. . ;
Черновая фреза 1 выполнена с диаметром di di диаметра чистовой фрезы на величину оптимального припуска под чистовую фрезу и с прогрессивной схемой резания. .
Угловой профиль черновой фрезы 1 выполнен таким образом, чтобы по боковым кромкам чистовой фрезы также был оптимальный припуск под обработку. .
Так как вершины профилей чертовой 1 и мистовой 2 фрез находятся в сборе на
0
расстоянии нормального шага заходов резьбы, то при работе черновая фреза 1 обрабатывает первый заход резьбы, а чистовая 2 второй. После фрезерования этих первого и второго заходов фрезы 1 и 2 возвращаются в исходное положение. Затем деталь поворачивают на угол между заходами резьбы и фрезеруют следующие два захода - один уже окончательно, а другой предварительно с припуском под окончательную фрезу 2.
Так данный цикл обработки повторяет- ы до окончательной обработки последнего захода, пока все заходы (витки) резьбы не
5 будут окончательно нарезаны.
Технико-экономическая эффективность предложенного комбинированного резьбонарезного инструмента заключается в повышении производительности нарезания
0 многозаходной резьбы за счет совмещения чернового и чистового фрезерования захода в Одну операцию, в повышении размерной стойкости дорогой сложнопрофильной чистовой резьбовой фрезы за счет разгрузки
5 при резании ее зубьев, в повышении качества обработанной поверхности впадины резьбы.. Формул а изобретения Резьбонарезной инструмент, включаю0 щий выполненную на периферии диска режущую часть с симметричным профилем, отличающийся тем, что, с целью повышения производительности, он снабжен установленным соосно диску и жестко связанным.с ним дополнительным диском, на наружной поверхности которого выполнена режущая часть с симметричным профилем, при этом ширина основного и ширина дополнительного диска равны, а наружные диаметры дисков различны.
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕЗЬБ | 2020 |
|
RU2749276C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
Использование: при обработке фрезерованием крупных внутренних и наружных резьб, в частности трапецеидальных резьб крупного профиля. В резьбонарезном инструменте, содержащем черновую и чистовую дисковые резьбовые фрезы с симметричным профилем, черновая и чистовая дисковые резьбовые фрезы соединены в одном комплекте и на одной оси в независимой последовательности, обе фрезы выполнены одинаковой толщины. 1 ил.
| Семенчёнко И.И | |||
| Проектирование металлорежущих инструментов, М.: МАШГИЗ, 1962.С.624. |
