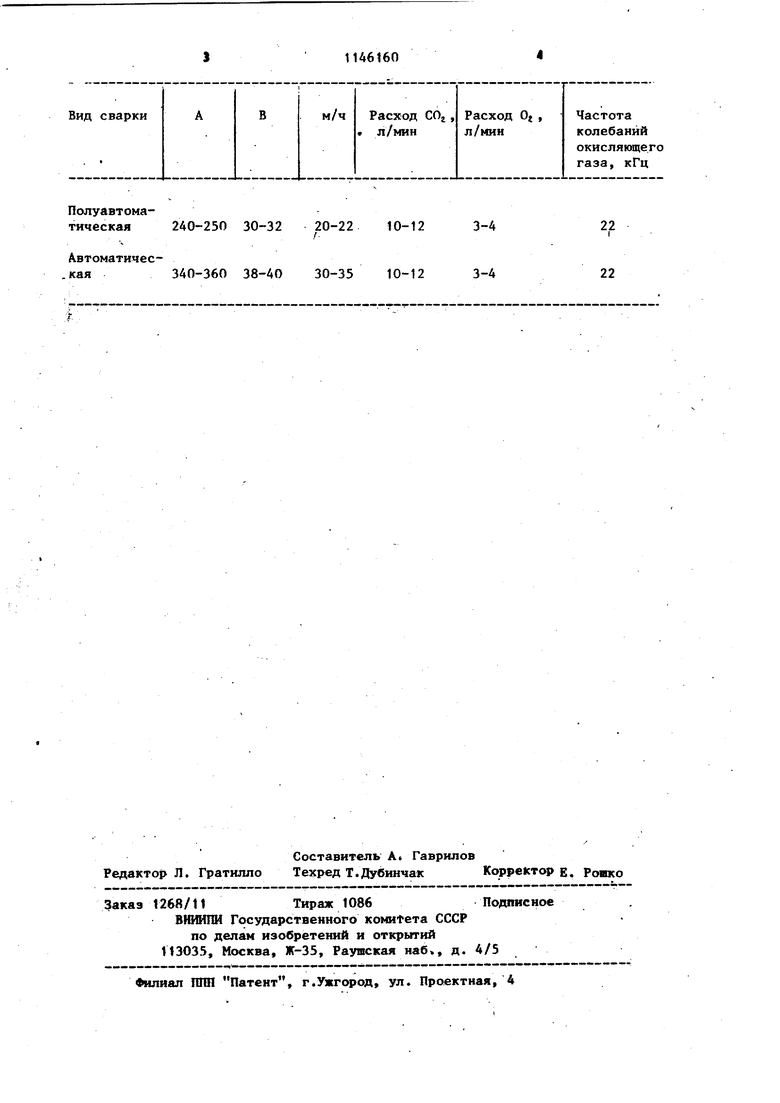
Э) 9 Изобретение относится к области машиностроения и может быть испольэовано при изготовлении конструкции методами сварки в защитном газе. По соновному айт. св.№ 607681 известен способ занщты металла от брызг при сварке в защитном газе, согласно которому в зону, охватываю щую поток защитного газа, подают поток газа, вступакнцего в реакцию с брызгами; расплавленного металла Недостатком известного способа является большая длительность опера ции зачистки околошовной зоны, кото рая вызывает повьгагение стоимости св рочных работ и обусловлена низкой скоростью окисления брызг металла и недостаточным их охлаждением к моменту удара о поверхность детали в результате чего пленка окисла в момент удара разрушается и брызги п вариваются к поверхности детали. . Целью изобретения является повы шение производительности путем сокращения операции зачистки околошовной зоны и снижения сцепления брызг расплавленного металла с поверхностью детали. Поставленная цель достигается тем, что согласно способу защиты металла от брызг при сварке в за1Щ1тном газе, при котором в зону, охватывающую поток защитного газа, подают поток газа, вступающего в реакцию с брызгами расплавленног металла, в потоке газа, втупающего .в реакцию с брызгами расплавленного металла, возбуждают меха1шчес кие колебания ультразвуковой часто ты. При возбуждении ультразвуковых колебаний (УЗК) в потоке окисляющего газа интенсифицируется процес окисления брызг расплавленного мет ла окисляющим газом. Таким образом, при неизменном в мени контактирования брызг расплав ленного металла с окислякяцим газом возбуждение УЗК обеспечивает большую толщину окисленного слоя на по верхности брызг, что ухудшает их приваривание к поверхности изделия уменьшая тем самым прочность сцепления. Кроме того, возбуждение УЗК в потоке окисляющего газа ускоряет охлаждение расплавленных брызг, в результате чего 01Ш попадают на поверхность детали более холодными. Вследствие меньшей температуры брызгони при ударе о поверхность детали меньше деформируются, окисленный слой на них не разрушается, что исключает приваривание брызг к поверхности детали. Возбуждение механических колебаний ультразвуковой Частоты в потоке окисляющего газа осуществляется, например, пульсирующей подачей окисляющего газа или использованием тороидальньк выемок в кольцевой щели, через которую подается окисляющий газ. Пример. Производится полуавтоматическая и автоматическая сварки в углекислом газе деталей из ст,3 проволокой Св. 08Г2С диаметром 1,6 мм с применением предложенного способа защиты металла от брызг при сварке в защитном газе на режимах, указанных в таблице. Возбуждение колебаний частотой 22 кГц в потоке окисляющего газа осуществляется периодическим прерыванием потока окисляющего газа, для чего последний пропускают через пульсатор. С целью получения сравнительных данных параллельно проводится сварка деталей на тех же режимах, но без воз буждения колебаний в потоке окисляющего газа. Полученные результаты показывают, что при использовании УЗК сцепление брызг существенно уменьшается и даже самые крупные брызги диаметром 2,5-3 мм легко удаляются металлической щеткой, тогда как при сварке без колебаний в потоке окисляющего газа они не удаляются . Использование предлагаемого способа позволит упростить технологический процесс удаления брызг с поверхности деталей за счет снижения сцепления брызг расплавленного металла и повысить благодаря этому производительность труда на операции зачистки сварных соединений.
Полуавтоматическая 240-250 30-32 20-22 10-12 3-4
Автоматичес.кая 340-360 38-40 30-35 10-12 3-4
22
22
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СОСТАВ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1990 |
|
RU2072906C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Термостойкое покрытие | 1989 |
|
SU1737035A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1989 |
|
SU1673353A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1986 |
|
SU1357173A1 |
СПОСОБ ЗАЩИТЫ fETAЛЛA ОТ БРЫЗГ ПРИ СВАРКЕ В ЗА1ЧИТНОМ ГАЗЕ по авт. св. № 607681, отличающийся тем, что, с целью повышения производительности путем сокращения операции зачистки околошовной зоны и снижения сцепления брызг расплавленного металла с поверхностью детали, в потоке газа, вступающего в реакцию с брызгами расплавленного металла, возбуждают механические колебания ультразвуковой частоты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ защиты металла от брызг при сварке | 1976 |
|
SU607681A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
